Transcription
SinuTrainEinsteiger-Anleitung Fräsen und DrehenSINUMERIK 810D / 840D / 840DiTrainingsunterlage 10/2003SINUMERIK
2. überarbeitete Auflage 10/2003gültig ab Softwarestand HMI06.03Alle Rechte vorbehaltenDie Vervielfältigung oder Übertragung auch einzelner Textabschnitte, Bilder oder Zeichnungen ist ohneschriftliche Zustimmung des Herausgebers nicht zulässig. Das gilt sowohl für die Vervielfältigung durchFotokopien oder irgendein anderes Verfahren als auch für die Übertragung auf Filme, Bänder, Platten,Arbeitstransparente oder andere Medien.Diese Einsteiger-Anleitung ist in Kooperation der FirmenSIEMENS AGAutomatisierungs- und AntriebstechnikMotion Control SystemsPostfach 3180, D-91050 ErlangenundR. & S. KELLER GmbHKlaus Reckermann, Siegfried KellerPostfach 13 16 63, D-42043 Wuppertalentstanden.Bestell-Nr.: 6FC5095-0AB00-0AP1
VorwortDie digitalen Steuerungen SINUMERIK 810D, 840D und 840Di zeichnen sich durch ihre großeOffenheit aus, d. h. sie können vom Maschinenhersteller und teilweise auch vom Anwender selbstnach eigenen Anforderungen konfiguriert werden. Sie sind somit gleichermaßen in der Kleinserie wiein vollautomatischen Fertigungsstraßen effizient einsetzbar und weit verbreitet.Das Ziel bei der Erstellung dieses Heftes war es, dem großen Kreis der Anwendereinen leicht verständlichen Einstieg in diese mächtigen Steuerungen zu ermöglichen.Mit den Steuerungen 810D, 840D und 840Di lassen sich eine Vielzahl unterschiedlichsterBearbeitungsverfahren steuern. In diesem Heft werden die beiden wesentlichen TechnologienDrehen und Fräsen behandelt.Es wurde im Zusammenwirken von NC-Praktikern und Didaktikern erstellt. Ein besonderer Dank giltHerrn Markus Sartor für seine wertvollen Hinweise und Kritiken.Die Vorgehensweise des Heftes ist praxisbezogen und handlungsorientiert. Schritt für Schritt werdenTastenfolgen erläutert. Die aufwendige bildliche Unterstützung ermöglicht es Ihnen, jederzeit Ihreeigenen Eingaben an der Steuerung mit den Vorgaben des Heftes zu vergleichen.Gleichzeitig eignet sich diese Anleitung damit auch besonders gut für die Vorbereitung oderNachbereitung abseits der Steuerung mit dem steuerungsidentischen System SinuTrain am PC.Die Beispiele des Heftes wurden überwiegend anhand des Softwarestandes 5.2 erstellt. Weiterentwicklungen der Software und die schon beschriebene Offenheit der Steuerung lassen nichtausschließen, dass die Handhabung Ihrer Steuerung in Details von der beschriebenenKonfiguration abweicht. Auch können Ihnen unter Umständen in Abhängigkeit von der Stellung desSchlüsselschalters an der Maschine nicht alle beschriebenen Funktionen zur Verfügung stehen. Indiesen Fällen sei auf die begleitenden Unterlagen des Maschinen-Herstellers bzw. auf firmeninterneUnterlagen verwiesen.Wir wünschen Ihnen viel Freude und Erfolg bei der Arbeit mit Ihrer SINUMERIK-Steuerung.Die AutorenErlangen/Wuppertal, im März 20011
810D/840D/840Di Einsteiger-AnleitungInhaltsverzeichnis1Grundlagen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 51.1 Geometrische Grundlagen Fräsen und Drehen. . . . . . . . . . . .1.1.11.1.21.1.31.1.41.1.51.1.61.1.7Werkzeugachsen und Arbeitsebenen . . . . . . .Absolute und inkrementale Maßangaben (Fräsen)Kartesische und polare Maßangaben (Fräsen) . .Kreisförmige Bewegungen (Fräsen) . . . . . . . .Absolute und inkrementale Maßangaben (Drehen)Kartesische und polare Maßangaben (Drehen) . .Kreisförmige Bewegungen (Drehen) . . . . . . .5. 5. 8. 9. 10. 11. 12. 131.2 Technologische Grundlagen Fräsen und Drehen . . . . . . . . . . 141.2.11.2.21.2.31.2.42Schnittgeschwindigkeit und Drehzahlen (Fräsen) . . . . . . .Vorschub pro Zahn und Vorschubgeschwindigkeiten (Fräsen)Schnittgeschwindigkeit und Drehzahlen (Drehen). . . . . . .Vorschub (Drehen) . . . . . . . . . . . . . . . . . . . . . . 14. 15. 16. 17Bedienung. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 182.1 Die Steuerung im Überblick . . . . . . . . . . . . . . . . . . . . . . 182.1.1 Einschalten, Bereichsumschalten, Ausschalten . . . . . . . . . . . . . . 192.1.2 Tastatur und Bildschirmaufteilung . . . . . . . . . . . . . . . . . . . . . 222.2 Einrichten . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 282.2.12.2.22.2.32.2.4Werkzeugverwaltung: Werkzeug anlegen und ins Magazin ladenWerkzeugkorrektur: Werkzeug anlegen . . . . . . . . . . . . . .Werkzeuge der Beispielprogramme . . . . . . . . . . . . . . . .Werkstück ankratzen und Nullpunkt setzen . . . . . . . . . . . . 29. 34. 38. 402.3 Programme verwalten und abarbeiten . . . . . . . . . . . . . . . . 432.3.1 Daten auf Diskette speichern und von Diskette einlesen . . . . . . . . . 432.3.2 Programm freigeben, laden, anwählen und abarbeiten . . . . . . . . . . 482
810D/840D/840Di Einsteiger-Anleitung3Programmierung Fräsen . . . . . . . . . . . . . . . . . . . . . . . 523.1 Werkstück "Längsführung" . . . . . . . . . . . . . . . . . . . . . . 523.1.13.1.23.1.33.1.43.1.53.1.63.1.7Werkstück und Teileprogramm anlegen. . . . . .Werkzeugaufruf und Werkzeugwechsel . . . . . .Grundlegende Funktionen. . . . . . . . . . . . .Einfache Verfahrwege ohne FräserradiuskorrekturBohren mit Zyklen und Unterprogrammtechnik . .Unterprogramm anlegen . . . . . . . . . . . . .Programm simulieren . . . . . . . . . . . . . . . 53. 56. 56. 57. 59. 67. 703.2 Werkstück "Spritzform". . . . . . . . . . . . . . . . . . . . . . . . . 733.2.13.2.23.2.33.2.43.2.54Werkstück und Teileprogramm anlegen. . . . . . . . . . . . . .Geraden und Kreisbögen - Bahnfräsen mit FräserradiuskorrekturRechtecktasche POCKET3 . . . . . . . . . . . . . . . . . . . .Kreistasche POCKET4 . . . . . . . . . . . . . . . . . . . . . .Programmteil kopieren . . . . . . . . . . . . . . . . . . . . . . 73. 75. 79. 82. 83Programmierung Drehen . . . . . . . . . . . . . . . . . . . . . . . 904.1 Werkstück "Welle" . . . . . . . . . . . . . . . . . . . . . . . . . . . kstück und Unterprogramm anlegen . . . . . . . . . . . . . . . .Werkzeugaufruf, Schnittgeschwindigkeit und grundlegende FunktionenPlandrehen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Abspanzyklus CYCLE95 . . . . . . . . . . . . . . . . . . . . . . . .Schlichten . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .Fehlerkorrektur - Paralleles Editieren von Haupt- und Unterprogramm .Gewindefreistich nach DIN76 . . . . . . . . . . . . . . . . . . . . . .Gewindeschneidzyklus CYCLE97 . . . . . . . . . . . . . . . . . . . .Einstechzyklus CYCLE93 . . . . . . . . . . . . . . . . . . . . . . . . 91. 981001011021041051071094.2 Werkstück "Komplett" . . . . . . . . . . . . . . . . . . . . . . . . 1114.2.14.2.24.2.34.2.4SINUMERIK-Konturrechner . . . . . . . . . . . . . .Abspanen und Schlichten der Kontur mit HinterschnittZentrisch Bohren . . . . . . . . . . . . . . . . . . .Stirnflächenbearbeitung mit TRANSMIT . . . . . . .111119120121AnhangSachwortverzeichnis . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 126Behandelte Befehle und Adressen . . . . . . . . . . . . . . . . . . . . . . . . . . 128Behandelte Zyklen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1283
810D/840D/840Di Einsteiger-Anleitung4
810D/840D/840Di Einsteiger-Anleitung1 GrundlagenIn diesem Kapitel werden für den CNC-Einsteiger einige allgemeine geometrische und technologischeGrundlagen für die Programmierung im Fräsen und Drehen erläutert.1.1Geometrische Grundlagen Fräsen und DrehenDie hier vorgestellten geometrischen Grundlagen beziehen sich zum großen Teil auf den grafischenSINUMERIK-Konturrechner. Dabei dienen die verwendeten Bildschirmfotos zur Unterstützung der Theorie.Wenn Sie schon vorab die Theoriebeispiele an der Steuerung nachvollziehen wollen:Bedienbereich 'Programm' Neues Teileprogramm anlegen Im Texteditor horizontaler Softkey [Kontur] vertikaler Softkey [Kontur erzeugen] .Ein praktisches Beispiel, in dem dieser Konturrechner im Zusammenhang vorgestellt wird, finden Sie im Kapitel"Programmierung Drehen".1.1.1 Werkzeugachsen und ArbeitsebenenFRÄSENAuf Universalfräsmaschinen wird das Werkzeug meist parallel zu den Hauptachsen eingebaut. Dieserechtwinklig zueinanderstehenden Achsen sind nach DIN 66217 bzw. ISO 841 auf die Hauptführungsbahnender Maschine ausgerichtet. Durch die Einbaulage des Werkzeuges ergibt sich die entsprechende Arbeitsebene.Beim Fräsen ist meistens Z die Werkzeugachse.Werkzeugachse Z - Ebene G17Wird das gezeigte Koordinatensystem entsprechend gedreht, so ändern sich die Achsen und deren Richtungenin der jeweiligen Arbeitsebene (DIN 66217).5
1.1- Geometrische Grundlagen Fräsen und DrehenWerkzeugachse Y - Ebene G18Hinweis: Es kann sein, dass bei demSoftwarestand an Ihrer Steuerung ausKompatibilitätsgründen in der EbeneG18 noch Z vor X steht. Dies betrifftauch das Drehen (siehe unten).Werkzeugachse X - Ebene G19DREHENAuf Universaldrehmaschinen wird das Werkzeug meist parallel zu den Hauptachsen eingebaut. Dieserechtwinklig zueinanderstehenden Achsen sind nach DIN 66217 bzw. ISO 841 auf die Hauptführungsbahnender Maschine ausgerichtet. Beim Drehen ist Z die Werkstückachse.Drehachse Z - Ebene G18 *Da sich die Durchmesser von Drehwerkstücken relativ einfach kontrollieren lassen, ist die Maßangabe derPlanachse durchmesserbezogen. Der Facharbeiter kann somit das Istmaß direkt mit den Zeichnungsmaßenvergleichen.Mit der Tastekönnen Hilfebilder zur Auswahl derWerkzeugachse aufgerufen werden.Die hier gezeigteRadius-Maßangabe istebenfalls im Hilfebildvorhanden, kommt aber"so gut wie nie" vor.* In der Ebene G18 werden alle Drehoperationen programmiert.Bohr- und Fräsoperationen auf der Stirnfläche des Drehteils werden in der Ebene G17 programmiert.Bohr- und Fräsoperationen auf der Mantelfläche des Drehteils werden in der Ebene G19 programmiert.6
810D/840D/840Di Einsteiger-AnleitungDamit sich eine CNC-Steuerung - wie die SINUMERIK 840D - über das Messsystem im vorhandenenArbeitsraum orientieren kann, gibt es dort einige wichtige Bezugspunkte.Maschinen-Nullpunkt MDer Maschinen-Nullpunkt M wird vom Hersteller festgelegt und kann nicht verändert werden. Er liegtbeim Fräsen im Ursprung des Maschinen-Koordinatensystems und beim Drehen an der Anschlagfläche der Spindelnase.Werkstück-Nullpunkt WDer Werkstück-Nullpunkt W, auch Programm-Nullpunkt genannt, ist der Ursprung des WerkstückKoordinatensystems. Er kann frei gewählt werden und sollte im Fräsen dort angeordnet sein, vonwo in der Zeichnung die meisten Maße ausgehen.Im Drehen liegt der Werkstück-Nullpunkt immer auf der Drehachse und meist an der Planfläche.Referenzpunkt RDer Referenzpunkt R wird zum Nullsetzen des Messsystems angefahren, da der MaschinenNullpunkt meist nicht angefahren werden kann. Die Steuerung findet so ihren Bezugspunkt imWegmesssystem.Werkzeugträgerbezugspunkt TDer Werkzeugträgerbezugspunkt T ist für das Einrichten mit voreingestellten Werkzeugen vonBedeutung. Die im Schaubild gezeigten Längen L und Q dienen als Werkzeug-Verrechnungswerteund werden in den Werkzeugspeicher der Steuerung eingegeben.7
1.1- Geometrische Grundlagen Fräsen und Drehen1.1.2 Absolute und inkrementale Maßangaben (Fräsen)Absolute Eingaben:Die eingegebenen Werte beziehensich auf den Werkstück-Nullpunkt.Inkrementale Eingaben:Die eingegebenen Werte beziehensich auf die aktuelle Position.**Mit dem Softkeykannjederzeit umgeschaltet werden.EndpunktEndpunktAktuelle PositionAktuelle PositionWW*G90 Absolute Maßangaben*G91 Inkrementale MaßangabenBei absoluten Eingaben sind immer die absolutenKoordinaten-Werte des Endpunktes im aktivenKoordinatensystem einzugeben (die aktuelle Positionwird nicht betrachtet).Bei inkrementalen Eingaben sind immer dieDifferenz-Werte zwischen aktueller Position undEndpunkt unter Beachtung der Richtungeinzugeben.Hier zwei Beispiele in der Kombination absolut/inkremental:8
810D/840D/840Di Einsteiger-Anleitung1.1.3 Kartesische und polare Maßangaben (Fräsen)Zur Bestimmung des Endpunktes einer Geraden werden zwei Angaben benötigt. Diese können wie folgtaussehen:Kartesisch: Eingabe der Koordinaten X und YPolar: Eingabe der Länge und eines WinkelsAlle grauen Wertewerden automatischberechnet undangezeigt.Hinweis:Winkel 53,13 Startwinkel zur positiven X-AchseoderWinkel 39,094 Winkel zum VorgängerelementKartesische und polare Eingaben können kombiniert werden, z.B.:Eingabe des Endpunktes in Y und der LängeEingabe des Endpunktes in X und eines WinkelsDie kontextbezogenen Hilfebilder lassen sich während der Eingabeaufrufen und zeigen die Bezeichnungen der einzelnen Eingabefelder.9
1.1- Geometrische Grundlagen Fräsen und Drehen1.1.4 Kreisförmige Bewegungen (Fräsen)Bei Kreisbögen wird nach DIN der Endpunkt des Bogens (Koordinaten X und Y in der G17-Ebene) und derMittelpunkt (I und J in der G17-Ebene) angegeben.Der SINUMERIK-Konturrechner gibt Ihnen auch bei Kreisbögen die Freiheit, jedes beliebige Maß aus derZeichnung ohne Umrechen-Aufwand zu übernehmen.Nachfolgend sehen Sie ein Beispiel mit zwei - zunächst nur teilbestimmten - Kreisbögen.Eingabe des Mittelpunktes (absolut):Nach Input:Nach Input:Die folgenden Anzeigen der Werte ergeben sich, wenn Sie alle bekannten Maße eingetragen und imEingabefenster des jeweiligen Bogens den Softkeygedrückt haben.Die Eingaben der Bögen im Texteditor würden lauten:G2 X22.414 Y58.505 I20 J010G2 X105 Y70 I AC(90) J AC(70)
810D/840D/840Di Einsteiger-Anleitung1.1.5 Absolute und inkrementale Maßangaben (Drehen)Absolute Eingaben:Die eingegebenen Werte beziehensich auf den Werkstück-Nullpunkt.*Inkrementale Eingaben:Die eingegebenen Werte beziehensich auf die aktuelle Position.Mit dem Softkeykannjederzeit umgeschaltet weichend von DIN 66025 werden beider hier gültigen Einstellung ’DIAMON’auch die I-Werte durchmesserbezogeneingegeben und angezeigt.AktuellePosition*G90 Absolute Maßangaben*G91 Inkrementale MaßangabenBei absoluten Eingaben sind immer die absolutenKoordinaten-Werte des Endpunktes im aktivenKoordinatensystem einzugeben (die aktuelle Positionwird nicht betrachtet).Bei inkrementalen Eingaben sind immer dieDifferenz-Werte zwischen aktueller Position undEndpunkt unter Beachtung der Richtungeinzugeben.Hier zwei Beispiele in der Kombination absolut/inkremental:11
1.1- Geometrische Grundlagen Fräsen und Drehen1.1.6 Kartesische und polare Maßangaben (Drehen)Zur Bestimmung des Endpunktes einer Geraden werden zwei Angaben benötigt. Diese können wie folgtaussehen:Kartesisch: Eingabe der Koordinaten X und ZPolar: Eingabe der Länge und eines WinkelsHinweis:Alle grauen Werte werdenautomatisch berechnetund angezeigt.EndpunktEndpunktWinkel 126,87 Startwinkel zur positiven Z-AchseoderWinkel -39,094 Winkel zum Vorgängerelement(39,094 360 - 320,906 )Kartesische und polare Eingaben können kombiniert werden, z.B.:Eingabe des Endpunktes in X und der LängeEingabe des Endpunktes in X und eines WinkelsDie kontextbezogenen Hilfebilder lassen sich während der Eingabeaufrufen und zeigen die Bezeichnungen der einzelnen Eingabefelder.12
810D/840D/840Di Einsteiger-Anleitung1.1.7 Kreisförmige Bewegungen (Drehen)Bei Kreisbögen wird nach DIN der Endpunkt des Bogens (Koordinaten X und Z in der G18-Ebene) und derMittelpunkt (I und K in der G18-Ebene) angegeben.Der SINUMERIK-Konturrechner gibt Ihnen auch bei Kreisbögen die Freiheit, jedes beliebige Maß aus derZeichnung ohne Umrechen-Aufwand zu übernehmen.Nachfolgend sehen Sie ein Beispiel mit zwei - zunächst nur teilbestimmten - Kreisbögen.Eingabe des Bogens R10:Eingabe des Bogens R20:Nach Input:Nach Input:Die folgenden Anzeigen aller Werte ergeben sich, wenn Sie alle bekannten Maße eingetragen und imEingabefenster des jeweiligen Bogens den Softkeygedrückt haben.Die Eingaben der Bögen im Texteditor würden lauten:G2 X50 Z-35 CR 10G3 X30 Z-6.771 I0 K-2013
1.2- Technologische Grundlagen Fräsen und Drehen1.2Technologische Grundlagen Fräsen und Drehen1.2.1 Schnittgeschwindigkeit und Drehzahlen (Fräsen)Die jeweils optimale Drehzahl eines Werkzeuges hängt von dem Schneidstoff des Werkzeuges und demWerkstoff des Werkstückes sowie vom Werkzeug-Durchmesser ab. Diese Drehzahl wird in der Praxis häufigauch aufgrund langjähriger Erfahrungen ohne Berechnungen sofort eingegeben. Besser ist es jedoch, dieDrehzahl über die aus Tabellen entnommene Schnittgeschwindigkeit zu berechnen.Bestimmung der Schnittgeschwindigkeit:Mit Hilfe der Hersteller-Kataloge oder eines Tabellenbuches wird zunächst die optimale Schnittgeschwindigkeitermittelt.Schneidstoff des Werkzeuges:Werkstoff des Werkstückes:HartmetallC45vc 80 - 150 m/min:Gewählt wird der Mittelwert vc 115 m/minBerechnung der Drehzahl:Mit dieser Schnittgeschwindigkeit und dem bekannten Werkzeug-Durchmesser wird die Drehzahl n berechnet.v c 1000n ---------------------d πBeispielhaft wird hier die Drehzahl für zwei Werkzeuge berechnet:d1 63mmd2 40mm115mm 1000n 1 --------------------------------------63mm π min115mm 1000n 2 --------------------------------------40mm π min1n 1 580 ---------min1n 2 900 ---------min(in der Werkstatt häufig auchUmdrehungen pro Minute genannt)In der NC-Codierung wird die Drehzahl mit dem Buchstaben S (engl. "Speed") angegeben.Die Eingaben lauten dann S580 bzw. S900.Bei diesen Drehzahlen wird jeweils die Schnittgeschwindigkeit von 115 m/min erreicht.14
810D/840D/840Di Einsteiger-Anleitung1.2.2 Vorschub pro Zahn und Vorschubgeschwindigkeiten (Fräsen)Auf der vorherigen Seite haben Sie gelernt, wie man die Schnittgeschwindigkeit ermittelt und Drehzahlenberechnet. Damit das Werkzeug zerspant, muß dieser Schnittgeschwindigkeit bzw. Drehzahl eine Vorschubgeschwindigkeit des Werkzeuges zugeordnet werden.Der Basiswert für die Berechnung der Vorschubgeschwindigkeit ist die Kenngröße Vorschub pro Zahn.Bestimmung des Vorschubes pro Zahn:Wie die Schnittgeschwindigkeit wird der Wert für den Vorschub pro Zahn aus dem Tabellenbuch oder denUnterlagen der Werkzeughersteller entnommen.Schneidstoff des Werkzeuges:Werkstoff des Werkstückes:HartmetallC45Vorschub pro Zahn fz 0,1 - 0,2 mm:Gewählt wird der Mittelwert fz 0,15 mmBestimmung der Vorschubgeschwindigkeit:Mit dem Vorschub pro Zahn, der Zähnezahl und der bekannten Drehzahl wird die Vorschubgeschwindigkeit vfberechnet.vf fz z nBeispielhaft wird hier die Vorschubgeschwindigkeit für zwei Werkzeuge mit unterschiedlicher Zähnezahlberechnet:d1 63mm, z1 4d2 63mm, z2 91v f 2 0, 15mm 9 580 ---------min1v f 1 0, 15mm 4 580 ---------minmmv f 1 348 ---------minmmv f 2 783 ---------minIn der NC-Codierung wird die Vorschubgeschwindigkeit mit F (engl. "Feed") angegeben.Die Eingaben lauten dann abgerundet F340 bzw. F780.Bei diesen Vorschubgeschwindigkeiten wird jeweils der Vorschub pro Zahn von 0,15 mm erreicht.15
1.2- Technologische Grundlagen Fräsen und Drehen1.2.3 Schnittgeschwindigkeit und Drehzahlen (Drehen)Beim Drehen wird - im Unterschied zum Fräsen - meist direkt die gewünschte Schnittgeschwindigkeitprogrammiert, und zwar beim Schruppen, Schlichten und Stechen.Nur beim Bohren und (meist) beim Gewindedrehen wird die gewünschte Drehzahl programmiert.Bestimmung der Schnittgeschwindigkeit:Mit Hilfe der Hersteller-Kataloge oder eines Tabellenbuches wird zunächst die optimale Schnittgeschwindigkeitermittelt.Werkstoff des Werkstückes:Schneidstoff des Werkzeuges:AutomatenstahlHartmetallvc 180 m/min:Konstante Schnittgeschwindigkeit vc (G96) beim Schruppen, Schlichten und Stechen:Damit die gewählte Schnittgeschwindigkeit auf jedem WerkstückDurchmesser eingehalten wird, wird die jeweilige Drehzahl von derSteuerung mit dem Befehl G96 Konstante Schnittgeschwindigkeitangepaßt. Dieses geschieht mittels Gleichstrom- oderfrequenzgeregelten Drehstrommotoren.Bei kleiner werdendem Durchmesser steigt die Drehzahl theoretisch insUnendliche. Um Gefahren durch zu hohe Fliehkräfte zu vermeiden, mussdeshalb eine Drehzahlgrenze von z.B. 3000 1/min programmiert werden.Die Eingaben lauten dann G96 S180 LIMS 3000.Konstante Drehzahl n (G97) beim Bohren und Gewindedrehen:v c 1000n ---------------------d πDa beim Bohren mit einer gleichbleibendenDrehzahl gearbeitet wird, muss hier derBefehl G97 Konstante Drehzahlverwendet werden.d 20mm (Werkzeug-Durchmesser) Die Drehzahl ist abhängig von dergewünschten Schnittgeschwindigkeit120mm 1000(gewählt wird hier 120 m/min) und demn ---------------------------------------20mm π minWerkzeug-Durchmesser.1n 1900 ---------Die Eingaben lauten dann G97 S1900.min16
810D/840D/840Di Einsteiger-Anleitung1.2.4 Vorschub (Drehen)Auf der vorherigen Seite haben Sie gelernt, wie man die Schnittgeschwindigkeit ermittelt und Drehzahlenberechnet. Damit das Werkzeug zerspant, muß der Schnittgeschwindigkeit bzw. Drehzahl ein Vorschub für dasWerkzeug zugeordnet werden.Bestimmung des Vorschubes:Wie die Schnittgeschwindigkeit wird der Wert für den Vorschub aus dem Tabellenbuch oder den Unterlagender Werkzeughersteller oder aus dem Erfahrungswissen entnommen.Schneidstoff des Werkzeuges:Werkstoff des Werkstückes:HartmetallAutomatenstahlVorschub f 0,2 - 0,4 mm:Gewählt wird der Mittelwert f 0,3 mm (in der Werkstatt häufig auch mm pro Umdrehung genannt).Die Eingabe lautet dann F0.3.Zusammenhang zwischen Vorschub und Vorschubgeschwindigkeit:Mit dem konstanten Vorschub f und der jeweiligen Drehzahl ergibt sich die Vorschubgeschwindigkeit vf.mmv c 180 ---------v c 180 ---------minminvf f nd 20mmd 2 80mm111n 2 710 ---------n 2800 ---------1minmin1v f 2 710 ---------- 0, 3mmmin1v f 1 2800 ---------- 0, 3mmminmmv f 2 210 ---------minvf1mm 840 ---------minWeil die Drehzahl unterschiedlich ist, ist auch dieVorschubgeschwindigkeit (trotz des gleichenprogrammierten Vorschubs) auf den verschiedenenDurchmessern unterschiedlich.17
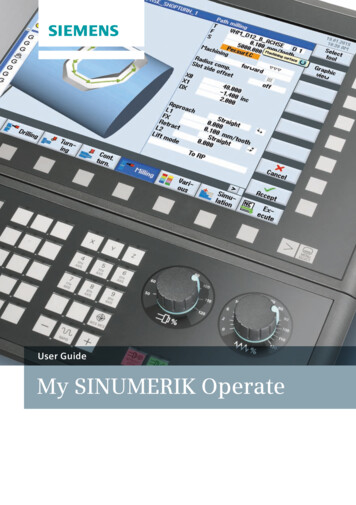
2.1 Bedienung - Die Steuerung im Überblick2 BedienungUnter dem Oberbegriff "Bedienung" werden in diesem Einsteigerheft alle Arbeitsabläufe verstanden, die imdirekten Zusammenspiel zwischen Anwender und Maschine stattfinden. Nach einer grundsätzlichenEinführung in Kapitel 2.1 geht es im zweiten Unterkapitel um das Einrichten von Werkzeugen undWerkstücken. Im dritten und vierten Unterkapitel liegt der Schwerpunkt auf der Produktion, also demAbarbeiten von NC-Programmen.Den Steuerungen 810D/840D/840Di liegt ein offenes Steuerungskonzept zugrunde, das dem Maschinenhersteller (und teilweise auch Ihnen als Anwender) viele Freiheiten gibt, die Steuerung nach individuellenAnforderungen zu konfigurieren. Im Detail sind darum Unterschiede zu den im Heft vorgegebenen Handlungsfolgen möglich. Bitte beachten Sie ggf. die Angaben des Maschinenherstellers, und überprüfen Siegewissenhaft Ihre Eingaben, bevor Sie die Maschine starten.2.1Die Steuerung im ÜberblickIn diesem Kapitel lernen Sie den Aufbau und dieHandhabung der Steuerungskomponenten Tastaturund Bildschirm kennen.Bild-Beispiele: Bedientafelfront OP 010C mitTFT-Farbbildschirm, Softkeyleisten (horizontalund vertikal) und mechanischer CNC-Volltastaturmit 65 Tasten.Diese Komponenten dienen insbesondere derProgrammierung und Handhabung von Daten. Maschinenbedientafel mitOverride-PotentiometernMit dieser Bedientafel werden unmittelbar dieBewegungen der Maschine beeinflußt.Sie kann vom Maschinenhersteller zum Teilindividuell konfiguriert werden.Weitere Bedienkomponenten für die Steuerung und Schulungstastaturen für SinuTrainfinden Sie im Katalog NC60 "Automatisierungssysteme für Bearbeitungsmaschinen"(SIEMENS Bestell-Nr. E86060-K4460-A101-A8).18
810D/840D/840Di Einsteiger-Anleitung2.1.1 Einschalten, Bereichsumschalten, AusschaltenJe nachdem, ob Sie sich direkt an der Maschine in die Steuerung einarbeiten oder ob Sie das steuerungsidentische Sinumerik-Trainingssystem am PC verwenden, starten Sie unterschiedlich in die Arbeit.EinschaltenWenn .Wenn Sie an der Maschinearbeiten:Dann geht selbstverständlichIhr erster Griff zum Hauptschalter, seitlich an derMaschine oder am Schaltschrank.Wenn .Wenn Sie am Windows-PC arbeiten:Dann starten Sie die Softwareüber das Icon auf dem Desktopoder über den Eintrag imStartmenü (Start Programme SinuTrain . SinuTrain START)Sie können dann zwischen denbeiden Technologien (Fräsen/Drehen) und der Art derWerkzeugverwaltung wählen(vgl. Kapitel 2.2.1 und 2.2.2).(Ab Softwarestand 6 könnenMaschinen auch individuellkonfiguriert werden).Nach dem Einschalten befindetsich die Steuerung im Bedienbereich ’Maschine’, und dieFunktion ’Ref’ (Referenzpunktfahrt) ist angewählt.Nach dem Start der Software istder Bedienbereich ’Maschine’aktiv und die Betriebsart ’Auto’angewählt.Die Vorgehensweise zumAnfahren des Referenzpunktes ist je nach Maschinentyp und Maschinenhersteller unterschiedlich undkann darum hier nicht im Detailerläutert werden.Eine Referenzpunktfahrt wird am PCnicht simuliert.Die Betriebsart ’Jog’ zur direktenAnsteuerung von Verfahrachsen ist amPC nicht funktional.19
2.1 Bedienung - Die Steuerung im irm / ZeichnungErläuterungMit der Bereichsumschalttaste (auf der Flachbedientafel bzw.auf derPC-Tastatur) können Sie - unabhängig von der Bediensituation, in der Sie sich geradebefinden - das Grundmenü mit den sechs Bedienbereichen der Steuerung einblenden.In den aktiven Bedienbereich’Maschine’ wird das Grundmenüeingeblendet. Der Softkey des aktivenBedienbereichs ist markiert.In diesem Bedienbereich steuern Sieunmittelbar die Maschine. Hier könnenSie Achsen von Hand verfahren,ankratzen oder NC-Programmeablaufen lassen.Beispiel: Bearbeitungszentrum mit dreiLinearachsen (X,Y,Z) und 2 Rundachsen (A,C)Wechseln Sie per Softkey in denBedienbereich ’Parameter’.Dies kann an der Flachbedientafel überdie entsprechende Softkey-Tasteerfolgen. Am PC können Sie denSoftkey per Maus anklicken oder denBedienbereich mitaufrufen.Beispiel: Magazin-Liste an einer Drehmaschine mitWerkzeugverwaltungIm Bedienbereich ’Parameter’verwalten Sie u. a. Ihre Werkzeugeund die Tabelle der Nullpunktverschiebungen.Aktiver Bedienbereich ’Programm’(aufgerufen über Softkey, per Mausoder )In diesem Bedienbereich schreibenund simulieren Sie NC-Programme.Ausführlich wird darauf in denKapiteln 3 (Fräsen) und 4 (Drehen)eingegangen.20
810D/840D/840Di Einsteiger-AnleitungTasten/EingabenBildschirm / ZeichnungErläuterungAktiver Bedienbereich ’Dienste’In diesem Bedienbereich können SieDateien verwalten und über serielleSchnittstelle oder Diskette ein- undauslesen.Aktiver Bedienbereich ’Diagnose’Hier werden Alarme und ServiceInformationen angezeigt unddokumentiert.Aktiver Bedienbereich’Inbetriebnahme’Wie der Name schon sagt, ist dieserBedienbereich für Systemtechniker zurAnpassung der NC-Daten an dieMaschine interessant.Im täglichen Umgang mit derSteuerung ist er kaum von Bedeutungund wird darum in diesem Heft auchnicht näher betrachtet.Beispiel: Drehmaschine mit zwei Spindeln((.))Je nach Konfiguration Ihres Systems können auchder siebte und achte Softkey des Grundmenüsbeschriftet sein, über die Sie andere Anwendungenaufrufen könnten (z. B. AutoTurn).21
2.1 Bedienung - Die Steuerung im Überblick(Durch wiederholtes Drücken der Bereichsumschalttaste ( ) können Sie zwischenden beiden zuletzt aktiven Bedienbereichen hin- und herschalten, was z.B. beimProgrammieren praktisch ist, wenn Sie parallel die Werkzeugdaten einsehen wollen.)Probieren Sie es also einmal mit den beiden Bedienbereichen ’Programm’ und’Parameter’ aus.Der "etc.-Pfeil" unten rechts weistdarauf hin, dass noch weitereFunktionen oder Anwendungen zurVerfügung stehen.Mit der Tasteauf der Flachbedientafel bzw. am PC *erweitern Sie das Menü, und dieSoftkeys werden - je nach Konfiguration unterschiedlich - neu belegt.*gedrückt halten, dannErneutes Drücken der Taste führtzurück zum Grundmenü der Bedienbereiche.AusschaltenWenn .Wenn Sie an der Maschinearbeiten:Beachten Sie die Angaben desMaschinenherstellers!Schalten Sie schließlich mitdem Hauptschalter den Stromab.Wenn .()Wenn Sie mit SinuTrain am PCarbeiten:In der erweiterten Grundmenüleistefinden Sie einen Softkey zum Beendenvon SinuTrain! (PC-Tastatur: )Dabei werden alle Anwenderdatenautomatisch für eine spätere Sitzunggesichert.(Alternative:, siehe Seite 26.)2.1.2 Tastatur und BildschirmaufteilungBeim ersten "Reinschnuppern" in die Steuerungsoberfläche haben Sie bereits die Taste Bereichsumschaltung ( ), die etc. -Taste ( ) und die horizontalen Softkeys des Grundmenüs kennengelernt.Nachfolgend werden Ihnen systematisch weitere wichtige Tasten (am Beispiel der SinuTrain-Schulungstastatur in der "QWERTY"-Ausführung) und der Steuerungsbildschirm vorgestellt.22
810D/840D/840Di Einsteiger-AnleitungIn der abgebildeten Schulungstastatur sindalle Tasten der Flachbedientafel und derCNC-Volltastatur integriert, außerdem diewichtigsten Tasten der Maschinensteuertafel,die auch am PC Anwendung finden.Alle für die Arbeit mit SinuTrain benötigtenFunktionen lassen sich auch direkt oder überTasten-Kombinationen mit einer normalenPC-Tastatur ansprechen. In der nachfolgendenTabelle sind diese zusätzlich aufgeführt.FlachbedientafelTastePC-TastenÜber die horizontalen Softkeys (durchnumeriert von links nach rechts)wechseln Sie zwischen Bedienbereichen. Innerhalb eines Bedienbereichs gelangen Sie über diese Softkeys in weiterführende Menübereiche und Funktionen, die über die vertikalen Softkeys aufrufbar sind. : Erläuterung**Über die vertikalen Softkeys (durchnumeriert von oben nach unten) rufenSie Funktionen auf oder verzweigen ggf. in weitere Unterfunktionen, diewiederum über die vertikale Softkeyleiste aufrufbar sind.Mit der Taste Bereichsumschaltung wird das Grundmenü mit denBedienbereichen angezeigt. *Mit der Taste etc. erweitern Sie die horizontale Softkeyleiste. *Mit der Mas
der Maschine ausgerichtet. Beim Drehen ist Z die Werkstückachse. Drehachse Z - Ebene G18 * Da sich die Durchmesser von Drehwerkstücken relativ einfach kontrollieren lassen, ist die Maßangabe der Planachse durchmesserbezogen. Der Facharbeiter kann som