Transcription
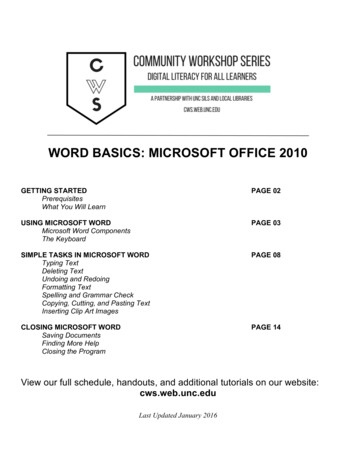
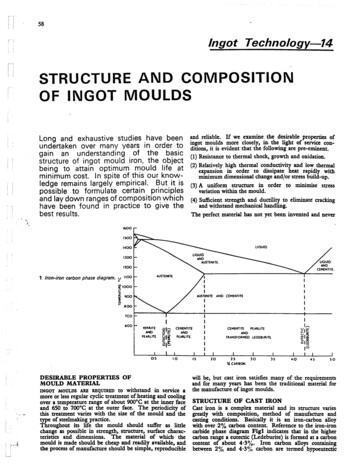
Ingot Technology-STRUCTURE AND COMPOSITIONOF INGOT MOULDSexhaustive studies have beenundertaken over many years in order toLong andgain an understandingof the basicstructure of ingot mould iron. the objectbeing toattain optimummouldlife atminimum cost. In spite of this our knowledge remains largely empirical. Butit ispossible to formulate certain principlesand lay down ranges of composition whichhave been found in practice to give thebest results.and reliable. If we examie the desirable propees ofingot moulds more closely, in. the light of servce conditions, it is evident that the followig are pre-emient.(I) Resistance to thermal shock, growt and oxidation.(2) Relatively high thermal conductvity and low thermaexpansion in order to dissipate heat rapidly withstress build-up., mimum dimensional change andlor(3) A unform strcte in order to mimie stressvaration withn the mould.(4) Sufcient strengt and ductty to elimite crckigand withstand mechanca handlg.The peect material ha not yet been invented and neverIbOOLIQUID,13001200Iron- ironcarbon phase diagram.AUSTENTE1100AUSTENITEAND CEMENTITE700bOOFf'UUTEo I"' CEMENTIE(5 t:PE AIU/TANDPfAI\IT.DESIRLE PROPERTIS OFMOULD MATERIover a temperatue range of about 9O C at the iner faceand 650 to 700 C at the outer face. The periodicity ofths treatment vares with the siz of the mould and theof steeakng practce.tyThoughout its lie the mould should sufer as littlesuracechac-terstics and dimensions. The material of which themould is made should be cheap and readiy available, andmanufacte should be simple, reproduciblethe process ofI.ANDfRANSFCRMED LEOEBIiRiH,wil be, but cast iron satisfies many of the requiementsand for many yea ha been the traditional materi forINGOT MOULS AR REQUIRE to withstand in serce amore or less regular cyclic treatment of heatig and colingchge as posible in strengt, strcte,CEMENTIT PEARLITEthe manufactre of ingotmoulds.STRUCTURE OF CAST IRONCat iron is a complex material and its strcte varesgreatly with compoition, method of manufacte andcatig conditions. Basically it is an iron-cabon aloywith over 2% cabon content. Reference to the iron-ironFig1 indicates tht in the highercabide phasecabon range a eutecc (Ledeburte) is formed at a cabondiagrcontent of about 4.3%. Iron cabon aloys contagbetween 2% and 4'3% carbon are termed hyputecc
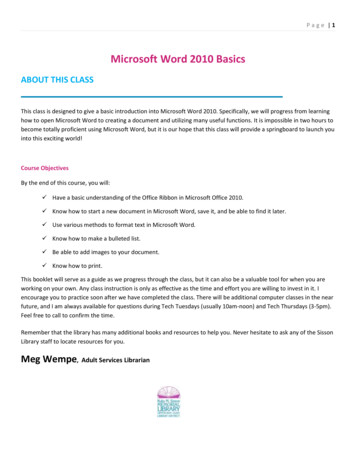
.'. .- )--,-/,, ,"'.'''-. ' ,.!'. :\. .,--' \,.\. :",\.)"'--""-":'-'/' \. ' " . ( .:,.-;'":'. . -.''' and alloys contaning over 4.3% carbon are termedhypereutectc.A distinguishig featue of hypereutectic cat irons is thepresence of free carbon which precipitates out as graphiteon solidification and cooling Fig2. With hypoeutectcirons, however, cementite may nucleate more readily thangraphite, and if the cooling rate is sufciently rapid graphiteformation is suppressed and a ' white ' iron consistig of amatr of pealite and transformed ledeburte is obtained.Such ais extemely hard and britte, and con-strctequently of litte use for mould manufacture; evensupposing tht ingot moulds could be cooled sufcientlyrapidly in maufacturigpractice. Slower coolingproducesconsistig of graphite flakes embedded in aVery slow cooling allows the graphitegrow at the expense of the pealite, and thea strctepealite matr.Baes tostrctre obtained consists of graphite flakes embedded in'Jstre,strcteand a craze-prone ferrticbut inpractce the position is much more complex The mouldstructe is almostinvarably notfrom surace to centre,homogeneous and varessecons of greatlydifferent thcknesses are incorprated with dierigrates. For ths reason appendages cast on to the mould forthe purpose of checkig the mouldand anysismay give misleadig results uness interpreed with cae.especially ifcolistrctProvided that correcty applied samplig tecques areused, analytcal checks onappendages correlate well withhot metal samples from the ladles from which the mouldswere cast 1 . Similarly there is a correlation beeen mouldstructe and appendagefor amouldtye under given catig conditions, which ca be usedstrcte,parcuas a guide to the mould wal strcte.On an unused mould the extreme surace layen tend to beferrtic. At increaing depthsstructe changesbelow the surace theparyto befrom ferrtic to pelitic orpealitic. This change has been vaously obsered'\:J iprogressive over tin or lin or abrupt. At the end of thszone thetends to become more stable with astrcteBa.simultaneous coarenig of the graphiteDuring the life of the mould decabonisation of the surace,.1'-"'1.l-:'1occu, and, provided prematue faiure by crckigavoided the ferritic layer . may be exten ed to a depth ofhal an mch or more. This 15 accompamed by penetrationr "much lower. If the intial strcte. Y'increases and isfles.4%Picral etch.).generally assocted with the(Counesy: BCIRA)(a) Total CarbonThe cabon content of ingot mould irons is present inthree forms: (I) Combined cabon asa ferrite matrix. Intermediate cooling rates produce anintermediate strctue commonly caled " motted" iron.For irons of hypereutectc compositic;m graphite formationis less easily suppressed and white irons caot normallybe produced.As aleady mentioned,grphiteEFFECT OF COMPOSITION ON STRUCTUREAN PROPERTIES." Y'8&''Flake graphire iron (x50.is pelitic thenrepeted cyclic heatig and colig tends to give somespheroidisation, and eventuly the proporton of ferrte-zf!of oxide, oxidation of the graphite fles and the famicraze netWork. The outer mould surace alsoge withincreasing mould lie, but the changes are less drtic thanat the iner surace since the temperatu reached aremoulds fai predomintly byce.utite in thepearlite; (2) free cabon as graphite fles; (3) combinedP) existi in free formConsequently, when referrg to iron compoition, it isusual to quote the tota cabon content, the combinedcabon as Fe C (or Fe3CfFe3cabon and the graphitic cabon contents.Hypereutectc irons, if slowly coled prior to solidication,crazg or by cracking. The former occu as a result of lose some carbon as graphite, due to the breadownoxidation of the graphite network in the inide surace primar cementite. This separtes out in the slag as kish.layer of the mould in conjuncton with growt of the iron It has ben contended that the presence of kih results indue to change in volume on passing though the transition an open and craze-prone strcte, and the Ingot MouldpoinL The formtion of craz cracking of ths natue is Sub-Commttee2 recommends a tota cabon level thtgenerly concededto be facilitated by a soft open- will just give a eutectc or slightly hypeutectc comstrctured iron in which free ferrite is present often position v.ithout excessive kih formation. An adequategraphite structre is, neverteless, essential in order toassocated with the grphite flakes.Crckig, on the other hand, is usually associated with aharder more brittestrctre obtained in iron with a fullerpearlitic strctre, sometimes with free cabide-phosphideeutectc present. In the past, British practce has tendedtowards the producton of pearlitic irons, but there hasalways been a body of opinion favouring a ferrtic matr.This is, however, somewhat academic since a fully ferriticstrcte caot in practce be obtained.fully pealitic iron withcoare grphite Baes, beag in mid that mould sizeand rate of coolig ofthe castig exert a considerableon the strctes obtable.This mayis, however, dependent upon the lamellar spacig ofpealite. FineThe idea ingot mould strcte must therefore lie somewhere betwee the exemes of a ferrtic iron with a fienetwork of grphite fles, and aprovide good thermal shock resistace, and high heatconductvity .As has aleady been stated, pearlitic strctes are associated with a tendency to prematue splittg or crackigof the mould, parcularly with larger and heavier sectons.The relationship between pealitic strcte and crckigeffectvery simply beseen as a compromise between a crack- prone pearliticthepearlite may give a crack prone strctewherea coare pealite appe to be lessdeleterious.Consequently, combined cabon should be kept lowespecially for larger moulds, and the presence of freecementite should, if possible, be avoided.Investigations by the Foundr Technques Group of theBISRA Ingot MouldsSub-Committee2 have establishedthat free cementite, oftenassociated with complexes of
irn cabideliron phosphide is often present in moulds statica stdies of ingot mould lie and found thtsubjec to prematUe cracking. But there is a body ofopinon which considers that such complexes are foundin most large moulds. The physicalform in which theiron cabide or iron cabideliron phosphide complexto be the essential feature relative to thefrexts, appebeviour of the ingot mould in servce.Irons of eutectc or slightly hypereutectc composition areknown to give leashrge durg solidication andtherefore requie litte or no feedig;such a compositionis therore favourble to the elimiation of defect dueshreporoity. .Surey of the avaible literatue conffoundrestht mosta tota cabon content of 3.6 to 3.9%,ai forEquivaent (CE) of 4.2 to 4.5% (whereor a CabonCE %C i%Si i%P), thus obtag a eutectc orslightly hyputecc compoition. Results of varouscontentdetere theoptimum tota cabonwith respe to mould lie have mostly givenresults, however.investigations toindeterteOn baan it would seem tht tota cabon should be inth eutecc or slightly hypreutectc range with highgrphite content and low combined cabon.(b) SiHconThe cabon content for eutectc composition is afected byother elements, notably silcon, which reduces the caboncontent requied for eutecc composition so tht at 3%Sithe eutecc cabon is reduced from about 4'3% to 3'5%.In practFerr exmied 23 new and 10 used moulds for statiticadifferces. He found no noticeable effect of cabonsilcon content. J osefsson and Backtrom 7 desbe amethod for testig small samples of ingot mould iron forsuscetibilty to crze crackig. For the irons tested, whichwere mostly strongly hypereutecc, an increa in siconfrom I % to 2% was found to reduce theofextcrackg, but the determig factor was thought to be thestrcte nea the surace.growt is smal if thedoe not rech the tranformation point ACI (780 C).the tranformtion point and, theroreSilcoincred silcon should be benefcial in delayi the onsetIf, however, the moulds exce theofand concluded thtratr-crg.formation temperatue then low silcon may be beefcisince growt increases with silcon.A stastica tral caed out on 4ton NEU squa mouldsat Ste, Pee & Toze9 in 1966petu at which cabon solubilty isincring silcon ha an effec similar to decreaing theincreased Thus,Consequently, thebe depdent uponinvolvigapproxitely500 moulds showed conclusively tht silcon contets of0.9 to 1'2% resulted in higher mea mouldlieth siconcrg.contets of 1.2 to 1'4%. A dierence of 0,1% Siequment to a difference of 3 in mould lie. Th predomit mode of faiure for these moulds wasThe Ingot Moulds Sub-Commttee2 recmmds asilco contet of 0,8 to 1.5% for moulds of unde IOtonscapacty; and 1.5to 2'0% for moulds of over IOtonsreduce the combined cabon sincehigher silcon contents necesitate a higher castig tem-rate of colig.tetuP Racuet and M Olette8 investigated growt of cat ironsthe effec of addig silcon is to incre capac.grphitition andimproved the mea mould lie.increaed silcon contentsstrcte obtaedthe intercton of tota cabonsilcon contents and the thckess of the catig.andForren it is often convenent to refer to Cabon Equivaent,which taes into accunt the effect of silcon content onthe tota cabon alone.the eutecc compoiton ratherThe addition of silcon reduce the combined caboncontent and thereby increaes the proporton of ferrte.Higher silcon irns therefore tend to be more ferrtic.th(c) PhosphorusPhoshoru in cast iron ha litte apprecble effec ongrphitisation, and is therefore neither a grphitiingchigshgeincredAddions of up to about 0.8% increae tenile strenlOTh is assoted with a decreae in eutecc ce siz andthe lieliooofa higher proporton of phosphideeutecc.of a solution of phosphoru inat-ir iron phosphide (Fe P) and possibly ceentite. ItThi euteac consistsmicrtrct andSilcon, however, disolves in ferrte and has an embrittg form as a chacteristic herrg boneeffec upon it, thus counteractg the beneficial effec of ha often ben observed in moulds faig bycabon content.In vi w of the known effect of silcon on iron it wouldreducig the combinedpremtucrckg. In faiess, it must be stated, however, thtphoshide eutectc hasmaybeen observed inmoulds,which have not faiedbeefci pararly large moulds,matUy by crckg.logica to expect high silcon additions to becontents to bether sectons and lower silconbeefci for thcker and heavier secons. ContientaThe Ingot Mould Sub-Commttee2 recmmendsThe Inot Moulds Sub-Commttee2 has investigated thecontets, camouldand sizes. The results appea to favour low-silconlevels ' for moulds up to 7tons capacity, but for largermoulds the picte is not so clea cut. Published worksubsequent to the commttee thd report in genera tendsto the sub-commttee s reportforagentagent. Increae in phosphoru, however,nor aimproves fldity, but at the cost of increaedtendency to porosity in thck secons.and anpreth thein geer, appe to follow ths practce, phoshoru content of moulds exceedig IOtons in weightbut in ths countr the reverse procdur i!" often followed. should be ket beow 0'06%. For smal moulds they quoteTh may be due to a fea of prematue crackig with the reults of sever tral indicatig tht phosphoruleveJ up to about 0'20%, when assocted with low siconlaer moulds.mould maer,tyeffec of silcon content on the lie of a varety ofto confthei fidigs.Bortolan, Demicheli, andthcludedeletous effect of phosphoru wasobsed. Abovesome moulds had shortened lives. Dufot and Derot12inquied ino slab moulds over 3tons in weight and statedtht phosphoru contents over 0,2% contrbuted to mould0.2magaese, and lower silcon and sulphur contents, andwer found to give better serce than equivalent mouldsproucd from an acid-lied cupola. Bauer,4 Dufot,Gibeu compared moulds produced in two foundres andcrckg.found a significat difference in mould lie. The betresults were obtaed with moulds with the highest totalcabon and mangaese and the lowest silcon contents.On the other hand , Bobrovski and Nikolaev5carred outDufotll investigatedcrckig in 3 to 5ton moulds and confor phosphoru contents under 0'2% noposS1Dle causes ofLongaett3 compard ingot moulds of 2 to 5tons capacityprouce in acid-lied and basic-lied cupolas. Thoseproduce in the basic cupola had higher tota cabon andl ,be beeficial.Ther doe not appe to be a great dea of publihed workon the effec of phosphoru on ingot mould lie subsequentThe effec of phosphoru contents up to about 0.45%have been investigatedat theDistigton EngieeCompany's foundr. Such moulds give satifactory lives,but cae is needed toensure that the free iron phosphidepha ar in the requied physica form if premtuecrackg is to be avoided. The phosphoru content musbe 1:low the level at which, under given manufactrig
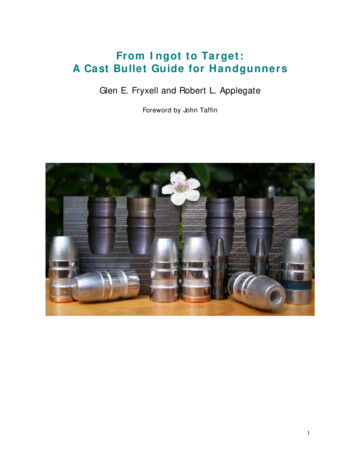
: '. ., ., -conditions, the free phosphide phacontiuous network with thebegistrctThe statistica tral caed out at Stee, Pee & Toze9to form aconfon 4ton squa moulds was intended toor denythe beef tht low silcon in combintion with high phos-generay present, however, its effec is slight and itconten. Ifto combie wi albe considered as an antidote to exces silconthe mangaese content is inufcientstrthe sulphur present inclusions of iron sulphidewea theobtaed which wi tend towi beHencephoru is beefcial. In fact, the results showed tht the very low or very high maganese contents ca be deletousbeefci efec of low silcon wa highy statisticay to mould lie.signcat whether in combination with low or high Bortola, Demiche1, and Longaet compaed mouldsphosphoru. The effec of phosphoru,however,althoughof 2 to 5tons produced in baic and acid cula. Theychctappaently slightly beefcial up to about 0,2% showed nostatitica signcace in combintion with either high orlow silcon contents.beter serce. These moulds Wertota cabon and mangaese, and lower(eI Sulphor251in x 241in NEU moulds made at th Coloro Fue &Iron Corpration s works. He statedmouldgenery regardedSulphur ismould irn andas deleterous to ingotfound tht those produced from the baic cupola gavebySha descrbe the proucton meod uslie is obtaed if the magaese content is kegrphitition and therefore istible to crckig.ch induciand alsoisir sulphidehighy undesirble, maganesesufcient amounts to taeshould be preentTribegat ,"in to lin below the suraceappe to lieOne posible exlantion is tht sulphur-richliquid asoctepossible. The normas low asrage was 0.35 to 0'45%. Thosmoulds with over 1 % Mn were found to be more susceDufotll examed 3.5ton moulds made in two foundres.up the sulphur as magaesesulphide.A maked ocence in may ingot moulds is the exstenceof a sulphur rich zone at the iner and outer surace.wa thought to be due to the pick up of sulphur from thesad corein which sand core wer coted withsulphurcompounds did not conf th, however,an the cause of the sulphur segregtion, which usuayocelwherforth beeffort are usuay made to keep the contentlow. When preent as iron sulphide it tends to retadincrea shrge. As the presence ofhiersilcon and sulphur.with the ferrte " ch"140K 120Si%Mn'l- (1'735% 0'1)100crta formgimeditely on catig, appe as segegtion.Whe th is considered to be undesble ther bano conclusive evidence tht the presce of sulphur richsurace zones is deleterous to mould lie.Th low meltiggaese sulphide causesexenive sulphide segegation thugoUt the catig,point ofand may attempts have be110mouldstrctNo defteconclusion ha as yet be obtaed but the Inot Mouldmade to asses inoton the bas of sulphur pritsSub-Commttee2 sugested thtdendrticdendrtic or grul-fiestrct appeto give the be moulds.exed 90 (3'6in) and 150mmth diertBeujard and Behet13(6.0i) " Roundel" producedThey found numerousmagaese sulphide.incupola.inclusions of iron sulphide andWith high-pourg temperatuthese were found to be algned along the ax of dendrtes.With lower pourgthey wditrbuted attepeturadom whie form lage aggegte in place.stctobtaed,of the ma of theTheisThehowever, was staed to be. fuctoncatig as wel asSubmmttee2 suggested tht the efec of sulphurmake by other varbles, but evdence indicatespourtempetue.laryis desirbleIn an attempt to obta low sulphur level some foundreshave exented with soda ashas reprted bythe, sub-mmee2 and also by Gibu14. Al agree thtmould lie is improved, but it is nottht ththt a low sulphur contenttrentcedue solely to the lower sulphur contet since the effect ofsoash treatment is alo to lowerth silco content, andstrct.assoction wi manespehaps prouce chges in the irnHalS state tht inpourg tempetues exces sulphur leads toand cold' shuts which ca promote prematuethe moulds and sticker ingots.and lowscr marksaackg ofEffect ofsilicon to free manganese ratio on mould life(Dumitrescu) .Best results wereSi/Mnaccrdace with theto retd grphitition, refe andand orouce a morehaden thpelite,crck Drone irn. In the amountscontrol thecontents.rao inratio of the mould, contendigmoulds show a greater tendency to fa bytht thercrckg andMilhence requie higher silcon and lowering relationshipesblished a reations besilcon,maganese contents. A statitical anysis gaveSi/Mn 6.83Dumtrescu17 descrbed an2.92the follow-MIlinvestigation of 99 squaemaganese andfollows-amount in exce of tht combined with sulphur wi tendr :(.;wi higherFrench foundres tend to3ton moulds, andand therefore thefor those mouldssilcolie and(e) MaanesMagaes al is midly ch induccledtota cabon and magaese and lowermouldsulphur contents asSi%Mn% (1.73 S% 0'3)The denomitor is intended to reflec theexcess of that combined as MnS. A plot of K versus lieK maes
"--showed a good relationship Fig3 with a minimum lie atIt must be emphasised that although the effect on mouldobtained showed considerable differences, but increase insilcon and, to a lesser extent, increase in manganese gaveunder identica conditions, the same effect may not beobtaied for a different type of mould used under otherK 7 to 9.life of increasing or decreasing the amount of aBobrovski and Nikolaev5 compared moulds produced element may be highly statisticay signficat onparcularlargefrom cupola and blast- furnace iron. The structes sample of similar moulds made in one foundr anda usedbener lie.Duftot and Derotl2 investigatig slab moulds over 3tons inweight concluded that manganese contents too high ortoo low (ie, less than 0'3%) contrbuted to mould crackig.HalS suggested tht although the effect of manganese isdicut to detec, higher manganese (0.5 to 1'2%)thought to give the best results, while too Iowa mangaesecontent ca cause crackg.The Ingot Mould Sub-Comminee2 recommends a man-gaes content of 0.8 to 1'2% for all mould sizes.service conditions.It is also generally agreed that the effect of compoitionavariations on mould lie arfactors such as design,smal compared with othermau-conditions of use, andfactg methods and conditions.Most investigators recommend tht: (1) The equivalentcarbon should be at or slightly above the eutecc level,ie, 4.2 to 4'3%. Tota cabon should be about 3,6 to3.9% with high grphitic cabon and low combinedcabon (say 0.1 to 0'3%); (2) silcon content should bekept low (0'8 to 1'5%) for moulds under, say, IOtons inweight. For larger moulds, for which the prevention of(f) NitrogenRelatively high nitrogen contents in mould iron, especialyprematue crckgthe microstrcte. The presencemanganese should be present to combine with the sulphur.for the heavier sectons, results in the formation of compacted grphite. Ths appe as short stubby fles incompacted form isof graphite in theassociated with increased tenilestrengt, and probablyfaiure by crckig.therefore an increased tendency toKyle and Montgomery18investigated the effect of cabonis more importt, higher silconcontents (1'5 to 2.0%) may be desirable. (3) The sulphurlevel should be kept as low as possible. (4) Su1cientOpinons var onthe value of addig excesmllnpT'(5) Phosphoru content should be kept as low as posible.Claims have been made, however, tht higher phosphorulevels (0,1 to 0.2%) are benefici in combintion withlow silcon levels (0.8 to 1'5%) for moulds up to about7tons in weight.equivaent on mould lie for moulds made from hot-blastcupolas and cold- blast cupolas. They found tht withhot-blast cupola, high steel charge mould irons, low cabon The Ingot Mould Sub- Commneel recommendationsequivaent values (below eutectc 4'3%) were associated summarsed in Table 1.with a maked decreasein mould lie.arThs phenomenonwas not shown by cold-blast moulds. Examiation of themicrostrcte of the low cabon equivalent moulds fromthe hot-blast cupola iron reveaed the presence of compactedgrphite. Ths was subsequently shown to be due to theTable I.-SUMMY OP INGOT MOUL SU-CMMslREMMAnONS ON INGOT MOUL COMPmON.blat (hgh stee) meta.Tota N (ppm) 160 - 26'80%:i 22Th study wa caried out on moulds over 7tons in weight,and for such moulds subjec to failure by crckgevident that free nitrogen caithave an extremely deleterouseffect The authors point out tht for smal moulds whichrather than crackig the presencetend to fai by crazgwei10tMoulds -c IOtonsweightpreence of free nitrogen. A r ationship was found be-twee cabon content and total nitrogen content for hotTota Cabo %Silcon %Sulphur %Phosphoru %Moulds :;6 to 3.8 to 1.6 to 3.5 to 2.08 ma08 mura05 to 0. 20-Magaes %06 ma8 to 1.8 to 1.to IOton in weight it is preerble to keeof the. For mouldsphosphoru content in the lower haof free nitrogen could be beeficial in that it could help tostabile the pelite and delay the onset of crazg.(g) Residua Elements Cu, Sn, B, As, Co, Sb, Cr,and PbLitte is known concernig the effect of these elements onReferecescommuncation.I ThdBa:Repnprivateof the Ingot Moulds Sub-Commtt: ISI SpeI A Pmould lie. Sma amounts of As, B, or Sn (0'00%), cahave a noticeable carbide stabilsing effect and may there-. G BortolmiHarISM Bobrovs1& A G Nikolaev: Sta, 1957, Vo1l7, pp84., M Ferr: Fondcre, 1957, No133, Feb, pp5S-3., A Josefsso & B Backtrm: Jemontore Aner, 196,fore inuence mould life. Chromium is a strong cabidestabiler, but is unely to be present in suffcient amountsto have much effect in normal commercial mould irons.states that chromium of the order of 0'1 %,however, in combination with a low total carbon or increaed coolig rate, or both ca be assocted withprematue faiure. He also points out thtthe presencelead is deleterious as it appears to detrimentally affect thegrphite strctre. SUMMYReprt N052, Feb 1955.et al:Sept, 19- 26,, G BaueretInterntiona FoundrCo, Flor1954al: Fondcre, 1957, No133, Feb,j)p6479.Voll44, NolO, pp739-756. P Rocquet &M Olmi: Fondcre, 1951,Vo167, July,IIpp387-397.IS J Dufot & S Derot: Fonderie, 1958, No153, Oc,pp47-474.13 L Bcujard & Mme S Beet: Fonduie, 1957, Fc.b,pp80.If A Gibeu: Fondcre, 1959, No161, June, pp262- 265.The inuence of composition on the strcte of the iron,and on the mould lie achieved is stil not fully undertood.11 K G Har:ocg elementsin mould iron, which have been foundbet results in practce.pp55 to 62.11 J K Kyle & W Montgomery: STE TIME, 1969,The results ofmany statisticahowever, haveindicated compositional ranges for the more commonly(0 give thetrials,pp2SS-2577I DRMetaurgica Intcm Rc, Jan J96.10 G NThornton:J Gilbe:SPTBCIRA Jour, Vo17, No12, June, 1959,P692 724.Dufot: Tra Amer Foun' s Sa, 195, Vol64,Briti Foundr 1959, May, VolLlI Par,pp230- 240.11 J H Sha: Industr H1954, Vo121, Feb.17 T Dumitn: Reve de Muallure195, Vol.,467.tiRum,July,pp43 to
Flake graphire iron (x50. 4% Picral etch.). (Counesy: BCIRA). '. . a ferrite matrix. Intermediate cooling rates produce an intermediate strctue commonly caled "motted" iron. For irons of hypereutectc compositic;m graphite formation is less easily suppressed and white irons caot normally be