Transcription
6The Chlor-AlkaliIndustry6.1 Overview of the Chlor-AlkaliIndustryChlorine, Sodium Hydroxide, and SodiumCarbonate Are Primary Products of theChlor-Alkali IndustryU.S. Production of Major Productsin the Caustics Chain (1997)Chlorine (26.0 billion lbs)Sodium Carbonate (23.7 billion lbs)Sodium Hydroxide (22.7 billion lbs)Source: CMA 1998.The caustics chain begins with sodium chloride(NaCl) and forms the basis for what is oftenreferred to as the chlor-alkali industry. Majorproducts of the chlor-alkali industry includechlorine , sodium hydroxide (caustic soda),soda ash (sodium carbonate), sodiumbicarbonate, potassium hydroxide, andpotassium carbonate. Of these products,chlorine, sodium hydroxide, and soda ash accountfor the largest share of shipments from the chloralkali industry. These products are also veryimportant economically, being the chemicalsproduced in the eighth, ninth, and tenth largestamounts in the United States (in 1997, theircombined production was over 72 billion pounds)(CMA 1998).Most of the chlorine produced in the UnitedStates (about 70 percent) is used to manufactureorganic chemicals (e.g., vinyl chloride monomer,ethylene dichloride, glycerine, chlorinatedsolvents, glycols). Nearly 40 percent is used forthe production of vinyl chloride, an importantbuilding block for poly vinyl chloride (PVC) and anumber of petrochemicals (see Figure 6-1).Chlorine is also important to the pulp and paperindustry, which consumes about 15 percent of thechlorine produced annually. Other major uses forchlorine include the manufacture of inorganicchemicals, disinfection of water, and productionof hypochlorite (CMA 1998, Orica 1999).175
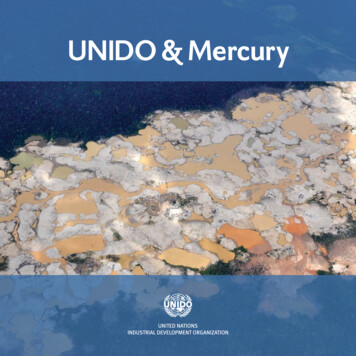
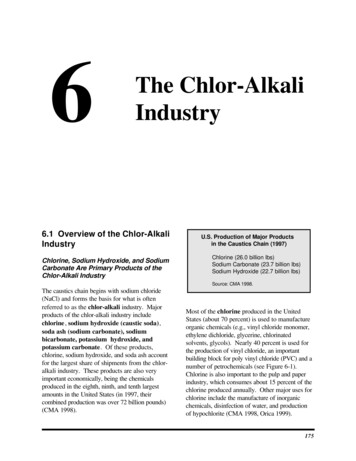
ChlorineSalt WaterCaustic Soda(SodiumHydroxide)Ethylene dichloride/vinyl chloridemonomer, polyurethanes, otherorganic compounds, pulp and paper,solvents, water treatment, titaniumdioxideChemical manufacturing, pulp andpaper, soaps and detergents,textiles, alumina, petroleum refiningThe Caustics ChainSalt andLimestone(synthetic) orTrona Ore(natural)Soda Ash(SodiumCarbonate)Glass-making, detergents andsoaps, neutralization, metals andmining, sulfite paper pulping,chemical sodium compounds,textiles processingFigure 6-1. Chlor-Alkali Products Chain (CMA 1998)About 30 percent of the sodium hydroxideproduced is used by the organic chemical industryand about 20 percent is consumed by theinorganic chemical industry for neutralization andoff-gas scrubbing, and as an input into theproduction of various chemical products (e.g.,alumina, propylene oxide, polycarbonate resin,expoxies, synthetic fibers, soaps, detergents,rayon, cellophane). Another 20 percent ofsodium hydroxide production is used by the pulpand paper industry for pulping wood chips and forother processes. Sodium hydroxide is also usedto manufacture soap and cleaning products, andas drilling fluid for oil and gas extraction(CHEMX 1999, Orica 1999).Soda ash is used primarily by the glass industryas a flux to reduce the melting point of sand. It isalso a raw material in the manufacture of sodiumphosphates and sodium silicates, importantcomponents of domestic and industrial cleaners.Other uses are in the production of metals inboth the refining and smelting stages, in sulfitepaper pulping processes, and in textiles176processing. Soda ash is also an intermediate inthe production of sodium compounds, includingphosphates, silicates, and sulfites.Demand for Sodium Hydroxide andChlorine Is Impacted by GlobalEconomiesThe chlor-alkali industry has been growing at aslow pace over the last 10 years and this rate isexpected to continue in the early years of thenew century. Chlorine and sodium hydroxide areco-products, and the demand for one will highlyinfluence the demand for the other. Over the lastseveral decades, market forces have switchedbetween chlorine and sodium hydroxide a numberof times. Chlorine demand drives the chlor-alkaliindustry, but the demand is cyclical, with chlorineand caustic soda out of phase in the marketplace.When caustic soda reaches a high level ofdemand, the direction of product flow isdependent upon Asian and European economiesand the foreign exchange rate. Foreignproducers may often export caustic soda to the
United States to keep chlorine production high,which impacts both markets and production in thiscountry (DOW 1999).Prices for both chlorine and caustic soda areimpacted by changes in vinyl exports to Asia andweakness in the pulp and paper industry.Important Asian economies (e.g., Japan) willcontinue to drive demand for both these productsand set the pace of new production facilities inthe United States. The fact that the UnitedStates remains competitive in the chlorinecaustic-vinyl cycle can be attributed to threefactors: our large supplies of energy and rawmaterials (salt and ethylene), and our large-scaleeconomy. With the exception of Taiwan, worldscale vinyl plants are not being built in Asia(DOW 1999).Other forces affecting the market for chloralkalis include environmental regulations aimed atcurtailing chlorine use. For example, restrictionson the production or disposal of products thatrequire large amounts of chlorine (e.g., PVC,chlorinated solvents) have had a negative impacton the chlorine market. Several environmentalgroups and initiatives (e.g., International JointCommission of Great Lakes Water Quality) arecalling for a gradual phaseout or immediate banon chlorine and chlorinated compounds asindustrial feedstocks, which is also impactingcommercial use of chlorine (CCC 1995, EPA1995a, CCC 1996, Ayres 1997).However, demand for PVC has been asignificant driver in the growth of chlorine useboth in the United States and globally. Theindustrialization of Asia is expected to drive PVCdemand and chlorine growth well into the nextcentury. Until a non-chlorine replacement forPVC is developed, demand will remain strong(DOW 1999).Demand for sodium hydroxide may also beimpacted by users switching to soda ash to avoidshortages of sodium hydroxide (like theworldwide shortage that occurred in the late1980s). Soda ash is very plentiful in the UnitedStates and is obtained almost entirely from naturalsources of trona ore . However, it is moreexpensive to mine soda ash than to produce 50percent caustic, so increased use of soda ash isnot likely to occur unless the price of caustic isrelatively high (Chenier 1992, DOW 1999).Demand for sodium hydroxide may also beimpacted as pulp and paper mills increasingly lookfor cost-effective ways to recycle sodiumhydroxide from spent pulping liquor. Currently,however, most of these alternatives cannotcompete on a capital and cost basis with causticsoda production, and will only impact demandwhen they become economically viable (EPA1995a, CHEMWK 1999).Chlorine is difficult to store and transporteconomically. As a result, chlorine and causticsoda are usually produced in close proximity toend-users (primarily chemical manufacturers andpulp and paper mills). Geographically, about 72percent of chlorine production takes place inchlor-alkali facilities located along the Gulf Coast;other production occurs in the vicinity of pulpmills of the Southeast and Northwest.6.1.1 Manufacture of Chlorine andSodium HydroxideChlorine and Sodium Hydroxide Are CoProducts of Brine ElectrolysisChlorine was first discovered in 1774 by theGerman chemist Scheele, and was identified asan element in 1810 by an English scientist namedDavy. Caustic soda, or sodium hydroxide, hasbeen an important industrial chemical since1853.Until 1892 sodium hydroxide was produced by thereaction of slaked lime and soda ash. That year,the electrolysis of brine was discovered as amethod of making both sodium hydroxide andchlorine. Since the 1960s electrolysis has beenthe predominant technique employed tomanufacture these two important chemicals(Chenier 1992, Orica 1999).Although electrolysis of brine is the primaryproduction method, technologies for convertingaqueous hydrochloric acid to chlorine are alsoused in the United States and Europe. A process177
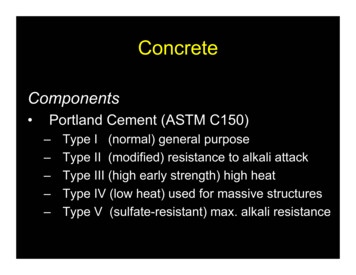
to convert anhydrous hydrochloric acid tochlorine, developed jointly by Dupont andKvarner Chemetics, was also recently unveiled.Similar technology is also being marketed inEurope by DeNora, an Italian firm.Chlorine and sodium hydroxide are co-productsthat are produced in roughly equivalent amountsthrough electrolysis of common salt in a brinesolution (about 1.1 tons of sodium hydroxide forevery ton of chlorine produced). Hydrogen isalso produced in equal molar amounts withchlorine and caustic. Chemical demand forhydrogen on the Gulf Coast is significant, and it isoften transported by pipeline long distances tomeet the needs of oil refineries. There is also anopportunity to use fuel cell technology to closelycouple the hydrogen produced with electricalpower units that can feed DC power to chlorinecells. Some demonstration units using thistechnology are in operation outside the UnitedStates (DOW 1999).During electrolysis, two electrodes are immersedin a brine solution. When a source of directcurrent is attached to the electrodes, sodium ionsbegin to move toward the negative electrode(cathode) and chlorine ions toward the positiveelectrode (anode) (Sittig 1977, IND CHEM 1990,EPA 1995a, Orica 1999).If the primary products from salt electrolysisremain in contact after formation, they can reactwith each other to form oxygenated compoundsof chlorine. Three electrolytic processes areavailable and use different methods to keep thechlorine produced at the anode separated fromthe caustic soda and hydrogen produced at thecathode. In historical order, these cells includediaphragm cells, mercury cathode or "amalgam"cells, and membrane cells. Table 6-1 provides acomparison of the various aspects of the threeelectrolysis cells, including electrical energyconsumption.Diaphragm cells use a simple and economicalbrine system and require less electrical energythan mercury cells. A primary disadvantage ofthe diaphragm cell is the low concentration of the178caustic soda solution, which requires severalconcentrative operations to achieve the purityneeded for industrial use. The caustic contains 2to 3 percent NaCl, requiring further purificationfor some industrial uses. The diaphragm cell isalso known to be a source of pollution fromasbestos fibers, the primary material of thediaphragm.Because of these disadvantages, mercurycathode cells began to compete with diaphragmcells early in the twentieth century. Mercurycells produce a much purer and extremelyconcentrated caustic product that can be usedwithout further treatment in most cases.However, mercury has extremely seriousecological impacts and when dispersed fromchemical process effluents, can enter the foodchain and lead to mercury poisoning in humans.Membrane cells are the most environmentallybenign of all the cell technologies, and haveelectricity requirements similar to those ofdiaphragm cells. The caustic solution produced isalso essentially salt-free and more concentratedthan that produced from diaphragm cells.Chemical companies have been slow to adoptmembrane technology because of operationalproblems encountered in early installations, andbecause existing facilities are fully depreciatedbut still functional (IND CHEM 1990, Ayres1997).Diaphragm and mercury cells include an anodeand cathode in contact with a brine solution. Themembrane cell cathode is only in contact with 20to 32 percent NaOH, with very low chloridecontent. Features that distinguish the cells fromeach other include the method used to keep thethree major products separated and unable to mix(chlorine gas, sodium hydroxide, and hydrogen),and the resulting product concentration (seeFigure 6-2). Hydrogen must be separated fromthe chlorine gas as mixtures of these two gasescan be explosive.
Diaphragm cells account for 71 percent of domesticproduction, mercury cells for 12 percent, andmembrane cells for 16 percent, with other methodsproducing about 1 percent (CI 1999). Totalproduction costs for using cells are a function of rawmaterials, energy, operating costs, and capitaldepreciation. Today, membrane cell technology isonly a small factor in new capacity. Membrane celltechnology requires a secondary brine treatment,disposal or recycling of spent anolyte, and hasrelatively high capital costs. Most diaphragm cellproducers continue to rebuild their existing diaphragmcells, rather than convert to membranes.Chemical Reaction in Salt Electrolysis2NaCl 2 H2O 62NaOH Cl2 H2SaltWaterSodium Chlorine HydrogenHydroxideTable 6-1. Characteristics of Various Chlorine/Sodium Hydroxide Electrolysis CellsComponentDiaphragm CellMercury CellMembrane CellCathodeSteel/steel coating withnickelMercury flowing over steelSteel or nickel with anickel-based coatingAnodeTitanium with rutheniumand titanium oxidecoatings; iridium oxideadded to improveperformance and extendlifeTitanium with rutheniumand titanium oxidecoatings; iridium oxideadded to improveperformance and extendlifeTitanium with rutheniumand titanium oxidecoatings; iridium oxideadded to improveperformance and extendlifeDiaphragm/Membrane MaterialAsbestos and fibrouspolytetrafluoroethyleneNoneIon-exchange membrane(fluorinated polymers)Cathode Product10 to15% sodiumhydroxide solution,containing 15 to17% salt(NaCl) (sent to evaporatorfor further processing);hydrogen gasSodium amalgam (sent forfurther processing througha decomposer cell)30-33% sodiumhydroxide solution (sentto evaporator for furtherprocessing); hydrogengasAnode ProductChlorine gas containingsome oxygen, salt, watervapor, and sodiumhydroxideChlorine gas containingsome oxygen, salt, andwater vaporChlorine gas containingsome oxygen, salt, andwater vaporEvaporator/Decomposition Product50% sodium hydroxidesolution containing 1%salt; solid salt fromevaporator50% sodium hydroxidesolution; hydrogen gas50% sodium hydroxidesolution with very littlesaltElectricityConsumption2,550 to 2,900 kWh/tonchlorine gas3,250 to 3,450 kWh/tonchlorine gas2,530 to 2,600 kWh/tonchlorine gasSources: Sittig 1977, EPA 1990, EPA 1992b, EPA 1995b, DOW 1999.179
Figure 6-2. Comparison of Chlorine/Sodium HydroxideElectrolysis Cells (IND CHEM 1990, EPA 1995a)ChlorineSaturatedAnode ( )brineMercuryCellIons (Na )DepletedCathode (-)Na-Hg amalgambrineAmalgamto decomposerMercury inHydrogenChlorineSaturatedSodiumions (Na )brineChlorideions (Cl -)BrineAnode( )DiaphragmCellHydroxyions (OH -)Cathode(-)Dilute caustic sodaand sodium iumions (Na )brineChlorideions (Cl -)MembraneCellOH -DepletedbrineAnode( tic soda
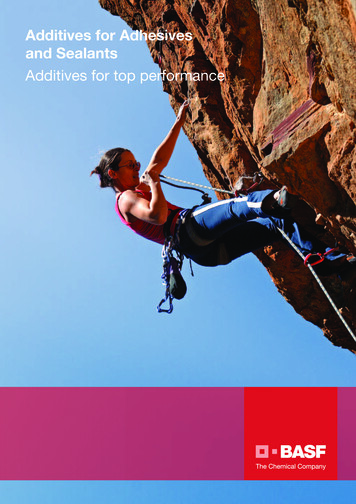
In a diaphragm cell, multiple cells containing ananode and cathode pair are mounted verticallyand parallel to each other (see Figure 6-3).Cathodes are usually a flat hollow steel mesh orperforated steel sheet covered with asbestosfibers and fibrous polytetrafluoro-ethylene(PFTE), and function as the diaphragm. Themix of fibers is typically about 75 percentasbestos and 25 percent PFTE. The anode isusually constructed of titanium plates coveredwith layers of Group VIII oxides with metalconductivity (ruthenium oxide, titanium oxide).The overall process flow is shown in Figure 6-4.Brine flows continuously into the anode chamberand then through the diaphragm to the cathode.Chlorine gas is formed at the anodes, andsodium hydroxide solution and hydrogen gas areformed directly at the cathode. By allowingliquid to pass through to the cathode, but not thefine chlorine gas bubbles, the diaphragmprevents the mixing of hydrogen and chlorine.The diaphragm also limits the back-diffusion ofhydroxide ions formed at the cathode. Theback-migration of hydrogenFigure 6-3. Typical Diaphragm Cell (Chenier 1992)181
Figure 6-4. Diaphragm Cell Process (IND CHEM 1990, EPA 1992b, EPA 1995a)Key Energy and Environmental Facts - Diaphragm Cell ProcessEnergyNet Electricity use:4,649 Btu/lb chlorine2,725 kWhr/ton chlorineEmissionsEffluentsLargest source - fugitiveand point sourceemissions (chlorinegas, carbon dioxide,carbon monoxide,hydrogen, and Freon)Largest source - wash waterfrom chlorine processing(spent sulfuric acid, which isreclaimed and reused)ions across the diaphragm represents the mostinefficient aspect of the cell. The hydrogen gas andchlorine gas are drawn off separately from the topof the cell, and the residual brine containing 10 to 15percent sodium hydroxide is taken from the bottomof the cell. After being de-humidified and cooled,the hydrogen is sent to storage. For a less pureproduct, the chlorine is first cooled (using a Freonor similar refrigerant), then washed with sulfuricacid in a packed column to dry it. The spentsulfuric acid is recovered and reused. Diaphragm182Wastes/ByproductsScrapped diaphragms (lead,asbestos) and cell partscells will have dissolved air and carbon dioxide thatenter with the brine, and leave the process viachlorine purification.Demand for purified chlorine is high, andrepresents the largest share of chlorine produced.Purified chlorine is produced by compressing andcooling the gas to a liquid state. The liquid chlorineis fractionally distilled to remove chlorinated tarscalled “taffy” in the heavy fraction. The lightfraction contains inerts such as air, carbon dioxide,
and impurities such as bromine and iodine.Gaseous chlorine is transferred for use by pipelineor liquid chlorine is transported by rail car to offsitecustomers (DOW 1999). Rail cars and barges aregenerally purged with nitrogen to remove thechlorine and the chlorine is scrubbed in a towerwith caustic. The resulting hypochlorite is treatedwith bisulfite and the effluent is treated for disposal.The dilute sodium hydroxide solution containsresidual salt and must undergo an evaporativeprocess to produce a product at a usableconcentration. The greatest disadvantage todiaphragm cells is the large amount of salt that mustbe removed at this stage. The need for saltcolumns, centrifuges, cyclones, clarifiers, and filtersincreases the complexity, capital cost, and energyuse in a diaphragm-based caustic plant (DOW1999).Figure 6-5 shows the general arrangement for theconcentration and production of the final sodiumhydroxide product. This process concentrates thecell liquor from the diaphragm cell by evaporatingwater from the dilute caustic and separating theresidual salt. The end result is a 50 percent sodiumhydroxide solution with 1 percent residual sodiumchloride.The advantage of diaphragm cells is that theyoperate at a lower voltage than mercury cells anduse less electricity. The brine feedstock can alsobe less pure than that required by mercury ormembrane cells.The mercury cell process (see Figure 6-6) usestwo cells: an electrolyzer cell and a decomposercell. The electrolyzer is essentially an electrolysiscell consisting of a large steel container shaped likea rectangular parallelogram with lined walls under acovering of flexible and anti-explosive rubber. Athin layer of mercury of about 3 millimeters in depthflows over the bottom of the steel container, servingas the cathode for the process. A saturated brinesolution of about 25 percent NaCl by weight flowsthrough the container above the mercury.into the cell cover and suspended horizontally inthe brine solutions. The height of the anodes in thebrine is adjusted to obtain an optimum distancefrom the mercury cathode.In the electrolyzer, chlorine evolves from theelectrolytic decomposition of NaCl and movesupward through gas extraction slits in the cellcover. The chlorine gas is removed, purified, andsent to storage. Sodium ions are absorbed in themercury layer, and the resulting sodium andmercury mixture (amalgam) is sent on to thedecomposer cell.The decomposer is essentially a short-circuitedgalvanic cell and consists of a small cylindricalsteel tower divided into two parts. The amalgamis semi-decomposed in the upper section, and thedecomposition is then completed in the lower part.Graphite serves as the anode and amalgam servesas the cathode. The amalgam and water flowingthrough the cell come into direct contact with thegraphite. In both parts of the tower the amalgamis decomposed by water with the formation ofsodium hydroxide, the reformation of mercury, andthe production of hydrogen gas.The mercury generated can be reused in theprimary electrolytic cell. A relatively highlyconcentrated (50 percent) solution of sodiumhydroxide is formed and can be used as it is orafter it is further concentrated. The hydrogen gasis purified and used elsewhere in the plant.The depleted brine leaving the cell contains a highconcentration of NaCl (21 to 22 percent byweight). Dissolved chlorine is removed from thissolution, and it is resaturated with NaCl andpurified for re-use. The high concentration ofsodium hydroxide solution produced and theabsence of residual salt are the major advantagesof the mercury cell. No further evaporation or saltseparation is needed to produce the finishedproduct. However, mercury cells require highervoltage than both diaphragm and membraneThe anode, consisting of titanium sheet coated withruthenium oxide and titanium oxide, is incorporated183
Electrolysis CellLiquor (10-15%Sodium HydroxideWaterVaporSteamSodium Hydroxide(Caustic)EvaporationEmissionsCondensate to BoilerSalt Removal System(salt columns,centrifuges, cyclones,clarifiers, filters)Primary ProductCausticConcentrationRecoveredSalt (NaCl)50% SodiumHydroxide(1% Nacl)70-74%SodiumHydroxideCaustic Fusion andFlakingAnhydrousSodiumHydroxideFigure 6-5. Sodium Hydroxide (Caustic) Evaporation Process(Sittig 1977, IND CHEM 1990, Chenier 1992, EPA 1992b, Orica 1999)cells, and use more energy. The process alsorequires as input a very pure brine solutionwithout metal contaminants.There are also environmental consequences tothe use of mercury. Through contaminatedeffluents it can enter the food chain via planktonand accumulate in the adipose tissue of fish. Fishproducts can then act as a vehicle in conveyingmercury compounds with neurotoxic properties(e.g., mercury poisoning). Tremendousimprovements in the cell technology havesignificantly reduced emissions184from these plants. However, precautions aretaken to prevent releases of mercury to theenvironment. Liquid effluents from the mercuryprocess are treated with sodium sulfide toremove mercury before any discharge. Themercury compounds are combined with brinetreatment sludges for further treatment anddisposal. Traces of mercury occur in causticsoda and hydrogen generated from the mercurycell process. These are removed from causticsoda by filtration. With hydrogen, they areremoved by cooling followed by absorption withactivated carbon (Orica 1999, DOW 1999).
Figure 6-6. Mercury Cell Process(IND CHEM 1990, EPA 1992b, EPA 1995a, Orica 1999)Key Energy and Environmental Facts - Mercury Cell ProcessEnergyNet Electricity use:Gross: 5,715 Btu/lb chlorine3,350 kWhr/ton chlorineEmissionsEffluentsWastes/ByproductsLargest source fugitive and pointsource emissions(chlorine, Freon, andmercury)Largest source - wastewater frombrine pumps, cell wash water,sumps (small amounts ofmercury); chlorine processingwastewater (sulfuric acid)Spent graphite fromdecomposer cells, spentcaustic filtration cartridges fromthe filtration of caustic sodasolution, spilled mercury fromsumps, and mercury cell“butters”185
In a membrane cell the anode and cathode areseparated by a water-impermeable, ion-conductingmembrane (see Figure 6-7). In this process thebrine solution flows through the anodecompartment and chlorine gas is generated at theanode. Sodium ions migrate through themembrane to the cathode compartment, wheresodium hydroxide solution is flowing. Waterhydrolizes at the cathode and releases hydrogengas and hydroxide ions.The combination of sodium and hydroxide ionsproduces sodium hydroxide which reaches aconcentration of about 30 to33 percent beforeleaving the cell. The membrane preferentiallypasses positive sodium ions from the anodechamber to the cathode chamber. Negativelycharged chloride and hydroxide ions are primarilyrejected by the membrane. As a result, thesodium hydroxide solution typically contains lessthan 100 ppm NaCl. The depleted brine leavesthe anode compartment and is resaturated withsalt for reuse in the membrane cell.Stainless steel or nickel is typically used as acathode in the membrane cell. The cathodes arealso often coated with a catalyst (nickel-sulfur,nickel-aluminum, nickel-nickel oxide, platinumgroup metals) to increase surface area and reducethe hydrogen evolution potential. Anodes aresimilar to those used in both diaphragm andmercury cells (ruthenium and titanium oxide ontitanium).The membrane’s material and design are critical tocell operation. Membranes must maintain stabilityafter exposure to both chlorine and strong causticsolution. They require low electrical resistanceand must allow the transport of sodium ions but notchloride ions. Membrane materials currently inuse are fluorinated polymers with pendantfunctional groups that make them ion-selective.The advantage of membrane cells is the relativelypure sodium hydroxide solution produced and thelower electricity requirements than eitherdiaphragm or mercury cells. In addition,membrane cells do not require the use of toxicmaterials (e.g., asbestos, mercury).186Disadvantages of the membrane cell include theneed for processing of the chlorine gas to removeoxygen and water vapor, and for moderateevaporation to increase the concentration of thecaustic solution. Another disadvantage is that thebrine entering a membrane cell must be of veryhigh purity to prevent contamination of themembrane, which requires costly purification ofthe brine prior to electrolysis. The membraneseparator in these cells is expensive and easilydamaged, and has a shorter lifetime thandiaphragm and mercury separators.6.1.2 Brine ProductionBrine Production and Purification AreRequired for All CellsRegardless of the type of cell employed, asuitable brine must be prepared prior to enteringthe cell. Different levels of purification arerequired for the various cells, and some requireremoval of metals or other impurities.Salt is obtained from the mining of naturaldeposits or from seawater (via solar evaporation),and contains impurities that must be removedbefore it can be used in the electrolytic cell.Impurities include primarily calcium, magnesium,barium, iron, aluminum, sulfates, and tracemetals. Impurities can negatively affect theelectrolytic cell by precipitating out and blockingor damaging membrane or diaphragm materials.Impurities can also poison the catalytic coating onthe anode and cathode. In the case of themercury cell, some trace metals (e.g., vanadium)can reduce efficiency and cause the productionof potentially dangerous amounts of hydrogengas. Impurities can also lead to the production ofchlorinated compounds, a situation that cannegatively impact cell performance (EPA 1995a).The first phase of brine preparation includes thedissolution of sea salt and rock salt in a water anddilute brine mix (see Figure 6-8). The amount ofmaterial dissolved is a function of brineconcentration, residence time, and temperature.In all cases the brine-solid salt mixture is allowedto reach equilibrium so that a saturated solution of
approximately 25 weight percent is produced.Purification is accomplished through two steps:Sulfate levels in the brine can be controlled byadding calcium chloride to a side stream toprecipitate the sulfate as calcium sulfate. Thesludge containing this compound can then beremoved and disposed of in a landfill. In somecases the brine is evaporated to a solid salt toremove sulfates (DOW 1999, Orica 1999).CThe addition of Na2 CO3 (soda ash) and NaOH(caustic soda) to precipitate Ca2 , Mg2 , Fe3 ,and Al3 ionsC The addition of NaOCl if there is any ammoniapresent, and CaCl2 to eliminate (SO 2-)4 ionsHigh Purity BrineBrine ResaturationWaterHydrogen Gas (H2)RecoveredSalt (NaCl)ElectricityChlorine Gas (Cl2),Oxygen, Water VaporMembraneCellCell Liquor (32-35%Sodium Hydroxide)50% SodiumHydroxide(1% Nacl)Liquor RecirculationCondensateLiquor yLiquor SeparationBrine RecyclePurifiedChlorineChlorine ProcessingHydrogen ProcessingActivatedCarbonPurifiedHydrogenFigure 6-7. Membrane Cell Process(IND CHEM 1990, EPA 1992b, EPA 1995a, Orica 1999)Key Energy and Environmental Facts - Membrane Cell ProcessEnergyNet Electricity use:4,375 Btu/lb chlorine2,565 kWhr/ton chlorineEmissionsLargest sources - fugitive andpoint source emissions(chlorine and Freon)EffluentsLargest source - chlorineprocessing wastewater(sulfuric acid); ionexchange wash water.Wastes/ByproductsScrapped cell parts(used membranes,anodes, cathodes)187
WaterWaterSalt Mining BySolutionSalt Dissolving/Make- Up BrineRecycleSaltCausticSoda/SodaAshBrine Purificationand deSludge/Brine MudSteam/FuelBrine HeatingPurified Brine toElectrolysis CellsFigure 6-8. Brine Purification (Sittig 1977, EPA 1995a)Key Energy and Environmental Facts - Brine PurificationEnergyNet Energy use:1,424 Btu/lb chlorineEmissionsLargest sources - heaterstack gas (CO, SOx, NOx,hydrocarbons, andparticulates)EffluentsRecycle brine/brinepurgeWastes/ByproductsBrine mud (magnesium hydroxide,calcium carbonate, and bariumsulfate; mercury in elemental formor as mercuric chloride; calciumsulfate; mercury sulfide)Purification creates a precipitation sludge (brinemud) that is washed to recover entrained sodiumchloride and then disposed of in a landfill. If themercury process is used, brine purification sludgeswill contain trace levels of mercury. In this casethe sludge is treated with sodium sulfide to bind themercury as mercury sulfide (an insolublecompound) and the sludge may be further bound bycasting the sludge into concrete blocks. Theseblocks are tested for leachability and then disposedof into a controlled landfill.feed the cells. Sand filters are commonly usedfor clarification and filtration.The second step in br
(CMA 1998). Most of the chlorine produced in the United States (about 70 percent) is used to manufacture organic chemicals (e.g., vinyl chloride monomer, ethylene dichloride, glycerine, chlorinated solvents, glycols). Nearly 40 percent is used for the production of vinyl chloride, an important building block for poly vinyl chloride (PVC) and a