Transcription
DISEÑO E IMPLEMENTACIÓN DE UN LABORATORIO DE MEDICIÓN YCALIBRACIÓN PARA LOS INSTRUMENTOS DE PRESIÓN DE LA EMPRESACIAPROMASE S.A.Maskay-ElectrónicaDepartamento de Eléctrica y ElectrónicaUniversidad de las Fuerzas Armadas ESPECasilla 17-15-231B, Sangolquí, Ecuadorjose.villacis@outlook.comPRÓLOGOEl presente proyecto desarrolla e implementa un laboratorio de calibración para instrumentación depresión. El diseño de la solución aportada es conciso y no permite ambigüedades, para mejora las condicionesactuales de calibración de este tipo de instrumentos. Asimismo, mantiene la trazabilidad de las medidas obtenidasdurante el proceso para hacerlo más óptimo de los instrumentos calibrados, a medio y largo plazo.1.11. DEFINICIONES Y CONCEPTOSPREVIOS.METROLOGÍAA través de los años las sociedades han hecho de lasmediciones la base de su progreso, tanto así que laconstrucción, la fabricación, el desarrollo, el controlde procesos, y todo tipo de progreso requiere poseerun conjunto de conocimientos relativos de lasunidades con las que se están trabajando.1.1.1DEFINICIÓN DE METROLOGÍAEs la ciencia de las medidas; en su generalidad, tratadel estudio y aplicación de todos los medios propiospara la medida de magnitudes1.2METROLOGIA Y SUSAPLICACIONES-Metrología eléctricaMediciones electromagnéticasTermometríaTiempo y frecuenciaMetrología físicaÓptica y radiometríaVibraciones y acústicasMetrología de materiales o químicaMetrología MecánicaMetrología de masa y densidadMetrología de fuerza y presiónMetrología de flujo y volumen1.3ORGANISMOS E INSTITUCIONESMETROLÓGICAS-ANSI Instituto Nacional Estadounidense deEstándaresDIN Deutsches Institut für Normunge.ISO Organización Internacional para laEstandarización-1.4-EN EL ECUADORInstituto Ecuatoriano De Normalización INENOrganismo De Acreditación Ecuatoriano OAE1.5CERTIFICACIÓN Y ACREDITACIÓNLa certificación es el proceso voluntario por el cualuna tercera parte - diferente al productor y alcomprador, valida y asegura por escrito que unproducto o un servicio cumple con unos requisitospreviamente especificados. Mientras que laacreditación es una herramienta para elmejoramiento continúo de la calidad mediante eldesarrollo de un proceso sistemático que permitedetectar oportunidades de mejora y afianzar susfortalezas.2. TEORIA DE ERRORES DE MEDICION2.1.MEDICIÓNEs comparar una magnitud con respecto a otra, esebásicamente es el concepto de medición. El
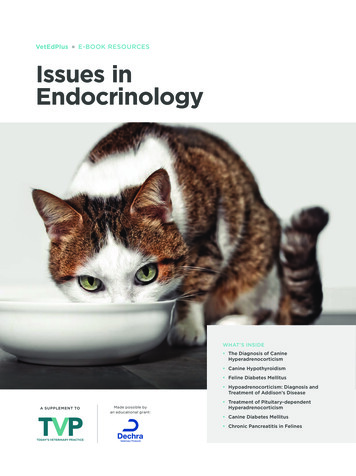
procedimiento para la medición requiere definir eidentificar correctamente tres pasos: ¿qué es lo quese va a medir? la cantidad a medir, ¿cómo se va amedir? la unidad empleada, con su definición y supatrón y ¿con qué elementos se va a medir? elinstrumento que utilizamos para medir.2.2.EXACTITUD Y PRECISIÓNLa exactitud de un instrumento de medición serefiere al grado de aproximación de las medidasdadas por un instrumento comparada con lasmedidas que se obtendría utilizando un instrumentopatrón.La precisión es la medida de la reproducibilidad demediciones consecutivas. Es decir, un instrumentode baja precisión, indicará medidas muy dispersasde una misma magnitud, mientras que uninstrumento muy preciso dará medidas muysimilares.Figura 2. 1 Exactitud y Precisión, definicióngráfica.Figura 2. 2 Deriva de dos Amperímetros en eltiempo2.3.ERRORES DE MEDIDA Mediante el cálculo del error absoluto, quecorresponde a la diferencia entre el valor medido(𝑋𝑚 ) y el valor real (𝑋𝑟 ).Ecuación2.1𝐸 𝑋𝑚 𝑋𝑟 Mediante el cálculo del error relativo, quecorresponde a la relación entre el error absoluto y elvalor medido(X𝑚 ):𝐸Ecuación𝑒 2.2𝑋𝑚2.3.1.TIPOS DE ERRORESa)Error AleatorioEl error aleatorio es propio de cada medición, ydentro de un grupo de mediciones se cuantifica aeste error como la diferencia entre una medidadeterminada (𝑋𝑚 ) y el promedio todas lasmediciones realizadas (𝑋 ), tal que:𝐸𝐴 𝑋𝑚 𝑋 Y:𝑛Ecuación2.31 𝑥𝑖𝑛Ecuación2.4𝐸𝑆 𝑋 𝑋𝑟Ecuación2.5𝑋 𝑖 1b)Error SistemáticoPueden surgir de emplear un método inadecuado, uninstrumento defectuoso o bien por usarlo encondiciones para las que no estaba previsto su uso.Dentro de un grupo de medidas, el valor sistemáticose debe a la diferencia entre la media de los valores ) y el valor real (Xr )(X2.4.CÁLCULO DE INCERTIDUMBRESLos mesurandos son las magnitudes particularesobjeto de una medición. En calibración, es frecuenteque sólo se disponga de un mensurando, medida omagnitud de salida Y, que depende de una serie demagnitudes de entrada 𝑋𝑚 (𝑚 1, 2, . . . , 𝑁), deacuerdo con la relación funcional, tal que 𝑌 𝑓(𝑋1 , 𝑋2 , , 𝑋𝑛 ) , la función 𝑓 represensenta elprocedimiento de medición y el método deevaluación.Debido a que toda medida realizada tiene su gradode incertidumbre, todas las medidas realizadas seránestimaciones de la medición. Una estimación delmensurando 𝑌, la estimación de salida expresadapor 𝑦, se obtienede la función antes descritautilizando las estimaciones de entrada 𝑥𝑚 comovalores de las magnitudes de entrada 𝑋𝑚 .En el caso de las variables aleatorias, la varianza desu distribución o la raíz cuadrada positiva de lavarianza, llamada desviación típica, se utiliza comomedida de la dispersión de los valores. Laincertidumbre típica de medida asociada a laestimación de salida o al resultado de la medición 𝑦,expresada por 𝑢(𝑦), es la desviación típicadelmensurando 𝑌. Se determina a partir de losvalores estimados 𝑥𝑚 de las magnitudes deentrada𝑋𝑚 y sus incertidumbres típicas asociadas 𝑢(𝑥𝑚 ).
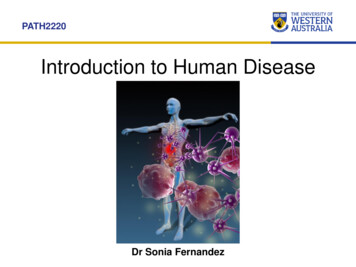
La incertidumbre se calcula de forma diferentedependiendo de si el valor de la magnitud seobserva directamente en un instrumento de medida(medida directa) o si se obtiene manipulandomatemáticamente una o varias medidas directas(medida indirecta). En una práctica calcularemosprimero la incertidumbre de las medidas directas yluego la de las indirectas.La incertidumbre de medida asociada a lasestimaciones de entrada se evalúa utilizando uno delos siguientes métodos: “Tipo A” o “Tipo B”.2.4.1. EVALUACIÓN TIPO A DE LAINCERTIDUMBRE TÍPICASupóngase que la magnitud de entrada 𝑋𝑚 , medidarepetidas veces, es la magnitud X. Con nobservaciones estadísticamente independientes (talque n 1), el valor estimado de la magnitud X ahoraes 𝑋 , la media aritmética o el promedio de todos losvalores observados 𝑋𝑖 (tal que i 1, 2,., n).Estableciendo una ecuación de lo mencionado, estaserá la ecuación antes establecida:𝑛Ecuación1 𝑋 𝑥𝑖2.6𝑛𝑖 1La incertidumbre de medida asociada al estimado 𝑥,se evalúa de acuerdo con uno delos métodossiguientes:a)El valor estimado de la varianza de ladistribución de probabilidad es la varianzamuestral𝑠 2 (𝑥) de los valores 𝑋𝑚 , que viene dadapor:𝑠2 (𝑥)𝑛1 (𝑥𝑖 𝑋 )2 𝑛 1Ecuación2.7𝑢 𝑆Ecuación2.9b)Cuando una medición está correctamentecaracterizada y bajo control estadístico, es posibleque se disponga de una estimación combinada dela varianza𝑠 2 (𝑋 ) que caracterice mejor ladispersión que la desviación típica estimada a partirde un número limitado de observaciones. Si, en esecaso, el valor de la magnitud de entrada X se calculacomo la media aritmética 𝑋 de un pequeño número𝑁 de observaciones independientes, la varianza dela media aritmética podrá estimarse como:𝑢 𝑆(𝑋 )𝑁Ecuación2.10La incertidumbre típica se deduce de este valorutilizando la ecuación 2.82.4.2. EVALUACIÓN TIPOINCERTIDUMBRE TÍPICABDELAEl uso apropiado de la información disponible parauna evaluación Tipo B de la incertidumbre típica demedición exige un juicio basado en la experiencia yen conocimientos generales. Es una destreza quepuede adquirirse con la práctica.3. CALIBRACIÓN DE PRESIÓN.3.1.INSTRUMENTOS DE CALIBRACIÓNLos equipos y materiales necesarios, no solo paragenerar y medir, sino también los accesorios quepermiten realizar la calibración, son:3.1.1. EQUIPO PATRÓN𝑖 1Su raíz cuadrada (positiva) se denomina desviacióntípica. La mejor estimación de la varianza de lamedia aritmética 𝑋 es la varianza muestral de lamedia aritmética o repetibilidad, que viene dadapor:𝑆2 𝑠 2 (𝑋 )𝑛Ecuación2.8Su raíz cuadrada positiva se denomina desviacióntípica experimental de la media aritmética. Laincertidumbre típica, la cual llamaremos𝑢, asociadaa la estimación de entrada𝑋 es la desviación típicaexperimental de la mediaFigura 3. 1Transmisor de Presión Autrol APT3200Características:Modelo:APT3200
Exactitud: 0.075%Rango:0 – 300psiRango de Operación:100:1Salida Analógica:4-20mASalida Digital:HART o Fieldbus FoundationAlimentación:11.9 a 42 Vdc MaxTiempo de muestreo:0.25 – 60seg.Pantalla:8 caracteres alfanuméricosConfigurableCompensación Inmediata de Temperatura Ambiente4 20mA Puntos (Cero / Span)Unidades de IngenieríaDe acuerdo a las características mencionadas elequipo tiene una incertidumbre en la medida de 0,225psi y podrá ser utilizado como patrón enaquellos instrumentos cuya incertidumbre no seamenor a 0.675psi.Figura 3. 5Válvula de Aguja, para el acceso osalida de presión3.2.a)3.1.2. GENERADOR Y CONTROLADOR DEPRESIÓNb)c)Figura 3. 2Compresor de aire, 0-160psi3.1.3. ACOPLES, LLAVES Y TUBERÍASd)e)Figura 3. 3 Acople de conexión Rápida3.3.OPERACIONES PREVIASDefinir un formato a ser llenado para larecolección de los datos que identifiquen alequipo que se calibrará, en el cual conste elNombre del Propietario, Dirección delPropietario, Número de calibración, Tipo deInstrumento (Manómetro, vacuómetros omanovacuómetros), Modelo, Marca, Númerode Serie, Fecha en la que se realiza laCalibración, Fecha del Ingreso del Equipo, yel Rango de Medición del instrumento acalibrar.Comprobar el estado de la carátula y agujaindicadora del instrumento, cualquieranomalía detectada será informada al clienteantes de realizar cualquier medida.Establecer un ambiente controlado a unatemperatura de 23 /- 3 C y a una humedadrelativa entre de 50 /- 10% (más importanteque el valor de temperatura o humedadrelativa son las oscilaciones, deben serreducidas), cualquier variación en elambiente será registrado.Comprobar en el instrumento a calibrar laexistencia de fugas mediante 2 ciclos desubida y bajada de presión hasta el fondo desu escala.Programar al patrón para medir en lasmismas unidades del instrumento a calibrar.PROCESO DE CALIBRACIÓN3.3.1. DEFINICIÓN DE LOS PUNTOS DEMEDIDAFigura 3. 4Conjunto de acople a manguera de bajapresiónLa calibración debe cubrir todo el rango del ítem, serealizarán al menos en 5 puntos que estaránequidistantes entre sí, desde el 0% al 100% de surango (el cero no cuenta como punto decalibración).
3.3.2.CALIBRACIÓN3.8Se recomienda realizar dos series de medidas paramanómetros de clase de precisión 0,25% o peor, ytres series de medida para manómetros de clase deprecisión mejor de 0,25%. Las series se realizaránsiguiendo los ciclos definidos anteriormente:creciente y decreciente, con lo cual obtendremoscuatro valores por punto de calibración para elprimer caso y seis para el segundo.𝑈 (%)3.4.CÁ.LCULO DE INCERTIDUMBRES4.1.DESARROLLO DE HARDWARE3.4.1.EXACTITUD EN LA 𝑡𝑢𝑑𝐸𝐴 𝑅𝑎𝑛𝑔𝑜 𝑚á𝑥𝑖𝑚𝑜 𝑅𝑎𝑛𝑔𝑜 𝑚í𝑛𝑖𝑚𝑜 100%3.4.2.Ecuación3.1INCERTIDUMBRE POR HISTÉRESIS𝐻(%)𝐻𝑚𝑎𝑥 𝑅𝑎𝑛𝑔𝑜 𝑚á𝑥𝑖𝑚𝑜 𝑅𝑎𝑛𝑔𝑜 𝑚í𝑛𝑖𝑚𝑜 100𝑈 𝐻𝑖𝑠𝑡é𝑟𝑒𝑠𝑖𝑠 ℎ𝑚𝑎𝑥2 3Ecuación3.2𝑅𝑚𝑎𝑥 𝑅𝑎𝑛𝑔𝑜 𝑚á𝑥𝑖𝑚𝑜 𝑅𝑎𝑛𝑔𝑜 𝑚í𝑛𝑖𝑚𝑜 100𝑈 �� 𝑆Ecuación3.4Ecuación3.5𝑅𝑒𝑠2 3DISEÑO E IMPLEMENTACIÓNFigura 4. 1 Manguera y conjunto de acoplesimplementados en la etapa de generaciónMEDICIÓNPara la admisión o evacuación de presión en laetapa de medición se implementa válvulas de agujade conexión ½’’ F-M NPT 2, estos elementos adiferencia de las demás válvulas son fabricadas conel fin de soportar altas presiones sin permitir fugasy/o acumulaciones del fluido. En la siguiente figurase indica complemente la etapa de mediciónseñalando los distintos elementos.Ecuación3.63.4.5. INCERTIDUMBRE UNIFICADA YEXPANDIDAEcua𝑈 (𝑈 𝐻𝑖𝑠 2 𝑈 𝑅𝑒𝑝2 𝑈 𝑅𝑒𝑠 2 𝑈 𝑇𝑒𝑚𝑃 ción3.7𝑈 𝑒𝑥𝑝𝑎𝑛𝑑𝑖𝑑𝑎 𝑈 2Ecuación3.9La boquilla de salida del compresor es una rosca de¼’’MNPT 1, y la entrada del banco de calibración sediseñó para que con una conexión de acople rápidogarantice la rápida conexión entre el banco y sualimentación manométrica. Para ello se emplea unconjunto de acoples y mangueras que permiten labreve separación y el libre paso de aire entre elcompresor y el banco de medición.4.1.2.3.4.4. INCERTIDUMBRE PORRESOLUCIÓN𝑈 𝑅𝑒𝑠 4.Ecuación3.33.4.3. INCERTIDUMBRE PORREPETIBILIDAD𝑅(%)𝑈 𝑒𝑥𝑝𝑎𝑛𝑑𝑖𝑑𝑎 𝑅𝑎𝑛𝑔𝑜 𝑚𝑎𝑥𝑖𝑚𝑜 𝑅𝑎𝑛𝑔𝑜 𝑚𝑖𝑛𝑖𝑚𝑜 100EcuaciónFigura 4. 2Banco de Calibración MBP12Rosca Americana Cónica tipo Macho.Entrada de ½’’FNPt y Salida de ½’’ MNPT
Figura 4. 3Conexión de la Alimentación Eléctricadel Autrol APT32004.1.3.TRANSMISIÓNFigura 4. 6Primera Etapa, Botón REFRESHFigura 4. 7 Primera etapa, Botón NEXTFigura 4. 4 Conexión de la etapa de Adquisición.La resistencia de instrumentación utilizada es de250Ω para que de esta manera la señal de 4-20mAse proporcionalmente convertida a una señal deVoltaje de 1-5Vdc, tal que la dicha señal seaadmisible a la entrada de la tarjeta de adquisición.4.2.DESARROLLO DEL SOFTWARE4.2.1.DATOS INFORMATIVOSAl seleccionar el dato sugerido por el programa enel campo del patrón utilizado, los campos detrazabilidad e Incertidumbre del Patrón sonautomáticamente asignados según los valores queindica la siguiente figura:Figura 4. 8 Etapa Primera, Patrón utilizado pordefecto.4.2.2. PROCEDIMIENTO DECALIBRACIONFigura 4. 5 Etapa de Ingreso de DatosInformativos.Figura 4. 9 Etapa de Procedimiento de Calibración
Figura 4. 13Procedimiento de Calibración, Cálculode Incertidumbres.4.2.3.REGISTRAR CERTIFICADOFigura 4. 10 Etapa de Procedimiento deCalibración, Determinación de puntos de MedidaPara la adquisición de las medidas del patrón einstrumento a calibrar se utiliza el botón IngresoDato ;al activar el botón, el dato inscrito en elcampo de texto Dato Ingreso es capturado yenviado al arreglo Array I , a su vez la MyDAQtransmite la lectura obtenida del patrón, pero estedato se encuentra en unidades Voltaicas, por lotanto se realiza la conversión a la unidadmanométrica seleccionada en la etapa de DatosInformativos, para después ser mostrada en elarreglo Array P . Los dos arreglos son enviados alas matrices Datos I y Datos D una vezconcluido el ciclo de toma de datos (Subida oBajada).Figura 4. 14 Etapa de Registro del CertificadoFigura 4. 15 Registro de datos en el certificadoFigura 4. 11Procedimiento de Calibración,Obtención de Medidas Ciclo de Bajada.Figura 4. 16 Conexión con la base de datosFigura 4. 12Procedimiento de Calibración,Obtención de Medidas Ciclo de Subida.4.3.PUESTA EN MARCHA YFUNCIONAMIENTO.
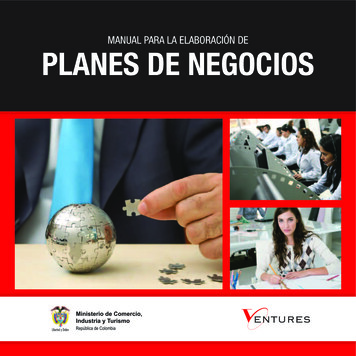
Tabla 4.1:Resultados Obtenidos MBP vsCalibración 83%1.081%1.005%1.692%1.876%1.937%1.721% Una de las fallas más críticas a nivel dehardware fue sujeción del banco de calibración. Alintentar abrir las válvulas de aguja, los tubos dePVC se veían afectados por la fuerza que requiere laapertura o cierre de las válvulas; por ende el bancode medición es sujetado a una superficie lisa demadera, lo cual permite que el sistema sea portabley libre de corriente estática que afecte a latransmisión de las lecturas. Los resultados obtenidos han sidocomparados con la metodología comúnmenteutilizada por los metrólogos de CIAPROMASE,presentando así una mínima diferencia en susresultados, lo cual es favorable, ya que hacevalidación a la implementación dicionalFigura 4. 17 Relación de resultados MBP vsCálculo TradicionalLa respuesta obtenida refleja que a la fechaCIAPROMASE S.A. realiza un 20% decalibraciones al día y al metrólogo destaca lasencilla manera de encontrar un redujeronconsiderablemente, dando como muestra el aumentoen la cantidad de manómetros calibrados al día.CONCLUSIONES YRECOMENDACIONESCONCLUSIONES La manipulación del sistema metrológicode baja presión fue sustentada y expuesta ante losmetrólogos de la ciudad de Guayaquil para despuésproceder con la explicación del funcionamiento delproyecto, y los resultados obtenidos han sidofavorables, los tiempos por duración en el procesode calibración, cálculo de las incertidumbre, yRECOMENDACIONES Es necesario un entendimiento de lascaracterísticas, limitaciones y funcionamientonormal de cada parte de los instrumentos utilizados,así como el conocimiento teóricode todas las facetasdel problema de medida en sí mismo. El desarrollador debe ser capa de evaluar laconsistencia de distintos métodos en términosmatemáticos cuantitativos, y debe poder imaginarmétodos alternativos. Utilizar procedimientos planeados, trabajarcuidadosamente y sin prisas, anotar todos losvalores directamente y en forma ordenada, tomarnota de todos los detalles de las condiciones y de ladisposición del experimento.
CALIBRACIÓN PARA LOS INSTRUMENTOS DE PRESIÓN DE LA EMPRESA CIAPROMASE S.A. Maskay-Electrónica . Departamento de Eléctrica y Electrónica . Universidad de las Fuerzas Armadas ESPE . Casilla 17-15-231B, Sangolquí, Ecuador . jose.villacis@outlook.com . PRÓLOGO . El presente proyecto desarrolla e implementa un laboratorio de calibración para instrumentación de presión. El diseño de la .