Transcription
Silicon mirrors for UV-opticalspace telescopesInstrument TechnologyCenter Code 550David Content, NASA GSFC Abstract– Several forms of silicon lightweight mirrors are in development.As compared to SiC, silicon is much easier to polish with nearlyequal mechanical & thermal properties allowing much moreaggressive lightweighting than glass or metal materials. Recentdevelopments are discussed– Other candidate materials (gr/Ep composite, Ni, Al) arementioned; other talks cover glass and SiC
OutlineInstrument TechnologyCenter Code 550– Materials & fabrication discussion What is the ideal mirror fabrication solution for large precisiontelescopes? Brief discussion of alternatives beyond SiC and glass Why silicon?– Foam-core Si [slides thanks to B. Goodman @ Schafer]– Single crystal Si McCarter Engineering GSFC in-house work (V. Bly)
What is the ideal solution for lightweightprecision UV/optical mirrors?Instrument TechnologyCenter Code 550 Current attempts (e.g. JWST etc.) to make large aperture lightweightmirrors have– Been moving towards technical success in demonstratinglightweighting (e.g. real values of areal density 25 kg/m2– Have failed in their promise of dramatic cuts in the cost metric M/m2 (e.g. JWST promised 1, now 4)– In general, costs are heavy in lightweighting and in polishing Ideal solution would involve replication– Separates polishing and lightweighting (to some extent)– Re-use of mandrel saves cost– However no replicated solution is yet nearly precise enough
What is the ideal solution for lightweightprecision UV/optical mirrors?Instrument TechnologyCenter Code 550 Next step back is rapidly formed substrates, e.g. casting, foam bodywork, or new technologies (spray-on substrate)– Castable or foamcore mirror blanks still require polishing but saveon lightweighting costs– I don’t think this will be affordable for 10m or up (space, filledaperture) telescopes– But this is where the state of the art is today Back to discussion of materials for polishable UV telescopes:
Instrument TechnologyCenter Code 550Materials comparison for candidatelightweight mirrorsFigures of meritBasic propertiesPropertyTable 1: lightweight materials propertiesdesired AlULEunitsvalue 6061 Si3density, ρkg/mYoung's Modulus, EGPahighCTE, α1.E-6/KThermal conductivity, kW/m.KThermal Diffusivity, D1.E-6m /ssmall2Be I-70 SiC [CVDZerodur He- ity to be diamond turnedhighhighhighlowlowlowlowhighlowDifficulty of f Deflection, 650.1980.029Steady state Thermal, α/kum/WTransient thermal, α/Dsec/m .KCost of finished optic2 Most critical for lightweight UV/optical mirrors: self deflection, polishability, costOmissions –C/SiC – see following talk (R. Keski-Kuha)
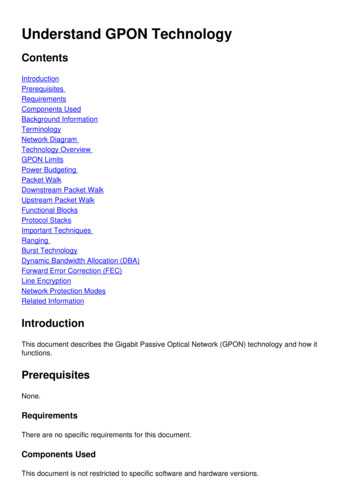
Instrument TechnologyCenter Code 550Same data – graph formatmaterials comparison (low is better)steady state thermal, alpha/k .Å Increasing thermal stability10.0000e- Ni1.0000Al 60610.1000Be I-70 HSiC [CVD α]0.01000.0010(Ideal material here)xZerodur ULESigr/Ep0.0001010203040Self Deflection, rho/EÅ Increasing stiffness per unit weight50
Al, Be, gr/Ep, Ni, replicated glass, etcInstrument TechnologyCenter Code 550 Al – recently developed bare Al polishing process (GSFC) to 10Åmicroroughness, with BSDF (angular scattering) similar to glass– Works on standard alloys, e.g. 6061– However, large CTE and relatively low modulus make this unlikelyfor large apertures– Probably still quite cost-effective for some applications, as can beused with (cheap) Al structures Readily diamond turnable and polishable (to 1m panels)– Is amenable to foam-core mirror blank construction also Be – various attempt to polish have not succeeded to the point wherebare Be is usable; Ni-plated Be can be polished, but bi-metallic stressmay cause thermal problems for some applications– Not proven for UV-optical– Very expensive and long lead time (longest of any material)
Al, Be, gr/Ep, Ni, replicated glassInstrument TechnologyCenter Code 550 Gr/Ep– Successful on large apertures (e.g. MAP microwave reflectors)– Print-through of fibers is a major issue for UV-optical applications Ni– Relatively easy to polish, but very heavy (8908 kg/m3)– Relatively low modulus and thermal conductivity– Must be used as a very thin electroplate, with bimetallic issues Replicated or formed glass– Being developed for both soft and hard x-ray grazing incidencetelescopes for Constellation-X – Dr. W. Zhang (GSFC) et al.– Incredibly low areal densities ( 1 kg/m2)– Significant figure precision advancement needed for UV/opticalapplicability – currently at few arcsec slope error level– Achieved microroughness already suitable for uv/optical
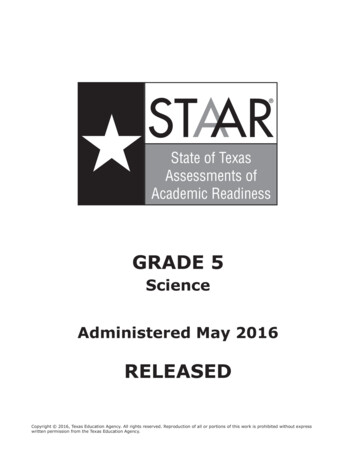
What is SLMSTM? Instrument TechnologyCenter Code 550SLMSTM have a silicon foam core (85-95% porosity) enclosed by acontinuous CVD polycrystalline silicon shell (like an M&M)CVD Silicon can be deposited to 2 inch thickness at 1 meter diameterSiliconFoamContinuous pores65-100 pores per inchPolycrystalline Silicon Closeout(0.01-0.05” typical)Foam core can be CNC machinedto virtually any shape to 0.002 inch
Foam vs Web Structures ForLightweightingRoles/RequirementsSupport against polishingpressuresFoamstiffness/high modes1-g sag (proportional toWebsFully distributed load pathsConcentrated load paths to print-under mirror surface, easierthrough as lines, difficult metrologymetrology mountDynamics/stability/Instrument TechnologyCenter Code 550Higher stiffness, first modefrequencyPockets 10 micronsmountMore mass for same stiffness, firstmodesPockets 100,000 micronspocket width)Micrometeoroid protectionNatural bumper material andLittle or noneripstopReliability/ RedundancyMany alternate load paths graceful crush failStructural failure effect greater catastrophic fail
Instrument TechnologyCenter Code 550SLMSTM Manufacturing Process Current capability is φ 30 cm horizontal (30 cm x 45 cm for flats invertical) 60 cm facility on-line September 2003Mirror manufacturing time 7-12 weeks for flats and spheresPolishing times for aspheres add 3-6 monthsMetal or dielectric coatings are readily appliedSilicon Foam4 – 6 weeksPolycrystalline Silicon Close-out2 – 4 weeksHEL Coatings for Operation atHF, DF and 1.315 µmPolished CVD Silicon1 – 2 weeks
Instrument TechnologyCenter Code 550SLMSTM Have High Structural EfficiencyMirror ComparisonWeight Areal Densitykg5 inch diameter x 0.5 inch Single Crystal Silicon5 inch diameter x 0.5 inch thick SLMS5 inch diameter x 0.69 inch Single Crystal Silicon 0.3820.1250.515kg/m309.8840.72st1 Modehertz5508.07625.07625.0SLMSTM is 1/3 weight of same size Single Crystal Silicon mirror, and has 30% higher first frequencyEquivalent stiffness Single Crystal Silicon Mirror is 4X heavier than aSLMSTM and 30% thicker1st Mode with Tangent Mountis 5047 Hz1st Mode with Kinematic Mountis 1801 Hz
Instrument TechnologyCenter Code 550SLMSTM Technology Maturity10 cmSingle SegmentManufactureNASA,AFRLPhase I25 cmIR& DLASIT25 cmActive50 cmSystemHouseNASAPhase IIMulti-SegmentManufactureStiffness DemonstratedAFRLPhase IIByAnalysisISO 9000ProcessByAnalysisSystemHouseNASAPhase .SystemHouseNASAPhase IIPolishabilityNASAPhase IVLA CoatingAFRLSystemHouseHigh PowerTestAFRLSystemHouse1m AFRLPhase IIIRelayMirrors 1-2 year funded In Discussion orProposed
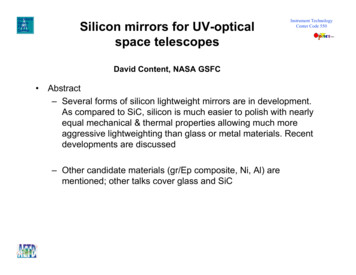
1.5 m Approach - 56cm Hexes- 3 Center Hexes WedgesInstrument TechnologyCenter Code 550
Single crystal Silicon lightweightmirrors – McCarter Engineering SCSi is unique material – all advantages of Sipreviously discussed, but crystal form – nointernal stress– Relatively high materials cost McCarter approach is to machine pieces ofsandwich assembly and frit bond to assemble stiffmirror blank; post-assembly polishing (TRW)– Shown to be cryostable (0.1λ rms RT-LN2)– Amenable to all Si chemical processing fromlithography MRF (magnetorheological finishing) highlyeffective in figuring & polishing SCSi 12.5cm sphere delivered to GSFC– 19kg/m2, 34nm rms figure error, 6Å roughness Overall – requires expensive materials, assembly,and post polishingInstrument TechnologyCenter Code 550
Single crystal Silicon lightweightmirrors – V. Bly approach Same material – bulk SCSi – as McCarterNew features:– 1. lightweight AFTER polishing Lack of stress means no warpageas would happen with othermaterials– 2. rapid lightweighting process(proprietary)This separates polishing fromlightweighting. Often the polishing is theharshest environment the lightweightedblank sees (before launch). This allowshigher lightweighting10cm flat – 9 kg/m2, 16nm rms figureNow working on spheres to 30cm for EarthScience instrument testbedInstrument TechnologyCenter Code 550
Summary Instrument TechnologyCenter Code 550Si is a near-equivalent to SiC, but is more readily polishableMultiple mirror fabrication paths existThese include edge-bonding to tile larger apertures than can be madeusing available Si crystal boules or Si foam blanksAll types are polishable to precision specifications– Several have been demonstrated to handle high laser power,which is a similar requirement to superpolishing for UVapplicationsThanks to V. Bly, B. Goodman, D. McCarter, W. Zhang for material included here
mirror blank; post-assembly polishing (TRW) – Shown to be cryostable (0.1λrms RT-LN2) – Amenable to all Si chemical processing from lithography MRF (magnetorheological finishing) highly effective in figuring & polishing SCSi 12.5cm sphere deliver