Transcription
Untergrundvorbehandlung und KorrosionsschutzJan ReinmannRösler Oberflächentechnik GmbHVorstadt 1D-96190 UntermerzbachTel.: 49 (0) 9533 924 0Fax.: 49 (0) 9533 924 300info@rosler.comwww.rosler.comAugust 2012, Jan Reinmann
Untergrundvorbehandlung und KorrosionsschutzKorrosion und VolkswirtschaftKorrosionsschutzartenDas Strahlen als mechanisches VerfahrenReinigungsstrahlenStrahlen als Vorbehandlung - die EinflussgrößenUntergrundvorbehandlung HaftungAugust 2012, Jan Reinmann
Untergrundvorbehandlung und hlAluminiumShot August 2012, Jan Reinmann
Korrosion und VolkswirtschaftKorrosion ZernagenDeutschlandvolkswirtschaftliche Schaden durch Korrosionim Jahr 3,6 Mrd. EuroKorrosionsschutz Werterhaltung, SicherheitAugust 2012, Jan Reinmann
Korrosion und VolkswirtschaftKorrosionsschadenKosten in igungEndabnahmeNutzungAugust 2012, Jan Reinmann
hichtungenZusatz cheÜberzügeanorganischeBeschichtungenAugust 2012, Jan Reinmann
KorrosionsschutzartenKorrosionsschutzpassiver �georganischeBeschichtungenSchutzschichten Pigmenten Bindemittel Füllstoffen Emaillierungkeramische ÜberzügeBrünieren (Oxidschichten)Phosphatieren (phosh. Schichten)Chromatieren (cromh. Schichten)metallischeÜberzüge SchmelztauchenSpritzengalvanische ÜberzügeAufdampfenca. 80% aller SchichtenAugust 2012, Jan Reinmann
eOrganische Beschichtungen („Farbe“, „Lack“, „Anstrich“)bestehen aus einem Bindemittel, Ethylsilikat ESIEpoxidharz EPPoly-Urethan PURVinylchlorid-Copolymerisat PVCin das Pigmente und/oder Zinkstaub eingelagert sind.Die genannten Bindemittel sind unterschiedlichtemperaturbeständig (z.B. Ethylsilikat bis 400 C).August 2012, Jan Reinmann
KorrosionsschutzartenJeder Korrosionsschutzist nur so gut wie dieOberfläche darunter!Korrosionsschutzpassiver heÜberzügeanorganischeÜberzügeAugust 2012, Jan Reinmann
rfahrenBürsten – SchleifenTrockenstrahlennicht schichtbildendeVerfahrenPhosphatierenBeizen TurbinenstrahlenDruckluftstrahlen Eisenphosphatierung Zinkphosphatierung Lauge SäureChromatierenNassstrahlen ten Titan ZirkonElektrochemische OxidationEloxierenAugust 2012, Jan Reinmann
tung“Substrate, die beschichtet werden sollen, sind oft staubig, schmutzig ölig (temporärer Korrosionsschutz, Umformprozesse) oxidiert (Schweißkanten, Rost)Eine Vorbehandlung bewirkt Reinigung der Untergründe Haftgrund für die Beschichtung verbessert daher den KorrosionsschutzAugust 2012, Jan Reinmann
Das Strahlen als mechanisches gungsstrahlen PutzenEntzundernEntrostenEntschichtenAugust 2012, Jan Reinmann
Das Strahlen als mechanisches VerfahrenReinigungsstrahlenAbtragen von werkstofffremden Schichten,Partikeln oder lmetallischStahlguss rund / kantigDruckluftnichtmetallischKorund / SchlackenAugust 2012, Jan Reinmann
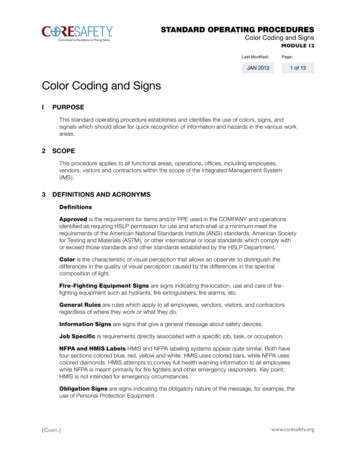
Das Strahlen als mechanisches VerfahrenReinigungsstrahlenKosten des StrahlensDruckstrahlverfahren „punktuell“ – geringe FlächenleistungDruckstrahlen Abwurfgeschwindigkeiten bis 150m/s Strahlmitteldurchsatz bis 30 kg/min alle Strahlmittel bearbeitbar höchste Strahlleistung beste Dosierbarkeit niedrige Investitionskosten hohe Betriebskosten(hoher Luftverbrauch)August 2012, Jan Reinmann
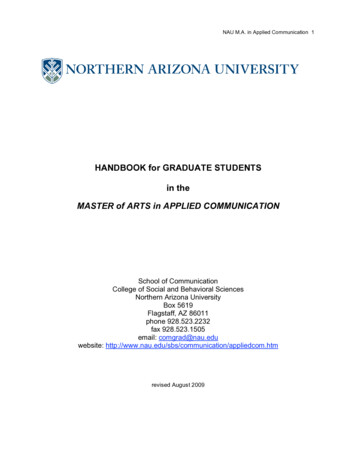
Das Strahlen als mechanisches VerfahrenReinigungsstrahlenKosten des StrahlensTurbinenverfahren hohe Flächenleistung“ Abwurfgeschwindigkeiten bis 130m/s Strahlmitteldurchsatz 100kg – 1000kg/min keine Schlacken und mineralischeStrahlmittel verwendbar hohe Flächenleistung gute Dosierbarkeit moderate Investitionskosten niedrige BetriebskostenSchleuderradHotspotStrahlbildAugust 2012, Jan Reinmann
Das Strahlen als mechanisches VerfahrenReinigungsstrahlenAugust 2012, Jan Reinmann
Das Strahlen als mechanisches VerfahrenKosten des StrahlensReinigungsstrahlenStrahlanlagen verursachen im Laufe ihrer Nutzungsdauer ein vielfachesihrer Anschaffungskosten durch: Verschleiß Strahlmittelverbrauch Personaleinsatz EnergieaufwandAugust 2012, Jan Reinmann
Das Strahlen als mechanisches VerfahrenKosten des bsdruckStrahlmittel - beitete Fläche100.000 250 Liter6 bar700 kg12 kg/min1,8 kg/h37 kW/h4,44 /h2,80 /h1 Bediener/in13 m²/h150.000 nicht vorhanden--4.000 kg1.000 kg/min6,0 kg/h80 kW/h9,60 /h7,00 /h1 Bediener/in600 m²/h52.800 m²2.828.571,40 m²Jahresleistung bei 220 Tage 2-schichtig(bearbeitete Fläche im Jahr)Fazit: Mit einer Turbinenstrahlanlage kann man bis zu 48mal mehr Fläche bearbeiten.August 2012, Jan Reinmann
Das Strahlen als mechanisches VerfahrenKosten des enstrahlenStrahlmittelEnergieWartung/ Verschleiß2.970 32.560 4.620 9.900 70.400 11.550 Summe40.150 91.850 0,67 /m²0,03 /m²VerhältnisKosten / bearbeitete FlächeFazit: Höhere Wirtschaftlichkeit erreicht man mit einer Turbinenstrahlanlage,in Abhängigkeit von der Teilegeometrie.August 2012, Jan Reinmann
Strahlen als Vorbehandlung - die EinflussgrößenOberflächenvorbehandlung von StahlReinigungsstrahlenBedeckunsgradeAugust 2012, Jan Reinmann
Strahlen als Vorbehandlung - die EinflussgrößenOberflächenvorbehandlung von StahlReinigungsstrahlenReinheitsgrad - Subjektive Bewertung ISO 8501-1 (Schwedennorm)Vorbereitung von Stahloberflächen vor dem Auftragen vonBeschichtungssoffen- Visuelle Beurteilung der Oberflächenreinheit Teil 1: Rostgrade und Oberflächenvorbereitungsgrade vonumgeschichteten Stahloberflächen und Stahloberflächennach ganzflächigem Entfernen vorhandener Beschichtungen(ISO 8501-1:2007);Deutsch Fassung EN ISO 8501-1:2007Quelle: DIN EN ISO 8501-1:2007August 2012, Jan Reinmann
Strahlen als Vorbehandlung - die EinflussgrößenOberflächenvorbehandlung von StahlReinigungsstrahlenReinheitsgrad - Subjektive Bewertung ISO 8501-1 (Schwedennorm)Sa 1Leichtes StrahlenSa 2Gründliches StrahlenQuelle: DIN EN ISO 8501-1:2007Die Oberfläche muss – bei Betrachtung ohne Vergrößerung – frei sein vonsichtbarem Öl, Fett und Schmutz und losem Zunder, losem Rost, losenBeschichtungen und losen artfremden Verunreinigungen.(siehe Anmerkung 1 zu 3.1).Siehe Vergleichsmuster B Sa 1, C Sa 1und D Sa 1.Die Oberfläche muss – bei Betrachtung ohne Vergrößerung – frei sein vonsichtbarem Öl, Fett und Schmutz und nahezu frei von Zunder, nahezu freivon Rost, nahezu frei von Beschichtungen und nahezu frei von artfremdenVerunreinigungen. Alle verbleibende Rückstände müssen fest haften(siehe Anmerkung 2 und 3.1).Siehe Vergleichsmuster B Sa 2, C Sa 2 und D Sa 2.August 2012, Jan Reinmann
Strahlen als Vorbehandlung - die EinflussgrößenOberflächenvorbehandlung von StahlReinigungsstrahlenReinheitsgrad - Subjektive Bewertung ISO 8501-1 (Schwedennorm)Sa 21/2sehr gründliches StrahlenSa 3Strahlen bis auf dem Stahlvisuell keineVerunreinigungen mehr zuerkennen sindQuelle: DIN EN ISO 8501-1:2007Die Oberfläche muss – bei Betrachtung ohne Vergrößerung – frei sein vonsichtbarem Öl, Fett und Schmutz und soweit frei von Zunder, Rost,Beschichtungen und artfremden Verunreinigungen, dass verbleibendeSpuren allenfalls noch als leichte, fleckige oder streifige Schattierungen zuerkennen sind.Siehe Vergleichsmuster A Sa 2½, B Sa 2½, C Sa 2½ und D Sa 2½.Die Oberfläche muss – bei Betrachtung ohne Vergrößerung – frei sein vonsichtbarem Öl, Fett und Schmutz und frei sein von Zunder, Rost,Beschichtungen und artfremden Verunreinigungen. Sie muss eineinheitliches metallisches Aussehen besitzen.Siehe Vergleichsmuster A Sa 3, B Sa 3, C Sa 3 und D Sa 3.August 2012, Jan Reinmann
Strahlen als Vorbehandlung - die EinflussgrößenOberflächenvorbehandlung von StahlReinigungsstrahlenReinheitsgrad - Subjektive Bewertung ISO 8501-1 (Schwedennorm)AusgangsrostgradACBQuelle: DIN EN ISO 8501-1:2007DAugust 2012, Jan Reinmann
Strahlen als Vorbehandlung - die EinflussgrößenOberflächenvorbehandlung von StahlReinigungsstrahlenReinheitsgrad - Subjektive Bewertung ISO 8501-1 (Schwedennorm)AusgangsrostgradReinheitsgradAA Sa 21/2Quelle: DIN EN ISO 8501-1:2007A Sa 3August 2012, Jan Reinmann
Strahlen als Vorbehandlung - die ehandlung von StahlReinheitsgrad - Subjektive Bewertung ISO 8501-1 (Schwedennorm)AusgangsrostgradReinheitsgradBB Sa 1Quelle: DIN EN ISO 8501-1:2007B Sa 2B Sa 21/2B Sa 3August 2012, Jan Reinmann
Strahlen als Vorbehandlung - die EinflussgrößenOberflächenvorbehandlung von StahlReinigungsstrahlenReinheitsgrad - Subjektive Bewertung ISO 8501-1 (Schwedennorm)AusgangsrostgradReinheitsgradCC Sa 1C Sa 2C Sa 21/2C Sa 3D Sa 1D Sa 2D Sa 21/2D Sa 3DQuelle: DIN EN ISO 8501-1:2007August 2012, Jan Reinmann
Strahlen als Vorbehandlung - die EinflussgrößenOberflächenvorbehandlung von StahlReinigungsstrahlenOberflächenreinheit – Klebebandverfahren nach EN ISO 8502-30Partikel nicht sichtbar bei zehnfacher Vergrößerung(nahezu staubfrei)1Partikel sichtbar bei 10facher Vergrößerung, abernicht mit normalem Sehvermögen (kleiner 50 µm)2Partikel gerade sichtbar mit normalemSehvermögen (zw. 50 µm und 100 µm)3Partikel deutlich sichtbar mit normalemSehvermögen (bis zu 0,5mm Durchmesser)4Partikel zwischen 0,5mm und 2,5mm Durchmesser(immer sichtbar)5Partikel größer als 2,5mm DurchmesserdddddAugust 2012, Jan Reinmann
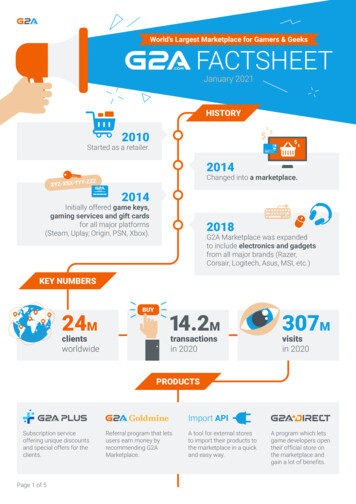
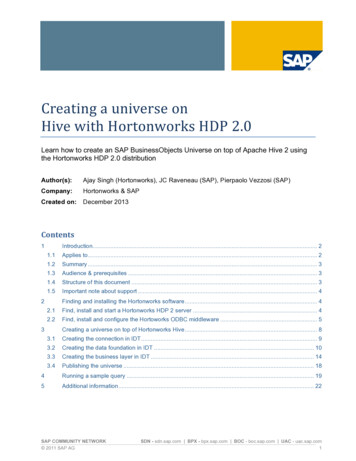
Strahlen als Vorbehandlung - die ehandlung von StahlOberflächenrauheitRauigkeit, Rauheitsprofil und SpitzenzahlEdelkorundKantige Strahlmittelerzeugen eine erheblichzerklüftetere Oberflächeals runde Strahlmittel.Stahlguss kantigStahlguss rundTraganteil einer Beschichtungist deutlich höher und damitauch deren HaftungAugust 2012, Jan Reinmann
Strahlen als Vorbehandlung - die EinflussgrößenOberflächenvorbehandlung von t, Rauheitsprofil und SpitzenzahlStahlguss rundStahlguss kantigStahlguss rundStahlguss kantigREM Aufnahme gestrahlter OberflächenAugust 2012, Jan Reinmann
Strahlen als Vorbehandlung - die EinflussgrößenOberflächenvorbehandlung von t, Rauheitsprofil und SpitzenzahlStahlguss rundStahlguss kantigDarstellung der Topographie mittels 3D Flächensensor auf dem Verfahren derWeißlichtinterferometrieAugust 2012, Jan Reinmann
Strahlen als Vorbehandlung - die EinflussgrößenOberflächenvorbehandlung von StahlReinigungsstrahlenOberflächenrauheitDie Rauheit der Oberflächelenkt auch, durch ihre Rautiefe,die Benetzungsfähigkeit unddie „Verankerung“ desBeschichtungsstoffes.August 2012, Jan Reinmann
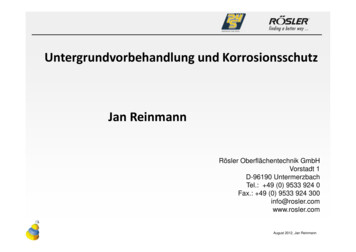
Strahlen als Vorbehandlung - die EinflussgrößenOberflächenvorbehandlung von StahlReinigungsstrahlenOberflächenrauheitJe höher der Anteil von kantigem Strahlmittel im Betriebsgemisch, um so besser dieOberflächentopographie zur Haftung von Beschichtungsstoffen. Ein Optimum an Haftungund Korrosionsschutz wurde bei Rz Werten zwischen 40µm und 70µm festgestellt.August 2012, Jan Reinmann
Strahlen als Vorbehandlung - die ehandlung von �m30µm40µm45µm50µmRauhtiefe Rz60µm70µm90µmAugust 2012, Jan Reinmann
Untergrundvorbehandlung ndlung und zur Anwendung vorgesehene Beschichtungsverfahrensind aufeinander abzustimmen.Die Eignung ist über Korrosions-Prüfungen zu ermitteln. Neben einereinwandfreien Entfettung ist zur Erzielung einer guten Haftfestigkeit undeines optimalen Korrosionsschutzes ein geeignetes Vorbehandlungsverfahren erforderlich. Strahlen mit Sa 21/2 – Sa 3 nasschemische Vorbehandlung (Eisen- oder Zinkphosphatierung) alternative Vorbehandlungsverfahren (Basis Zirkon oder Silan)August 2012, Jan Reinmann
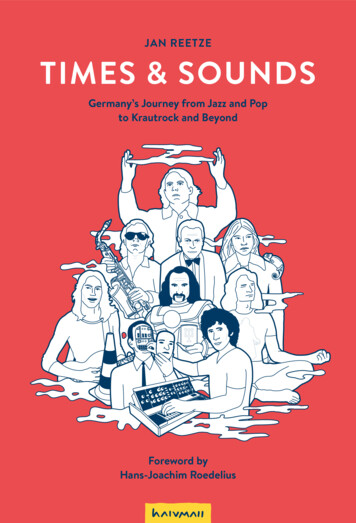
Untergrundvorbehandlung HaftungUntergrundvorbehandlung„Haftung“240 h SalzsprühtestS235 JR G IIDicke 4mmStahlguss rundS 330 nom. 0,8mmRz 50µmPulverbeschichtungUw 5-6 mmBlasen an KanteKantenrostleichte NadelsticheS235 JR G IIDicke 4mmStahlguss kantigKG H 18 nom. 1,0mmRz 70µmPulverbeschichtungUw 0,5-1 mmkeine BlasenKantenrostunruhige OberflächeAugust 2012, Jan Reinmann
Untergrundvorbehandlung HaftungUntergrundvorbehandlung„Haftung“240 h SalzsprühtestS235 JR G IIDicke 4mmStahlguss kantig KG H 40 nom. 0,425mm 50%Stahlguss rund S 330 nom. 0,8mm 50%Rz 45µmPulverbeschichtungUw 2-3 mmkeine BlasenKantenrostunruhige OberflächeAugust 2012, Jan Reinmann
Untergrundvorbehandlung HaftungUntergrundvorbehandlung„Haftung“240 h SalzsprühtestS235 JR G IIDicke 4mmStahlguss kantig KG H 40 nom. 0,425mm 75%Stahlguss rund S 330 nom. 0,8mm 25%Rz 45µmPulverbeschichtungUw 0,5-1 mmkeine BlasenKantenrostunruhige OberflächeAugust 20
Oberflächenreinheit –Klebebandverfahren nach EN ISO 8502-3 Partikel nicht sichtbar bei zehnfacher Vergrößerung (nahezu staubfrei) Partikel sichtbar bei 10facher Vergrößerung, aber nicht mit normalem Sehvermögen (kleiner 50 µm) Partikel gerade sichtbar mit normalem Sehvermögen (zw.