Transcription
Failure analysis of clutchdisc in a two-ton truckAnálisis de falla del disco de embrague de un camión de 2 tonRecibido: 12-03-2013 Aceptado:19-04-2013Diego León Perea Salcedo*AbstractThis article presents the failure analysis of a clutch disc in a two-ton truck.The failure part was made of high-carbon steel for springs. Although the failuresurface was very thin and difficult to interpret, the fracture surface examinationrevealed chevron marks and the presence of faint beach marks. The failure partswere made of hardened 1070 carbon steel. The cushioning plate experiencedshear and bending alternating stress. The end failure is caused by shock load.Keywords: Truck, Transmission, Clutch, Failure analysis.ResumenEste artículo muestra el análisis de la falla presentada en el disco de embraguede un camión para transporte de 2 Ton. El elemento que presentó la fracturaestaba fabricado de acero para resortes de alto carbono. Aunque la zona defalla era muy delgada y de difícil interpretación, el examen de la superficie defractura reveló marcas chevron y presencia mínima de marcas de playa muytenues. La parte de falla (cushioning plate), fabricada de acero al carbono 1070templado, estaba sometida a esfuerzos alternantes cortantes y flexión. La fallafinal fue causada por carga de impacto.Palabras clave: Camión, Transmisión, Embrague, Análisis de falla.Introduction*22Ingeniero Mecánico - Universidad del Valle.Instructor del SENA e-Mail: dieperea68@misena.edu.coThe primary objective of this analysis is to determine the root cause ofautomotive clutch disc’s failure which has operated 56000 Km (approximately1550 hours of service or 170000 cycles). The root cause can normally be assignedto design, materials, parts manufacturing, assembly faults, operating habitsand/or maintenance problems. For design case some common failures foundin mechanical parts include fatigue as a result of stress concentrations. Formanufacturing case any failure can be misalignment or mismatch of matingparts. The failure due material quality may originate on undesirable microstructural conditions such as: Porosity, inclusions and others micro structuraldefects. For operating conditions case is a wide topic because it depends on thedriver operating habit.
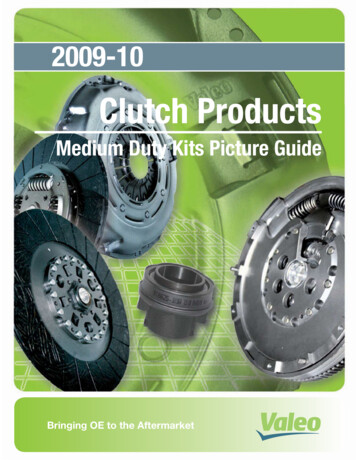
D. Perea: Failure analysis of clutch disc in a two-ton truckThe second purpose of this failure analysis is to establishoperational rulers that prevent premature failure ofautomotive mechanical transmission parts.In trucks, the clutch disc is located between the engineand the gearbox. Then the clutch disk is transmittingvarying torsion loads between the flywheel and thegearbox, as illustrated in Figure 1.The cushioning plate was transmitting varying loadsand presented the fault shown in Figure 3.Figure 3. Failure partsMaterials and methodsLoadsFigure 1. Engine – clutch – gearbox assembly (Koocharoenprasit, 2011)The parts of clutch disc assembly are named by (EXEDY,2010) shown in Figure 2.The principal specification of the selected diesel engineshows in Table 1.Table 1. Engine technical dataEngine parametersValueMaximum power92 HP / 3600 RPMMaximum torque20.6 Kg-m / 2300 RPMFor establish the variation of loads we have SAE J227urban driving cycle, which includes the accelerations,cruising speed, deceleration, braking and stops. This cycleis named in (Gclunavic, 2011) shown in Figure 4 and Table 2.Figure 2. Clutch disc assembly.Font: EXEDY,2010Figure 4. SAE J227 CYCLE23
Informador Técnico (Colombia) Volumen 77, No. 1, Enero - Junio 2013, p 22 - 26Table 2. Values for the cycle SAE J227V ABCDV16 1.532 1.548 1.572 1.5ta4 119 118 228 2tcr019 120 150 2tco2 14 18 110 1tb3 15 19 19 1ti30 225 225 225 2T39 272 280 2122 2We can choose column B according to (Moller, 2006)for Cali city.If we set the daily journey of the vehicle in 170 Km andclutch disc was under fully reversed loads, we have thefollowing cycle’s number, shows in Table 3:Table 3. Calculation of cycle’s numberFor V 32 Km/ht (s)x (m)ta1984,4tc19168,9tda tb979,2ti25Tot72332,3T 20.6 Kg m 22.4 Kg 219.5 N10.r 10 x0.092 mThe shear stress is 219.5 NV 7.3 MPaA (0.001 * .003) m 2The bending stress is Mc 219.5 * 0.01 * 0.015 Nm 2 15.4 MPaI2.14e 9 m 4Then the stress state by Von Mises:( Isxy)2 (yz)2 (zx) 2 6( 2yz 2zx2a 15.4 2 6 * 7.32 23.6 MPaNow according to (Shigley & Mitchel, 1983), the hardened1070 steel is not recommended for shock load applicationsand S A m 0.186 A 1880 MPautdmThenlimit is:S ut 1880 1898 MPa And the fatigued 0.186S e' 0.25S ut 0.25 *1898 475 MPaAccording to (Shigley & Mitchel, 1983) the correctionfactors of fatigue limit are:0.097C Size 1.189 d 0.189 * 0.1840.097Daily Journey (km)172For hot rolled materialCycle’s number (Day)518C Surface AS ut A 57.7 b 0.718To find the maximum stress on the failure parts, first itfinds the shear V. Shows in Figure 5:2xy 0.71bC Surface 57.7 *18980.718 0.26 Then:S e C Size C Surface S e ' 0.71 * 0.26 * 475 88 MPaOur specimen has notches sensibility and accordingto (Shigley & Mitchel, 1983) Kt 1.6 andq 1 1 0.980.04Then:5K f 1 0.98(1.6 1) 1.6; Therefore,Se88 55 MPaK f 1.6Figure 5. Free body diagram24And finally, the safety factor is: SF 55 2.3 This23.6indicates that the design is good.
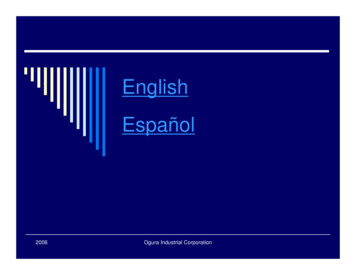
D. Perea: Failure analysis of clutch disc in a two-ton truckMacroscopic analysisAn initial macroscopic observation was conducted toidentify possible contributing factors to the failure. In partsfrom clutch was observed: The friction facing (see Figure. 2) not have wear, becauselikes new, as shows in Figure. 6. The broken parts (cushioning plate) are thin sheets ofcarbon steel, with a lot of oxidation shown in Figure 3.Table 4. Overall dimensions from cushioning plate sultsExamination of fracture surfaceSince this component is very thin (0.95 mm), the beachmarks (Avner, 1987) are not well defined, but can see inFigure 8. The end fault zone is very large.Figure 6. Friction facingSelection of specimens for microscopic analysisThe clutch assembly is dismantled and selected 14pieces with the presence of failure, shown in Figure 7 andTable 3, for:1. The study of fractured surface by visual observations.2.3.One specimen was removed for metallographicanalysis, andOne specimen was removed for hardnessmeasurement.Figure 7. Cushioning plate from clutch disc.Figure 8. Fracture surfaceMetallographyMetallography results reveal that structure is mainlytempered martensite, with some free ferrite (White) as seenin the (ASM INTERNATIONAL, 1992a) and Figure 9Figure 9. Metallography25
Informador Técnico (Colombia) Volumen 77, No. 1, Enero - Junio 2013, p 22 - 26HardnessAccording to the results of the Metallography and thehardness of the cushioning plate; the material is hardened1070 carbon steel according to the Figure 9, Table 5 and(ASM INTERNATIONAL, 1992)Table 5. Hardness The surface finish of the cushioning plate can beimproved by blasting. It is recommended that when starting a vehicle is madesmoothly. It is recommended that automotive marketers providetraining on the operation to users. The Metallography reveals inclusions in the materials.ReferencesAVNER, S. H. Introducción a la metalurgia física. 2 ed. México:Calypso S.A. 1987ASM INTERNATIONAL. ASM handbook . Metallography AndMicrostructures. ASM International. Vol. 9. 1992ASM INTERNATIONAL. ASM handbook - MaterialsCharacterization. ASM International. VOL. 10. 1992aEXEDY. Daikin clutch fundamentals and product guide . 2010[en línea ] ls.2010 [Recuperado el 25 de 11 de 2012].GCLUNAVIC. Análisis de prestaciones en automóviles. 2011. [enlínea] -227. [Recuperado el 25 de 11 de 2012]KOOCHAROENPRASIT, S. B. Design and Analysis of ClutchHousing Prototype for One Cylinder Diesel Engine DirectClutch System. The Second TSME International Conferenceon Mechanical Engineering , 2011. p.19-21.Conclusions and RecommendationsFrom the failure analysis, the following conclusions andrecommendations can be made: The initial failure was presented in cushioning plate byfatigue loads and then was accompanied by a suddenfracture. The driver can generate the shock load of ultimatefailure.26MOLLER, R. Transporte urbano y desarrollo sostenible en AméricaLatina. 2006. [en linea] http://books.google.com.co/books?id 8omWC2prdgEC&pg PA129&lpg PA129&dq Velocidad promedio de un vehiculo en cali&source bl&ots PQujxmkvLf&sig KuN7Tn-a5Qj KbNhLKDYgOHxqIM&hl es419&sa X&ei Skq2UMzjL8OJywGixYGICQ&ved 0CCkQ6AEwAA#v onepage&q Velocidad%20pro[Recuperado el28 de 11 de 2012]SHIGLEY, J., & MITCHEL, l. L. Diseño en ingeniería mecánica.3 ed. 1983
This article presents the failure analysis of a clutch disc in a two-ton truck. The failure part was made of high-carbon steel for springs. Although the failure surface was very thin and difficult to interpret, the fracture surface examination revealed chevron marks and the presence of faint beach marks. The failure parts