Transcription
The Challenging World of Supply Planning.Our vision at Solventure.
The Chalenging World of Supply Planning.Our vision at Solventure.At Solventure we take pride in being experts in designing and implementing Sales, Inventory and OperationsPlanning. Companies that have a good S&OP process can’t imagine how to live without it. It is the key instrumentfor the CEO to navigate the business along the budget towards its strategic targets. For a summary of our visionon S&OP, we refer to our position paper “Sales and Operations Planning (S&OP). Our vision at Solventure.” Itcan be found at www.slideshare.net/solventure and our website www.solventuregroup.com/.In this vision paper, we dig into detail on how to organize supply planning. Supply planning is the most complexstep in the S&OP process. It requires translating the demand throughout the distribution and manufacturingnetwork up to suppliers. It requires the detection of issues like a shortage of capacity and the development ofan appropriate response. The appropriate response needs to consider service, cost and cash (inventory). Supplyplanning is really at the heart of balancing our supply chain triangle. We will explain our vision on how to organizeit.
3 key dimensions instructuring your supplyplanningDesigning your supply planning process needsEven if you don’t own distribution centers, you mayto be done along 3 key dimensions. Each ofwant to consider the inventories of distributors and keywhich will be further detailed in the nextcustomers as part of your network (cfr. our vision onparagraphs.customer-product segmentation).A first dimension is the ‘vertical’ or ‘hierarchical’Most manufacturers still own considerable productiondimension. It is common to split complexassets. Efficient use of these assets is key in controllingproblemsThat’scost and generating margin. Every production companyexactly what companies have done with supplyhas key suppliers. As you segment customers, youplanning. We will discuss the need for theshould also segment your suppliers. A rough-cutfollowing separate layers in planning: strategiccapacity plan of those suppliers is the foundation for aplanning, budget planning, aggregate rough cutcollaborative S&OP with them. This becomes a purecapacity planning, detailed master planning andnecessity if a part of your manufacturing is outsourced.intomanageablepieces.detailed scheduling across the multiple steps inA third dimension is the combination of complexity andproduction.maturity. We believe different complexities requireA second dimension is the ‘horizontal’ or ‘supplydifferent supply planning solutions. If your currentchain’maturity is low, getting to the more complex solutiondimension.distribution network.Everycompanyhasaneeds to be done in steps. If you skip a step, you risk itwill not be successful. In change management any failedattempt may cost you 2-3 years to overcome. Crawlwalk-run is an old adagio. It certainly holds true insomething as complex as supply planning.
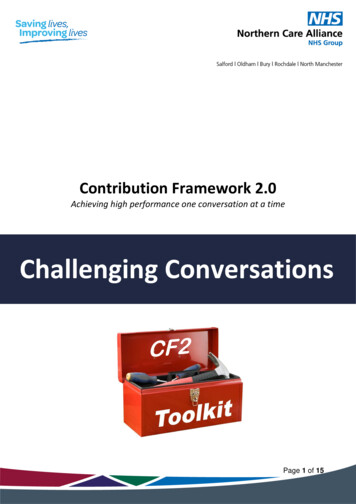
Dimension 1 – HierarchicalPlanningBudget PlanningThe vertical or so-called ‘hierarchical’ dimension ofIn many companies, the budget is a yearly exercise,planning is summarized in the figure above. Thoughstarting around 3-6 months before the start of a newthe concept of hierarchical planning is not new,fiscal year. It will look at the next fiscal year, inmany companies still struggle with ‘what is in themonthlydifferent layers’, ‘which layers do we need’ and ‘howdepartment and will make a bridge between the long-do they interact’. We refer to basic works of Miller1term ambitions of the strategic plan and next year’sand Stadtler andKilger2.We have summarized andfurther adapted below.buckets.Itisdrivenbythefinancemarket outlook. It will define targets for volumes,pricing, costs, margin, Strategic PlanningStrategic planning is about setting the commercialIt allocates financial resources through operational ordirection of the business, defining the innovationso-called ‘OPEX’ budgets and investment or so-calledplans,any‘capex’ budgets. The result is a projected P&L, Balanceacquisitions, divestments or partnerships. It has athemajorSheet and Cash Flow Statement. It defines a financiallylong 3 to 10-year horizon, will look at the long-termviable, but typically also stretched plan. As incentivemarketandschemes are often linked to the budget, it is anpossible scenarios. In general, it looks at the so-important steering factor. Any negative deviation ofcalled ‘PESTEL’ factors: Political, Economic, Social,the budget is resisted and creates tension. To avoidTechnological, Environmental and Legal. Thesethis, people will make conservative estimates, so-factors define the future context in which thecalled volutionscompany will operate. The strategic planning isdriven by the CEO or the BU President, possibly withThere is an important element of so-called ‘gaming’ insupport of a strategy office. For the supply chainthe making and the follow-up of the budget. The datathe strategic planning defines the footprint, whereis typically on an intermediate level of aggregation, forare and will be our customers, what will be ourinstance a combination of the product group and thedistribution and manufacturing footprint. Data iscountry or regation, for instance at the combination ofregion or sub-region.12Miller, T., Hierarchical Operations and Supply Chain Planning, Springer, 2002Stadtler, H., Kilger, C., Supply Chain Management and Advanced Planning:Concepts, Models, Software and Case Studies, 2002
Aggregate Rough-Cut Capacity Planning(RCCP)The budget plan requires operations to get an ideaIn many companies this tactical planning process isof typical volumes, how they will be allocated todriven by the central supply chain department. It isproduction plans and what will be the distributionbased on an ‘S&OP forecast’, which gives the ‘mostcost to get them delivered to the customers. Whererealistic expectation’ of the future demand. There mayin many companies the budget is still static, orbe a conflict with the budget, which as mentionedupdated mid-year, the Rough-Cut Capacity Plan orabove may contain an ambition and be a target. AnyRCCP is a monthly process, looking 12-18 monthsdifferences should be revealed and discussed in theout, in monthly buckets. The key purpose is todemand review and exec S&OP meetings. The RCCPidentify bottlenecks early in the process, in the so-should have scenario management capabilities tocalled free period, cfr. our outline on the typicalanalyse different demand scenarios.planning horizons below. This is the period whereall major supply chain parameters can still beThe overall goal of the RCCP is to define a realistic,changed.eithercost-efficient and viable tactical plan. To simplify thestructural or temporary shortages in capacity, duegathering and processing of information, the data isto seasonal demand or due to a plant shutdown.typically on an intermediate level of aggregation, forPossible solutions are to increase capacity byinstance the combination of product group andplanning extra shifts, by offloading demand to anresource group per production plant.Examplebottleneckscanbealternative production site and/or line, or byprebuilding inventory. Some companies have theoption to outsource parts of their production, or tolook for swap deals. Only in a last resort will we cutdemand.Ifwedoso,acustomer-productsegmentation is an essential instrument to do thatin a fast and effective way (cfr. our vision paper,SegmentingCustomersandProductsenvironments, on how to set that up).inB2B
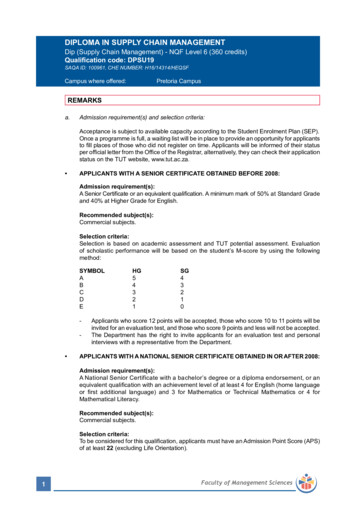
OUTLINE – Planning horizons: Free, Flexible, FrozenA common concept in planning is the definition of free, flexible and frozen horizon. They are linked to yoursupply chain lead times.The frozen period is the one where orders are in production. At this point it’s basically impossible to change,without a significant impact on cost. However, in many companies, we see the frozen period is not as frozenas the planners would like. There’s a lot of pressure from sales to be reactive to last minute changes.The flexible period is the one where raw materials have been ordered, but they have not yet been assigned tospecific production orders. In this horizon the orders for the raw materials are fixed, meaning the volumeavailable is fixed. However, we remain flexible in the mix. As long as they share the same raw materials orcomponents, we may still decide to produce some more of product A and a bit less of product B. In practiceagain, the orders for the raw materials are often changed. We try to push them out or bring them forward, asproduction is pushed out or brought forward.In many companies, keeping the 2 in sync is a manual process. The number of changes makes it verychallenging. When under time pressure, we typically see the bring forward is done, not to miss production, butthe pushing out is forgotten, leading to excess raw material inventory.The free period, is the one where no raw materials have been ordered. The upward and downward flexibilitywill remain limited. In case of outsourcing contracts, we commonly see that it is even regulated by mentioningspecific percentages for the allowed upward and downward change for each month ahead. In the free period,we’re probably in the flexible zone of the supplier. This means we can order some more or less of raw materialA versus B, as long as they share the same resources and base materials. Mapping the flexibility of keysuppliers is advised. It reveals the true flexibility you have in the free period.As we explain further, the free period is the domain of the RCCP process, the flexible period is controlled bythe Master Plan, and the frozen period is controlled by the detailed scheduling.
Master PlanningIn APICS terms, the master plan is the so-calledThe master plan has to translate that monthly plan intoMaster Production Schedule or MPS. Where thea weekly production plan, and on an SKU level. Inrough-cut capacity plan is getting the volumesplanning the mix, it will account for variances in runright, on an aggregated level, in the free period, thetimes, try to group products in campaigns as tomaster plan will get the mix right, in the flexibleminimize change-overs and specify in which SKUs toperiod. In a Make-To-Stock environment, thebuild the required inventory. It will also manage andmaster plan will be on the finished product SKU.prioritize different demand streams consisting ofcustomerorders,forecastorsafetystockIn an Assemble-To-Order environment, the masterreplenishments. Depending on the flexibility it mayplan will be on the intermediates or subassemblies.fine-tune capacities like the amount of overtime andThe master plan controls the so-called ‘push’ parttemporary labour.of the supply chain. It is driven by the forecast andcontrols the inventory in the so-called CustomerThe master plan will define planned production orders,Order Decoupling Point (CODP), cfr. our outline onshowing the quantities and the week. These plannedthe production strategies and the CODP below.production orders will trigger the MRP, so that thenecessary raw materials are ordered. The plannedThe ‘pull’ parts of the supply chain will be scheduledproduction orders within the frozen period will bebased on orders, and starts from the inventory ofconfirmed and fixed in the detailed scheduling.intermediates or subassemblies.So in summary, the master plan is all about detailingWhere the RCCP is typically in months, the masterthe monthly aggregated volumes, to a weekly mix onplan is typically in weeks. A typical horizon is 8-12an SKU level. In making the plan, we account for extraweeks out, but as explained in the outline on theinputs, such as customer orders, and we account forplanningextra detail like variances in run-time. With this extrahorizons,itreallydependsonthecumulative production and supplier lead times.detail, we do a further optimization of maximizingservice, while minimizing cost and inventory. NeedlessThe key decision in the master plan is getting theto say that this process is typically driven bymix right, within the allocated volumes decided byproduction.the RCCP. The RCCP has decided which aggregatedvolumes will be sourced from where and whether tobuild up inventory.
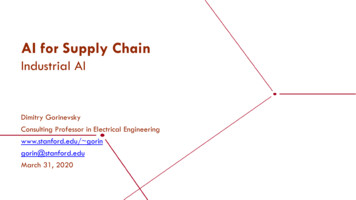
OUTLINE – The Customer Order Decoupling Point (CODP)The Customer Order Decoupling Point or CODP defines which parts of the supply chain are driven by theforecast, and which are driven by orders. The Master Plan or Master Production Schedule typically plans andcontrols the ‘decoupling point’, which is the inventory point that buffers the forecast driven from the orderdriven part. The following figure shows the corresponding production strategies.In a Make-To-Order or MTO environment, the raw materials and components are purchased based on theforecast but the rest of the production is order driven. An intermediate solution is the Assemble-To-Order orATO environment where intermediates or subassemblies are produced based on the forecast but thedownstream operations (typically blending, packaging or final assembly) are based on orders. In a Make-ToStock or MTS situation, the finished product is planned based on the forecast. The Distribution can be to order(DTO) or to stock (DTS).MTO, ATO, MTS with DTO or DTS are also called ‘production strategies’ or ‘supply chain strategies’. As isapparent from the figure below, they have an impact on the Master Plan and on the scheduling. The MasterPlan will control a different step in the supply chain. The scheduling may be order driven or driven by theplanned production orders from the Master Plan, as we will explain further in the explanation of the detailedscheduling.In accordance with the lean terminology, the ‘forecast’ driven part of the supply chain is typically labelled‘push’ and the order driven part is called ‘pull’. In the lean philosophy push leads to waste, as the forecast isnever perfect. Instead of MRP to derive and plan the upstream dependent requirements, lean advocates theuse of Kanbans to create an upstream pull as well. The principle then becomes that upstream production isonly triggered by an actual downstream consumption rather than a predicted downstream consumption.Debates about this difference can become quite religious. In our mind it is simple. A key assumption of pullis that demand can be stabilized so there are no sudden peaks. In many environments that remains a dreamrather than a reality. Promos, tenders and seasonality all make that demand has important swings instead ofbeing stable. In our experience a push system remains the only way to tackle that effectively.
Detailed SchedulingAt the lowest level we have the detailed scheduling.Though scheduling looks easy, it has to confront manyThis will plan the actual manufacturing in thepractical constraints like the unavailability of rawso-called frozen period.materials or packaging, limited manpower to executespecific activities like change-overs, unexpected ordersIn many companies it has a 3 to 12-day horizon,pushed by the sales, which disrupt the normal flow ofbut again, this now depends on the production leadoperations. Due to the continuous and short-termtimes. In a Make-To-Stock environment, it willnature, a schedulers’ job is never finished. It takes atypically start from the planned production ordersspecial kind to withstand this type of continuous stressof the Master Plan, which it will confirm into firmand pressure. The schedule will generate shop floorproduction orders. For the pull part of the supplyorders, which trigger the MES or ERP executionchain it will be order driven, and it will combinesystems. They directly steer the operations on thecustomer orders into firm production orders. Inproduction floor.principle the existing firm production orders arefrozen and will not be changed. Depending on theThe vertical dimension in summaryscheduling frequency, each day or twice a week,The following table summarizes the key characteristicsnew orders are confirmed into firm productionof the different planning levels. Companiesorders at the end of the schedule horizon.tempted to skip a level, as they are overwhelmed byarethe complexity of the different layers. You can try toScheduling is typically done in continuous time,skip a level, but you cannot skip the related questions.provide start and stop dates for each of the orders.Skipping the Master Plan typically drags the RCCP intoBig differences with the master plan are themore detail. As we will discuss further, getting both thesequencing and the scheduling. Sequencing meansvolumes and the complexity right in 1 single process,orders are put in a specific order one after therequires a high maturity of the planning people. It alsoother. Optimizing the sequence will again optimizerequires more advanced tooling. We will lay that out inthe cost and inventory, as long as it allows to realizethe section on complexity and maturity.the expected service. Scheduling means that ordersare placed on specific workcenters, not only for thelast step, but for all steps required in the productionof an intermediate or a finished product, dependingon the scope of the scheduling process.
StrategicBudgetRCCPMasterSchedulingHorizon3-10 yr1 yr12-18 mth8-12 wk3-12 daysBucketsYearly, 1-5 yrs, minor/majorQuarterly, Halfyear, NoneMonthlyWeeklyDailyOwnerCEO, BU PresidentFinanceSupply ChainProductionProductionLevel ofAggregationHighest, roduct groupIntermediate,e.g.subregion/product groupDetailed, e.g.FP SKU,depending onMTS/ATO/MTOMostDetailed, FPSKU,intermediateSKU, InputsLong-term forecast,evolutions, scenarios,PESTEL, Long-termambition, nextyear ambition &outlookS&OP forecast(most realisticexpectation next12-18 mth)Allocation,capacity,inventory forecast ordersPlannedproductionorders &customerordersKeyoutcomeLong term plan &focus: growth,profitability,consolidation, markets, Financially viable(stretched) planfor next fiscalyearRealistic, costefficient andviable tactical(volume) planRealistic,cost-efficientand viableoperational(mix) planRealistic,cost-efficientand viabledaily planfor all stepsKeyDecisionsMajor capitalinvestments,acquisitions/divestments, partnerships,markets, Target settingfor volumes,pricing, cost,margin, Identification ofbottlenec ksand appropriatesolutions(capacity,inventory, )Account andplan for mixvariancesScheduling(synchronized start/stopfor all steps)&Sequencing(optimalsequence)SC networkAllocation of(financial)resourcesPrioritizeorders vsforecast vsinventory
Dimension 2 – Supply ChainPlanningThe second dimension of planning is the ‘horizontal’They perform stock netting and lead time offsetting.or ‘supply chain’ dimension. As shown in the figureMRP accounts for the consumption and the yield. Thisbelow, many companies have to plan a distributioninformation is typically captured from the Bill ofnetwork that is keeping stock and is delivering toDistribution and Bill of Material stored in the ERPthe end customer. They have production assets,system. The routings define the default and possiblewhich may be split in upstream and downstreamalternative paths throughout the network. Calculatingactivities spread across different sites or eventhe dependent requirements is really the first step indifferent regions. And we must not forget to planyour supply chain planning.key suppliers. Our upward and downward flexibilitymay be bound by that of key suppliers.In the other direction, we sometimes want to knowwhich distribution orders are linked to a specificIn a ‘Distribute-to-Stock’ strategy (cfr. outlineproduction order. And whether the distribution ordersabove on CODP), the forecast and orders are madeare linked to any customer orders or just meant foravailable on the DC level. A DRP calculation is usedforecast or replenishing safety stocks. This concept isto calculate the net requirements on the level of thecalled order pegging. We peg the upstream orders todownstream production. An MRP calculation is donethe downstream consuming orders. This can betoimportant information in case we need to ediates and raw materials. DRP and MRP areconnecting the different steps in the supply chain.upstream orders.
A second step in the supply chain planning isDistribution environments are typically more scaleabledefining your critical assets. A critical asset may bethan production operations. Their horizons are typicallya bottleneck, an asset which has a primary impactshorter. The figure also shows the basic options youon the overall cost or quality or an asset which ishave when a critical resource is overloaded. You canunique and costly to reproduce like a mould. Theyeither increase capacity, offload demand to anotherare shown as the orange boxes in the next figure.internal resource or outsource to an external resource,Critical resources can be at the supplier, in theor in case of a temporary peak, you can cover withupstream or downstream production. If you’rebuilding extra inventory.making fresh or frozen food, or have heavyseasonality, there may also be a constraint in theAs we’ll show in the next paragraph, we need to applydistribution center or even in the transport.the different hierarchical levels of planning to oursupply chain.Every critical resource needs a rough-cut plan. Thehorizon of that plan depends on the frozen, flexibleand free periods as discussed in our outline above.
Combining Vertical andHorizontal into “HierarchicalSupply Chain Planning”The next figure maps the hierarchical planning toThethe supply chain. The strategic plan and the budgetconnections between the hierarchical levels. Theare typically holistic. They take a look at thestrategic plan and the budget define the availableintegrated supply chain. As explained in theresources and assets like plants, machines andprevious paragraph, depending on where thedistribution capacity. As elaborated in the beginning ofcritical resources are, we may need one or morethis paper, the budget is not neutral, it typical showsRCCP processes. The more critical resources, theand ambition, and people’s compensation is linked tomore complex the planning. In a next section, wethe targets it contains. This heavily influences thewill show how more advanced techniques likedecision making on a tactical horizon. The RCCP osummarizesthetypicalholisticto get the volumes right and basically decides onapproach, instead of the more sequential approachcapacity levels, inventory levels and allocations. Thesesuggested below.are the constraints within which the master plan willtry to further detail the plan. The master plan willEach of the steps in the supply chain needs agenerate‘volume’ type of plan, defining the required capacitytriggering the MRP for the raw ionorderswhichareaccommodateconstraints. Each of the steps need to refine thatTheusing a ‘mix’ type of plan, where specific SKUs canmanufacturing lead time are firmed in the detailedbe grouped based on shape, size, weight, finishingscheduling. The confirmed production orders areor any other relevant characteristic. Finally, to steerpassed back to the master plan as these cannot bethe operations, we need to come to a schedule,changed. The planned and confirmed production orderswhich tells people what to do in the coming hoursare passed back to the RCCP as these cannot beand days.changed by the RCCP. The RCCP gives critical input toplannedproductionorderswithinthebudget updates. The planned utilization rates may beSeparating into different plans keeps the piecessignificantly lower or higher than the budgeted ones.manageable. However, it raises the crucial questionThis will impact cost and profitability. As we willof how to connect them. As explained in theargument in the next section, the more mature theprevious paragraph, the connection from customerRCCP process and tooling, the more integrated theto supplier is done via DRP and MRP.RCCP and the budgeting process can be.
Dimension 3 – Complexityand MaturityThough every company will think they have theAs shown in the following figure, even if you have amost complex supply chain, there are significanthigh complexity, we advise to start with a Shifting Bottlenecks MultipleBOMs/Recipesforthesamefinished product Complex change-overs & production wheels The need to keep upstream assets runningto keep costs reasonable solutionswillhelpincreasetheconfidence and the maturity of the team.regularly encounter are: BasicDon’t jump to advanced solutions with a basic team.You may not have the data to feed (garbage in garbageout), you may not have the people to manage them.In general, we see if complexity is increasing, we allcarry more products, are exposed to longer lead timesfrom global selling and sourcing and have less buffers because of pressure on cost and inventory.As we will argument below, different complexitiesAs complexity increases, we all have to adopt morerequire a different approach. The more complex theadvanced planning solutions.supply chain, the bigger the need for ‘integrated’and ‘optimized’ solutions.To manage change effectively, see it as a journey withmultiple steps, as opposed to just 1 single project,A second challenge we see in companies is a s that define maturity are listedbelow: Quality master data Quality cost data Excel-driven vs experience with advancedplanning tools Average years of experience in the planningteam Experience with other recent improvementprojects where maturity and technology go hand-in-hand.
Below we have tried to summarize our view on theIn an optimization driven approach, the planningpotential journey. If you have a low maturity or adecision is not an input, but it is an output. Thelow complexity, we advise a so-called ‘planner-optimization engine will decide on the optimal plan. Itdriven’ approach. This approach follows the basicwill do so by trying to optimize a so-called objectivesequential and hierarchical process lined out in thefunction. The objective may be to minimize cost, wheresection on hierarchical supply chain planning. Wecost may include production, change-over, transportadvise to put the planner in control of decisions toand inventory cost. The objective may be to floaddemand to alternative internal or external assets.This planning is manual, and from that perspectiveThe objective we choose may depend on the company,may seem suboptimal.but also on the quality and the availability of cost andrevenue data. The optimization engine will find theHowever, it is key that planners control the basics,optimal solution within specific constraints. Constraintsbefore they move to more advanced solutions. Youmay be availability of raw materials, the need to meetlearn to drive a basic car before you step into athe demand, the capacity available. Capacity may be aFerrari. Moreover, if maturity is low, chances areconstraint, it can also be an output, like the amount ofbig a lot of your planning is currently Excel driven.overtime or the need for extra shifts. The planner canIf that’s the case, you will already see a hugeinfluence the ‘result’ by changing the inputs. If heperformance in both time spent and planningbelieves the proposed plan is not realistic, he willparameters. We do advise to use a professionalprobably need to modify the model and add someplanning tool instead of Excel. Excel will supportconstraints. If he believes the proposed plan is notbasic planning decisions but it’s not integrated. Theoptimal, he will probably need to refine the cost data.time lost is in the manual downloads of informationThe job of the planner becomes drastically different.from ERP or BI systems and the VLOOKUP’s thatInstead of managing the plan, he becomes theneed to connect it.manager of the inputs of the plan.A next step is automating some of the recurringAs already mentioned, a planner-driven approach isdecisions using a rule-based engine. A rule-basedtypically sequential. We work from a higher level ofengine may define that on specific work centersaggregation down to a lower level of aggregation, wepre-buildingorwork from right to left, from the customer to theoffloading demand from a primary to a secondarystockisthedefaultoption,supplier. The rule-based approach does the same, butsource. By defining rules, the planner stays inin a more automated fashion. Optimization takes acontrol but his efficiency is further improved. As theholistic approach, looking at all of the constraints at thenumber of rules grows, the complexity increasessameand both the process and the planner seem readyconstraints like capacity planning at the same time asfor an optimization-driven aintstacklelikeaggregatedgroupingincampaigns. If we look at the examples shown downstream operations, upstream operations andsuppliers. Optimization will be the only way to ensurea feasible and cost-effective solution.
In general optimization is also more finance drivenAs more financial data is in the planning engine, itrather than volume driven. As maturity increases,becomes a robust platform to run budget scenarios. Ascompanies have better cost data. Optimization willillustrated below, optimization from that perspectiveput this data at optimal use by looking at cost orspans from the budgeting up to the master planningmargin optimization.process.A next step is what we call ‘dynamic optimization’.If the optimization is run multiple times throughout theTwo challenges remain in an optimi
Aggregate Rough-Cut Capacity Planning (RCCP) The budget plan requires operations to get an idea of typical volumes, how they will be allocated to production plans and what will be the distribution cost to get them delivered to the customers. Where in many companies the budget is still static, or updated mid-year, the Rough-Cut Capacity Plan or