Transcription
DESIGNING FORSHEET METALFABRICATIONAn exploration of materials,manufacturing processes, designconsiderations, and finishing optionsfor sheet metal prototypes andlow-volume production parts
Designing for Sheet Metal FabricationContents2 Why Sheet Metal?2How is Sheet Metal Being Used?3What Types of Sheet Metal are There?4What Technologies and Techniquesare Used to Shape Parts?5Design Considerations6How to Finish Parts7Final Thoughts on ChoosingSheet Metal FabricationSheet metal is one of the most versatile materials in the manufacturingindustry. It’s made from steel, aluminum, brass, copper, tin, nickel, titanium,or precious metals. It ranges in thickness from wispy leaf through light foil toheavy plate. It takes a variety of forms: plain flat sheets, embossed, etched,ribbed, corrugated, and perforated. And its uses expand across many differentindustries including transportation, aerospace, appliance manufacturing,consumer electronics, industrial furniture, machinery, and more.ON THE COVER:Sheet metal can be cut, stamped, punched, sheared, formed, bent, welded, rolled, riveted,drilled, tapped, and machined. Sheet metal has been used for millennia, and sheet metalfabrication today continues to be popular, with an industry worth tens of billions of dollars. Proto Labs, Inc. 1999–2018Protolabs HQ, 5540 Pioneer Creek Dr., Maple Plain, MN 55359 USA 877-479-36801
Designing for Sheet Metal FabricationA BRIEF HISTORYOF SHEET METALSheet metal has been used for millennia, havingreportedly shown up in ancient Egyptian jewelry.It was a mainstay of medieval armor when metalfabrication was still a costly manual process. Therewas an explosion of sheet metal work beginningat the time of the Industrial Revolution. Today it isin our cars and appliances, can be found in almostany room in the home or office, it encases computerhardware, and is travelling around the world inaircraft and through space in rockets and satellites.After centuries of hammer-forming, the first rollingmills appeared in the 16th century to producesheet metal stock, in at least one case using adesign originated by Leonardo da Vinci. The 17thcentury saw the industrialization of sheet metalmanufacturing culminating in the creation of the firstcold rolling plant in England. The Industrial Revolutionof the 18th century saw the advent of assembly lineproduction, press brakes, and the hydraulic press.In the 19th century, aluminum was introduced, theBessemer converter allowed mass production ofsteel, and the steam hammer was also introduced.Developments affecting sheet metal production anduse have continued at anever-growing rate into the20th and 21st centuriesmaking sheet metal todayan industry worth tens ofbillions of dollars.WHY SHEET METAL?Depending on the application, sheet metaloffers advantages, not just over nonmetal alternatives but over other typesof metal fabrication as well. Compared tomachining, it generally has a significantlylower material cost. Rather than startingwith a block of material, much of which willbe machined away, sheet metal lets you buywhat you need and use what you need. Theremainder of a metal sheet is still usable,while swarf—the shavings removed inmachining—must be recycled.As with many modern fabricationtechniques, sheet metal manufacturingcan be automated and parts produceddirectly from CAD models. The technologyuses a variety of materials and a range ofprocesses for shaping finished componentsand products. Perhaps most important, ina world of mass production, sheet metalfabrication is highly scalable. While setupfor the first piece can be costly, the price perpiece drops quickly as the volume increases.This is, of course, true of many processes,but cost-per-piece for sheet metal generallydrops more steeply than for a subtractiveprocess like machining.HOW IS SHEET METALBEING USED?Sheet metal is cut, stamped, punched,sheared, formed, bent, welded, rolled,riveted, drilled, tapped, and machined.Hardware can be inserted into sheet metalcomponents. The components can bebrushed, plated, anodized, powder coated,spray painted, silk screened, or otherwisemarked. And, of course, parts can be riveted,screwed, or welded into complex assemblies.Like most other technologies today, sheetmetal fabrication is evolving. Materials,equipment, and tooling have become morespecialized than ever before. To take fulladvantage of sheet metal, it is criticalthat you leverage the correct supplier andmethod of manufacturing for your partsand their application. Along these lines, thiswhite paper explores key components ofsheet metal fabrication: Materials Manufacturing processes Design considerations Finishing optionsAn early model of a power press brake. Proto Labs, Inc. 1999–2018Protolabs HQ, 5540 Pioneer Creek Dr., Maple Plain, MN 55359 USA 877-479-36802
Designing for Sheet Metal FabricationWHAT TYPES OF SHEETMETAL ARE THERE?Varied metals and metal alloys can be formedinto sheets and used to fabricate sheet metalparts. The choice of materials depends on therequirements of the application, and factors inmaterial selection include formability, weldability,corrosion resistance, strength, weight, and cost.Popular sheet metal materials include:STAINLESS STEELTwo families ofstainless steel—standard andspring-like—are used insheet metal fabrication: Standard stainless can be nonmagnetic—any of the 300 series steels—andis the most commonly used type of stainless. Itdoes not require hot work or other stress reliefduring manufacturing. Grade 316 is the mostcorrosion-resistant of the stainless steel gradesand maintains its strength at high temperatures.Grade 304 is the most widely used and, whileit is somewhat less corrosion-resistant, offersgood formability and weldability. Standard type magnetic stainless for sheetmetal fabrication is the 400 series. Grade410 offers less corrosion resistance but isheat treatable. Grade 430 is an inexpensivealternative to the other stainless steel optionsand is used in applications where corrosionresistance is not a major requirement such asbrush-finished appliance surfaces. Becausethese materials tend toward elastic—ratherthan plastic—deformation, they must be overbent to achieve final form. Spring-like steels will work-harden quickly andmust be heated to relieve stresses when beingformed. Grades include 301, 17-4, 1095, and1075. Spring-like stainless typically requiresspecialized equipment and processes and mustbe significantly over bent to achieve final form.COLD ROLLEDSTEEL (CRS)The process ofcold rolling steel isused to smooth the finish ofhot rolled steel as well as to hold atighter tolerance when forming.CRS is available in 1008 and 1018 alloys.PRE-PLATED STEELThis sheet metalmaterial is eitherhot-dip galvanizedsteel or galvanealedsteel, which is galvanizedand then annealed. Proto Labs, Inc. 1999–2018ALUMINUMA moderatelypriced material,aluminum has arange of characteristicsacross several grades to meetapplication requirements. Grade 1100offers relatively low strength but is chemicaland weather resistant, and weldable and ductile,allowing deep drawing. Grade 3003 is strongerand formable, weldable, corrosion-resistant, andaffordable. Grade 5052 is significantly strongerwhile still formable, weldable, and corrosionresistant. Grade 6061 is a structural alloy that iscorrosion-resistant and strong, but not formable.It is weldable, though it sacrifices some strengthwhen welded.COPPER &BRASSDesignersand engineerswho want a “red”metal typically chooseelectrolytically tough pitch (ETP)copper, either C110 or C101.In less frequent cases, cartridge brass isused as an alternative.Protolabs HQ, 5540 Pioneer Creek Dr., Maple Plain, MN 55359 USA 877-479-36803
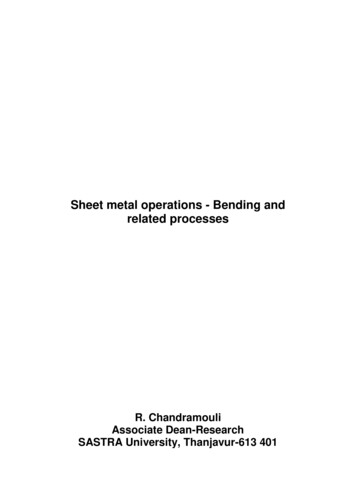
Designing for Sheet Metal FabricationWHAT TECHNOLOGIESAND TECHNIQUES AREUSED TO SHAPE SHEETMETAL PARTS?Cold-forming processes addressed here are:CUTTING Shearing was long the primary way to cutsheet steel but has now been replaced byfaster, more precise methods.Sheet metal, by definition, starts out flat but canbe shaped in many different ways to meet manydifferent requirements. While this paper focuses onthe technologies that shape sheet metal by bendingit along a single axis, a variety of techniques existfor shaping the material into multi-axis formsthat are not made up of flat planes or bent alonga single axis. These include hot and cold formingtechniques of deep drawing, hydroforming,spinning, and stamping. These are the kind ofprocesses that create the body panels for modernvehicles, complex formed objects like metal sinks,and aluminum beverage cans. In many cases thesetechniques are iterative, shaping the metal byrepeating the process several times to change theshape of the metal in increments.At left, CNC laser cutting burns away sheet metal to produce a clean,finished edge. A punch press, center, is especially effective for cuttingrelatively simpler parts that would otherwise be cut with a laser or waterjet. A punch press can be used to punch and diesets to cut metal. This is particularly effectivefor cutting relatively simpler parts than wouldbe cut with a laser or waterjet. Because itcan operate at hundreds of strokes per minute,a punch press can make suitable parts quickly.Punching can also be used to make holes orother cutouts in parts. Combining punch andlaser cutting allows the creation of a complexflat pattern with size-limited stamped features. CNC laser cutting works with jets of oxygen,nitrogen, helium, or carbon dioxide to burn awaymetal and produce a clean, finished edge. Thespeed of this process differs with the thicknessof the metal, but the cut can be quite complexand, at tolerances of /- 0.005 in. or better, isquite precise. And because there is no contact, Proto Labs, Inc. 1999–2018the tool does not wear out the way amechanical cutter does. Two types of lasersare used in sheet metal fabrication. Fiber-opticlaser are used for thinner and more reflectivematerials to deliver precise cuts. Multi-gas orCO2 lasers are more powerful and suitable forthicker gauges. Photochemical machining is a process ofcontrolled etching using CAD-generated stencilsto leave a pattern that is chemically activatedto remove unwanted metal.BENDINGMost metals can be bent along a straight axisusing a variety of presses. The shapes of bendscan range from gentle curves, like those alongthe vertical axis of a steel can, to sharp corners atangles above, below, or right at 90 degrees. Pressbrakes are used to create these relatively sharpbends. Rolling and forming methods produceopen or closed single-axis curves in a continuousbending operation.At right, an example of how most metals can be bent along astraight axis, using varied presses.Protolabs HQ, 5540 Pioneer Creek Dr., Maple Plain, MN 55359 USA 877-479-36804
Designing for Sheet Metal FabricationHEMMINGThis involves rolling the edge of a metal shapeto provide a smoother, stronger edge. Hems canbe open, leaving an air space within the bend, orclosed, in which the folded metal is pressed tightagainst itself. Curling produces a rounded edgeto a piece of metal, also called a barrel hem. Thiscan be used to simply eliminate the sharp edge orto serve a specific operational function as in thecase of a door hinge where it holds the pin aroundwhich the hinge rotates.DESIGN CONSIDERATIONSFOR SHEET METALFABRICATIONSheet metal fabrication is a non-additive, nonsubtractive process. It begins with flat materialand, by definition, maintains constant materialthickness throughout a part. In some cases,areas of a part can be selectively thickened bywelding multiple metal sheets together, but thisis a costly and uncommon practice.Designing for sheet metal fabrication has itsown criteria, which differ from those of otherproduction processes. The more that’s knownearly in the design phases about a part’s featuresand functions, the sooner a manufacturabledesign will finalized. If, however a design hasproblematic features, a manufacturing suppliershould be able to point those out and suggestways of addressing them. In some cases, thesupplier may even have design analysis softwarethat can quickly highlight issues for designimprovement. Some design consideration: Sheet metal fabrication is most economicalwhen it uses configurations of “universal” toolsrather than part-specific tooling. If a singlepart becomes too complex, consider welding orriveting together parts that can be made usinguniversal tools. Where possible, maintain a standard distanceof four times the material thickness from bendto edge. This will eliminate the need to removeexcess material required to make the bend. Welding thin materials can lead to crackingor warping. Other assembly methods arepreferable. When using PEM hardware, always consider theminimum requirements of the manufacturer forinstallation locations and material thickness. Because bends stretch the metal, featuresmust stand away from bends to avoid distortion.A useful convention is 4T—four times thematerial thickness. A press brake creates a bend by pressing sheetmetal into a die with a linear punch, so designdoes not allow the creation of closed geometry. Sheet metal tolerances are far more generousthan machining or 3D printing tolerances.Factors affecting tolerances include materialthickness, machines used, and number ofsteps in part production. Suppliers will typicallyprovide detailed information on tolerances. A uniform bend radius such as 0.030 in.(industry standard) should be used across asingle part to reduce the number of machinesetups and accelerate production. Proto Labs, Inc. 1999–2018Caliper measurements for bend accuracy, are part of the entiresheet metal quality control process.Protolabs HQ, 5540 Pioneer Creek Dr., Maple Plain, MN 55359 USA 877-479-36805
Designing for Sheet Metal FabricationHOW TO FINISHSHEET METAL PARTSSheet metal can be finished in several ways and fordifferent reasons. There are finishes that protectvulnerable materials from rust or corrosion andothers that are applied for aesthetic reasons. Insome cases finishing serves both purposes. Sometreatments are simply alterations to the metalsurface itself; others consist of another materialor process that is applied to the metal. Finishingtreatments include: Sand blasting, which consists of shooting jets ofabrasive material at the metal to roughen andclean the surface. Sandblasting is typically usedon stainless and carbon steel and is often usedas a preliminary step before painting to removeimpurities and improve adhesion. Brushing is similar to sandblasting in function, butuses abrasive brushes to clean and score the metalsurface. It can serve as a final finish on materialslike aluminum and stainless steel and is commonlyused as an appliance finish. Polishing yields a glossy surface and is used onmetals like stainless steel, aluminum, and copper.It can serve as the final finish or as preparationfor other finishing processes such as plating. Itis generally unsuitable for metals that are to bepainted because it does not enhance adhesion.COMMONAPPLIC ATIONS OFSHEET METALSheet metal can be finished in several ways, including powdercoating, as seen here, which results in a surface more durable thanconventional paint, thought it may lack paint’s aesthetic qualities. Powder coating electrostatically applies a drypowder—typically a thermoplastic or thermosetpolymer—to the metal surface and then cures itwith heat. The process results in surface thatis more durable than conventional paint but maynot have paint’s aesthetic qualities. Plating can be done electrolytically orelectroless for a various purposes. It caninhibit corrosion, improve solderability, hardena surface, prevent wear, reduce friction, or aidpaint adhesion. Plating processes forsheet metal include:- Passivation, a cleaning process that preventscorrosion in stainless steels by removing freeirons from the surface of the material.- Chromate coating, a conductive coating usedon aluminum to protect against corrosion. Proto Labs, Inc. 1999–2018Sheet metal is one of the most versatilematerials and processes in the worldtoday. Designers and engineers developcomponents as small as washers andas large as entire roofs. It appearsin commodity products and in highlyspecialized one-of-a-kind applications.Products leveraging the possibilities ofsheet metal: Refrigerators, freezers,and other home appliances Automobile parts Airplane components Chassis Brackets Metal sinks Electrical enclosures Cabinets Busbars MountsIts versatility is one of its greateststrengths, but can also be one of thechallenges to its use.Protolabs HQ, 5540 Pioneer Creek Dr., Maple Plain, MN 55359 USA 877-479-36806
Designing for Sheet Metal Fabrication- Anodizing, an electrochemical process used onaluminum and other non-ferrous metals thatprovides insulation and prevents corrosion.- Zinc, a self-sacrificing anti-corrosion coating(applied by galvanizing or galvanealing) forsteels and is often combined with a Chromatecoating over the zinc.- Nickel, often a cosmetic coating and can serveas a substrate for plating processes that cannotadhere to a given metal.- Tin, a solderable, conductive coating.FINAL THOUGHTSON CHOOSINGSHEET METAL FABRICATIONDeciding to use—or simply consider—sheet metalfor an application is the first step in a process. Theprocess begins, of course, with function, whichin turn dictates design. Choosing a material andgauge are critical steps that involve balancingfactors like strength, weight, and cost. This is nota simple process, but it can be streamlined withthe use of CAD models and finite element analysis(FEA) tools. The real test, however, is prototyping.While today’s engineering tools are powerful,it is only when you can see and handle a part thatit’s known whether the design meets expectations.Is it strong enough? Light enough? Does it look, feel,and balance the way it should? Does it impingeon other components? Even relatively simplecomponents benefit from a real-world tryout beforecommitting to hundreds or thousands of parts. Insome cases, it may take several prototype iterationsto get the sheet metal part right, in which case thespeed with which parts are produced and testedbecomes a major factor in speed to market.Buteven once a design has been created, prototyped,and tested, there can be many options for turningsmall quantities of prototypes into low-volume,end-use production parts.The same part can often be produced by severaldifferent methods at different costs. Choosing wouldbe easy if all metal shops offered the same rangeof capabilities. Unfortunately they don’t, so it makessense to seek quotes from multiple suppliers aseach will bring its own expertise and capabilities. Proto Labs, Inc. 1999–2018FREESOLIDWORKSPLUG-INThe best way to start is to get a quotewith manufacturability analysis for yourpart design.Get instant sheet metal design andcosting feedback within SOLIDWORKS.Download our free SOLIDWORKS add-in,eRapid, to get started.If you don’t have SOLIDWORKS, youcan get instant sheet metal quotesthrough our myRapid web interface atrapidmanufacturing.com.Protolabs HQ, 5540 Pioneer Creek Dr., Maple Plain, MN 55359 USA 877-479-36807
Sheet metal can be cut, stamped, punched, sheared, formed, bent, welded, rolled, riveted, drilled, tapped, and machined. Sheet metal has been used for millennia, and sheet metal fabrication today continues to be pop