Transcription
TROQUELES CURVOS COMO COLOCARLOS CORRECTAMENTESLIDE # 1 Configuración y atornillado del troquel rotativoBuenos dias a todos los asistentes a la convención ACCCSA 2019 y de manera especial a losasistentes al ciclo de presentaciones técnicas.En los próximos 20 minutos les presentare el método correcto para colocar troquelesdesarrollado por CGC.Ya tenemos diseñado el empaque corrugado, diseñado y fabricado el troquel de corte; ahora esel momento de poner nuestro troquel en la troqueladora y comenzar la producción, peroprimero debemos atornillar el troquel al cilindro.Atornillar un troquel es un proceso que muchas veces se trata con poca importancia y puededeterminar si se tiene éxito o se fracasa en la producción, todo depende del cuidado que ledemos a la instalación y al atornillado del troquel rotativo.Puede complicarse más de lo que imaginamos; es un proceso de varios pasos en el que, si unpaso se realiza incorrectamente, creara una seria de problemas que veremos más adelante.Cubriremos todos los detalles, beneficios y consecuencias.SLIDE #2 Consecuencias de atornillar incorrectamenteEmpecemos viendo algunas de las consecuencias de un atornillado incorrecto.El atornillado incorrecto o inadecuado da como resultado un empaque corrugado conproblemas en el corte o en el marcador, produce daños en los troqueles, aumento de tiemposmuertos, excesivo desgaste en los cobertores y otras cosas más.SLIDE # 3 El atornillado incorrecto crea vacíosVeamos ahora como el atornillado incorrecto crea vacíos como se muestra en esta imagenrepresentativa.Si atornillamos primero el borde delantero, luego el borde posterior y luego los centros deltroquel, crearemos vacíos como los que se muestran. El troquel, cuando se atornilla de estamanera tiene vacíos que son espacios huecos. En este caso, dos. La madera nunca se sentará enel cilindro y, de hecho, permanecerá en esa posición durante la corrida. Sin embargo, la cuchillade corte que está en esta madera dando vueltas y vueltas siendo golpeada por el cilindro seráeventualmente forzada hacia abajo tratando de asentarse contra el cilindro del troquel. ComoANDRES ZUWOLINSKY – Container Graphics Corp. – ACCCSA MIAMI 2019
TROQUELES CURVOS COMO COLOCARLOS CORRECTAMENTEse golpea cientos de veces, eventualmente se sienta. Veamos ahora más de cerca a esteproceso.SLIDE # 4 Los vacíos hacen que las cuchillas reboten y se quiebrenVeamos de cerca uno de estos vacíos. Con cada golpe, la cuchilla de corte comienza a sobresalirpor la parte posterior de la madera. Hay una tensión en las cuchillas en áreas como se muestra.La cuchilla rebota contra el cilindro y a medida que sube y baja, rebotando contra el cilindrocientos y cientos de veces, se debilita y luego se rompe.Si la cuchilla no se mueve, no se romperá, así de sencillo. Si la cuchilla se mueve hacia arriba yhacia abajo muchas veces, incluso unas pocas milésimas de pulgada, se romperá.Podemos asegurar que la cuchilla o marcador que se rompe y se traslapa se debeprincipalmente a un atornillado incorrecto.SLIDE # 5 Se cae un segmento de la cuchillaVemos la misma vista ampliada; ahora desde el lado del troquelado.Como se muestra a la izquierda, la cuchilla se ha roto y es debido a la tensión causada por elrebote, y en la derecha vemos que la cuchilla está completamente rota y que el uretano la sacapor completo del troquel. Digamos que se cae una sección de cuchilla de unas 3 pulgadas (75mm) de largo durante la corrida. Si esto sucede en una parte interna del troquel, sería muydifícil para el operador notar que se ha caído la cuchilla. El resultado sería, sin duda, que sucliente rechazaría los empaques.Ahora retrocedamos y evaluemos las diversas causas de la creación de estos tipos de vacíosdebajo del troquel:1. Atornillar con una secuencia incorrecta.2. Falta de tornillos.3. Pernos rotos debajo del troquel.ANDRES ZUWOLINSKY – Container Graphics Corp. – ACCCSA MIAMI 2019
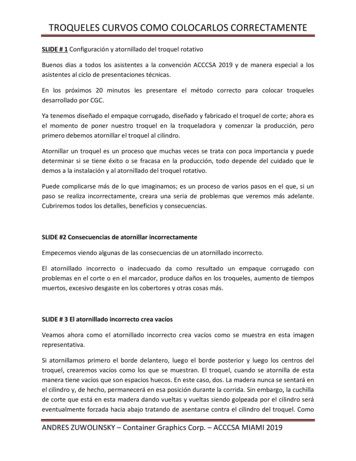
TROQUELES CURVOS COMO COLOCARLOS CORRECTAMENTESLIDE # 6 ¿Qué hace que pernos se rompan y agujeros se dañen?En esta ilustración se ve la secuencia que causa que los tornillos se rompan. Vemos como lamadera se desplazó completamente hacia la derecha causando presión en el perno # 1.Observe que, en el lado izquierdo del agujero de la izquierda, el perno # 1 y la madera se tocanmientras que en el lado derecho del mismo perno # 1 hay un vacío grande (1/8 "[3.2 mm]). Lapresión en el perno # 1 hace que el perno # 2 sea forzado hacia delante, el perno # 3 estotalmente forzado y termina rompiéndose.Esta imagen pretende explicar como una secuencia incorrecta o un método incorrecto puedecausar varios daños como son:- Daños a los tornillos.- Daño permanente a los orificios de los cilindros.- Daños al troquel.- Troquelados de poca definición de corte o rayado.SLIDE # 7 Pernos rotos o agujeros obstruidos también causan vacíosCuando tenemos un tornillo quebrado o un agujero obstruido, hemos creado las condiciones quecausan vacíos; es lo mismo que atornillar en la secuencia incorrecta.En las primeras imágenes vimos que se crearon vacíos atornillando en una secuencia incorrecta.En esta imagen vemos como se crean vacíos debido a pernos rotos o roscas obstruidas, como semuestra en las flechas # 1 y # 2.La flecha #1 señala un agujero obstruido, por lo que el operario no atornillo en ese espacio parala sujeción del troquel. La flecha # 2 muestra un tornillo roto incrustado en el cilindro, que tieneuna parte que sobresale creando un vacío. Un operador no siempre puede ver este tornillo rotocuando coloca el troquel en el cilindro.En ambos casos, hemos creado vacíos debido a pernos faltantes o rotos. Las consecuencias sonvarias como:1.2.3.4.Liner reventado (marcadores muy altos)Cuchillas curvas rotasExcesivo desgaste de los cobertoresVariación en las dimensiones (dirección de maquina)ANDRES ZUWOLINSKY – Container Graphics Corp. – ACCCSA MIAMI 2019
TROQUELES CURVOS COMO COLOCARLOS CORRECTAMENTESLIDE # 8 Un perno faltante afecta a una gran áreaPodemos asegurar que un solo tornillo faltante afecta una gran área del troquel de corte, comose observa en la imagen. Puede afectar a muchas cuchillas de corte, marcadores, cuchillas dedesperdicio. Los tornillos faltantes son un problema común en nuestra industria y no es raro queencontremos a clientes corriendo un troquel con la mitad de los tornillos faltantes.Hemos tenido clientes que solo colocaron la mitad de los pernos, causando una gran cantidadde daños en el troquel y con muchos problemas de troquelado durante la corrida sin darsecuenta de que ellos mismos lo originaron.SLIDE # 9 Reparación y mantenimientoPero no todo es malo, a lo largo de los años hemos aprendido como colocar de una mejormanera los troqueles y tenemos hoy métodos para reparar cilindros que no teníamos hace 1015 años.Hoy en día, la mayoría de los fabricantes de maquinaria ofrecen la opción de insertosreemplazables al comprar la Troqueladora o también un cilindro de TroqueladoIncluso existe la opción superior de insertos endurecidos, podemos asegurar si estánendurecidos por el color: tienen un tinte dorado o azulado. Si no han sido endurecidos, tendránuna apariencia de metal liso. Si no están endurecidos duraran muy poco.Los insertos tienen también una ranura superior para facilitar su instalación con ayuda de undesatornillador. Es importante que se usen los tornillos adecuados. Hay pernos especialmentefabricados para sujetar troqueles, llamados pernos de troquel o Die Bolts. Están hechos parauna rápida instalación, desmontaje y montaje. Este es un tornillo especial, con una arandelaincorporadaSLIDE # 10 Agujero Guía - Primero encontrar los orificios de los cilindrosVeamos ahora un método que les ayudara a colocar un troquel correctamente.Debemos entender que el diámetro interior de la madera coincide con el diámetro del cilindrocon una tolerancia mínima. Esto significa que una vez que se coloca la madera en el cilindro,resulta muy difícil deslizar el troquel hacia la izquierda o hacia la derecha. Es apretado, pesado,y no es fácil moverlo.ANDRES ZUWOLINSKY – Container Graphics Corp. – ACCCSA MIAMI 2019
TROQUELES CURVOS COMO COLOCARLOS CORRECTAMENTELos operadores siempre han tenido que mover los troqueles hacia adelante y hacia atrás,mientras miran a través de los orificios del troquel tratando de encontrar un agujero y alineandocon un orificio en el cilindro. Esto es extremadamente difícil de hacer con troqueles grandesporque parece que cuanto más grande es el troquel, más apretado se ajusta al cilindro. Debidoa que no se deslizan fácilmente, forzar la posición del troquel se vuelve peligroso debido a lasafilados cuchillas con dientes.El sistema de agujero guía de CGC es la clave que ayuda a resolver el problema.SLIDE # 11 El agujero guía: Empuje Y AsienteEl agujero guía servirá para indicar al operador donde empezar a colocar el troquel.Colocaremos una nota para el operador en una etiqueta que le indicara dónde colocar el primerperno y su ubicación relativa a la línea central o cero de la troqueladora.En este ejemplo, la nota dice 1L, lo que significa 1 agujero a la izquierda del centro del cilindro.La nota podía indicar varios tornillos a la izquierda o a la derecha. El diseñador colocara elagujero principal dependiendo de la configuración del troquel.Además, hay que considerar que el perno guia se coloca a lo largo de la línea horizontal o líneacero de los pernos, que es la línea blanca en esta imagenSLIDE # 12 Mala Alineación Mal atornilladoHace unos minutos, hablamos sobre la ubicación inicial del troquel con el agujero guia. Ahora,vamos a hablar sobre la ubicación precisa del troquel.Todos los que han atornillado un troquel a un cilindro han experimentado lo que se muestra enesta diapositiva. Comienzan a apretar el tornillo desde el centro hacia afuera; sin embargo, elúltimo tornillo no entrará. Esta es una alineación deficiente. El perno en el troquel y el orificiodel perno en el cilindro no se alinean.El cilindro es exacto, el troquel es exacto. El problema es que no hemos aprovechado el margende juego entre los orificios de los pernos en el troquel y los pernos en el cilindro, lo que resultaen una alineación deficiente del troquel al cilindro.La alineación deficiente del troquel y la alineación del orificio del perno a veces pueden afectarlas características de un empaque troquelado, de la misma forma que mencionamos en lasección sobre vacíos.ANDRES ZUWOLINSKY – Container Graphics Corp. – ACCCSA MIAMI 2019
TROQUELES CURVOS COMO COLOCARLOS CORRECTAMENTESLIDE # 13 La mala alineación afecta los rayadosVeamos lo que se quiere explicar con esta ilustración.Estamos viendo un troquel que ha sido montado torcido en un cilindro. Los tornillos y losagujeros no son concéntricos. El troquel se levanta hacia arriba en el lado derecho y hacia abajoen el lado izquierdo. El troquel está atornillado torcido. En consecuencia, los marcadores eneste troquel no coinciden con el sentido la flauta en el papel. Mas adelante, haremos estonuevamente, pero lo haremos de manera correcta para mostrar la diferencia.Primero, veamos el método para prevenir este problema. Lo que nos interesa es la alineaciónprecisa del troquel.SLIDE # 14 Alineación precisa: la soluciónAl utilizar lo que denominamos orificios de alineación, se logra colocar de manera precisa eltroquel de corte.Primero, el orificio guía que nos da el posicionamiento general y luego los orificios de alineaciónpara el posicionamiento preciso y exacto. El diámetro del agujero en la madera curva para losagujeros de alineación es exactamente el mismo que el diámetro del perno, señalado con laflecha amarilla. Al colocar primero el perno en el orificio guía seguido de los 2 pernos dealineación, se garantiza que el resto de los pernos del troquel sean concéntricos entre sí,señalados con las flechas rojas. Estos pernos se ajustan manualmente, inicialmente sinherramientas y mejoran el tiempo de instalación, además de garantizar que todos los pernosrestantes se puedan colocar con mucha facilidad y precisión.Ahora, veamos el efecto que tienen los pernos en el troquel, mirando el troquel en la direccióncurva.SLIDE # 15 Alineación precisa atornillado preciso¿Recuerdan cuando observamos este problema hace tres filminas y no pudimos conseguir queel perno inferior entrara en el cilindro? Ahora, al usar orificios de alineación de 5/16 "(7.9 mm)y pernos de 5/16" (7.9 mm), el resto de los pernos y los orificios de los pernos son concéntricosentre sí, sin que el error se multiplique, ocasionando que los pernos del troquel se colocanfácilmente y de manera precisa.ANDRES ZUWOLINSKY – Container Graphics Corp. – ACCCSA MIAMI 2019
TROQUELES CURVOS COMO COLOCARLOS CORRECTAMENTESLIDE # 16 La etiqueta de agujero de alineaciónEsta imagen muestra la ubicación exacta de los orificios de alineación para troqueles de unapieza y de dos piezas.Colocamos etiquetas especiales alrededor de los orificios de alineación de 5/16 "(7.9 mm), unoa la izquierda y otro a la derecha del troquel de una pieza. Estos entran primero, recuerden; sinherramientas solo con las manos, una o dos vueltas para ubicar con precisión la ubicación deltroquel.En un troquel de dos piezas, el punto de partida es en la línea de unión horizontal. En untroquel de dos piezas, habrá cuatro orificios de alineación: dos para cada mitad del troquel.SLIDE # 17 Alineación precisa: rayados precisos¿Recuerdan la imagen donde los rayados no eran paralelos ni perpendiculares a las flautas delpapel? Esta imagen ilustra que los rayados están ahora en perfecto ángulo recto y paralelo a lasflautas.El perno es de 5/16 "(7,9 mm) y el orificio perforado en la madera curva es también de 5/16"(7,9 mm), por lo que no hay juego en el troquel una vez que estos pernos están en posición. Elresto de los orificios pueden ser más grandes y aun así son concéntricos a los orificios de lospernos en el cilindro. Esto hace que sea mucho más fácil y rápido para el operador insertar lospernos restantes y sujetar el troquel rápidamente y con precisión. Los marcadores doblarán conmayor precisión.SLIDE # 18 AGUJEROS DE ALINEACIÓN: TROQUELES DE DOS PIEZASOtro beneficio de los agujeros de alineación es el alineamiento automático tanto de lascuchillas como de los marcadores en la línea de unión de las 2 mitades de troquel.La imagen superior se muestra el método convencional de alineación del troquel, esto causa aloperador muchos problemas y confusión. A medida que el operador se acerca a alinear lascuchillas y los marcadores que cruzan la línea de unión, no va a saber si es necesario alinear eltroquel o si la cuchilla o los marcadores están ligeramente doblados.El uso del método de orificio de alineación ordena automáticamente el troquel exactamenteigual a como se diseño. Es preciso con una variación de pocas milésimas. No existe un métodomás preciso que permita alinear en ambas direcciones al mismo tiempo (y también que alineetodos los pernos). Ahora, con el troquel en su posición correcta, el operador puede identificarqué cuchillos o marcadores están doblados (si los hay).ANDRES ZUWOLINSKY – Container Graphics Corp. – ACCCSA MIAMI 2019
TROQUELES CURVOS COMO COLOCARLOS CORRECTAMENTESLIDE # 19 COMENZAR A AJUSTAR PERNOS A MANOLos agujeros de alineación ayudan a poner todos los tornillos restantes rápidamente, pero estosdeben de ser ajustados con la mano inicialmente al igual que los de alineación.Ya con todos los tornillos puestos se puede proceder a apretarlos.SLIDE # 20 Apretar por la fila - en ordenPrimero revisar que el agujero principal está en su lugar.Empiece ajustando por la fila en el orden que se muestra con la fila del orificio de alineaciónprimero. Vaya al tornillo n. 1 en el centro (como se muestra), adelante y atrás, de izquierda aderecha, apretando a medida que avanza. Luego, pase a la siguiente fila y comience de nuevoen el centro.Al atornillar de esta manera, primero ajustando todos los pernos a mano, elimina el desgaste yel daño de los orificios del cilindro. No olvide usar los pernos adecuados.SLIDE # 21 ATORNILLAR DESDE EL CENTRO HACIA FUERALos troqueles de una sola pieza deberán de atornillarse siempre desde el centro hacia fueraSLIDE # 22 ATORNILLAR DESDE LA UNION HACIA FUERALos troqueles de dos piezas deberán de atornillarse siempre desde la unión de las maderashacia fueraSLIDE # 23 CANTIDAD DE TORNILLOS POR TROQUELSe recomienda un mínimo de 20 tornillos por troquel pudiendo ser en acomodos de 5 x 4 o de 4x 5 por troquelANDRES ZUWOLINSKY – Container Graphics Corp. – ACCCSA MIAMI 2019
Buenos dias a todos los asistentes a la ACCCSA 2019 y de manera especial a los convención asistentes al ciclo de presentaciones técnicas. En los próximos 20 minutos el método correcto parales presentare colocar troqueles desarrollado por CGC. Ya tenemos diseñado el empaque corrugado, diseñado y fabricado el troquel de corte; ahora es