Transcription
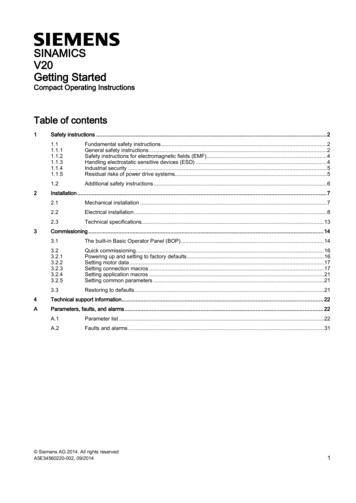
Industrial SolutionsChlor-AlkaliElectrolysisThree Best-in-ClassTechnologies
Six centers of excellence,global reachHeadquartersDortmundMilanHouston“We not only offer you the threemarket-leading technologies forchlor-alkali electrolysis, we alsooffer an all-round package as aone-stop-shop supplier.”Denis Krude, CEO, thyssenkrupp Uhde Chlorine Engineers
Why we arebest in classOkayamaShanghaiTokyoAt thyssenkrupp Uhde Chlorine Engineers we supply leadingtechnologies and comprehensive solutions for high-efficiencyelectrolysis plants. Headquartered in Dortmund, Germany, we arerepresented around the world with additional centers of excellencein Okayama, Tokyo, Shanghai, Milan and Houston. Thanks to ourglobal presence we are always close to our customers and capableof providing fast and comprehensive technology services. Someindication of our size is given by the annual output of 39 millionmetric tons (mt) of chlorine from chlor-alkali electrolysis plantsfor which we were awarded contracts.We are not just world-leading experts for electrochemical technologies but also part of the thyssenkrupp Industrial Solutions businessarea. This business area – a world-leading planning, engineering,construction and service company in the field of industrial plantsand systems – develops top-quality solutions that deliver efficiency,reliability, and sustainability over the entire life cycle of a plant.With a global network of some 19,000 employees at 70 locations,thyssenkrupp Industrial Solutions delivers turnkey plants worldwidethat set standards in terms of value added and resource-savingtechnologies. At thyssenkrupp Uhde Chlorine Engineers we profitfrom thyssenkrupp Industrial Solutions as a powerful parent,sturdy backbone and source of expanded global reach as well asadditional technological know-how. And our customers benefitfrom synergies within the Group.Content040610141618thyssenkrupp Industrial Solutionsthyssenkrupp Uhde Chlorine EngineersTechnology expertise & EPC competenceThree best-in-class technologies:- BiTAC family (filter press)- BM2.7 series (single-element)- ODC technologyCost-effectice solutionsService portfolio
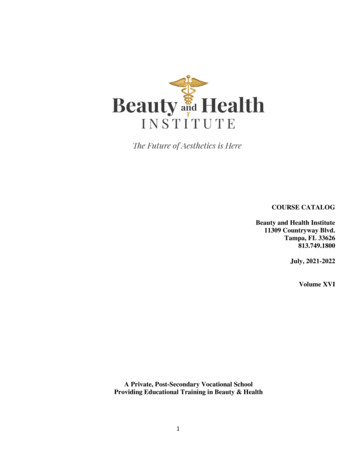
Technology expertise and EPCcompetence from your one-stop shopWorldwide, we have planned and implemented some600 electrochemical plants, over 40 of them as turnkeyengineering, procurement and construction (EPC) projects.FeedstocksBrine pitationand clarificationNaClSodium chloride salt2 NaCl 2 H2OgAlternative sSaturationCl2 2 NaOH H2KClPotassium chloride saltSulphateconcentrationand etedbrineChloratedecompositionTransformer / rectifier
In all these projects, we have worked sideby side with customers and extensivelyproven our expertise in implementing projects from small facilities to huge chlor-alkaliplants with capacities of over 800,000 mt/year of NaOH. From the licensing businessthrough engineering and procurement projects to very complex, turnkey projects wehave demonstrated our ability to implementprojects on time, to the highest standardsof quality, and to our customers’ completesatisfaction.Proven qualityAt thyssenkrupp Uhde Chlorine Engineerswe offer state-of-the-art products that feature engineering of the highest quality whiletaking economic, ecological and safetyconsiderations into account. The expertisewe have gained in the field of electrochemical plants is partly the fruit of long-lastingcollaboration with important industrialpartners and customers.Added value andcomplete process chainsOur proven EPC competence in turnkeyprojects is enhanced by the know-how,resources and global experience ofthyssenkrupp Industrial Solutions.Our business area also offers EDC,VCM and PVC plants which can use thechlorine directly for EDC production.ProductsCausticChlorine treatmentChlorineAbsorption andsafety systemTail lorite*DrychlorineLiquidchlorineHCl synthesisHydrochloricacidHydrogenHydrogen treatmentHydrogenCaustic32 %Caustic32 %**Catholyte coolingCaustic30 %H20CausticconcentrationCaustic50 %*** NaClO or KClO** NaOH or KOH
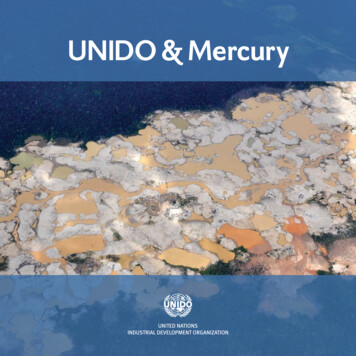
06 Sample reference:BorsodChem, Hungary (commissioned in 2005, 2006 and 2012)NaOH capacity: 200,000 mt/yearTwo different generations of BiTACsin a single cell room; first-generation BiTACs replaced by the latestnx-BiTAC in autumn 2015. Anextensive reference list is availableon request.
BiTAC 07The BiTAC family:Setting standards inlow power consumptionThe latest BiTAC generation in our portfolio is based onmore than two decades of expertise and experience in filterpress technology.First marketed in 1994, the pioneeringfilter press bipolar ion-exchange membraneprocess electrolyzer, BiTAC, set a newbenchmark in low power consumption at2,200 kWh/t at 6 kA/m2. It was also theworld’s first zero-gap cell to achieve a highcurrent density of 6 kA/m2. Moreover, BiTACminimized damage to the ion-exchangemembranes, which tend to be more vulnerable in a zero-gap environment. These BiTACdesign principles have been maintained ineach subsequent generation, with eachone featuring the same active area of3.27 m2. The n-BiTAC introduced in 2005further reduced power consumption to2,060 kWh/t and featured a 0.15 mm finecathode mesh. Then, in 2013 the launch ofthe nx-BiTAC marked another milestone inenergy savings at 2,010–2,025 kWh/t, andwas also the first ever cell to include fineanode mesh. Within three years of beingfirst marketed, nx-BiTAC has achievedrecord sales of 20 projects worldwide.nx-BiTAC benefits- Fine anode mesh reduces cell voltage (minimized gas stagnation)- Smooth anode surface with no dents thanks to unique spot-welding tip- Superior separation of gas and liquid- Single piece of cathode mesh to fill gap losses and maximize active surface- Elastic cushion with large number of contact points to decrease IR drop andmake homogeneous distribution of current density possible- Superior inner circulation to ensure uniform concentration and brine supply
08 The design of the nx-BiTAC elementsbrings the following benefits:CathodeAnode(NaOH and H2 production)(Cl2 production)Gas and liquidseparatorWoven mesh cathode with coil cushionThe cathode face on the nx-BiTAC element is entirely covered with ahigh-density woven mesh with an activated cathode coating. Wovenmesh conducts current without dampening the advantageous effect ofthe cathode cushion and anode mesh. A cushion conductor with aflexible spring function presses the woven mesh and the ion-exchangemembrane against the anode at optimum pressure. This “zero-gaptechnology” drastically improves current distribution. The results:remarkably low power consumption even at high current densitiesdue to low structural voltage drop, better electrolyte mixing, andsmoother gas separation.Cathode aswoven meshCoil cushionIon-exchangemembrane
BiTAC 09BiTAC elementgBiTAC elementggHosesHosesTieTierodsrodCellCell rackrackHeaderFine anode mesh with smooth surfaceThe semi-fine anode mesh allows smoother gas releasefrom the anode mesh surface and contributes to voltagereduction. A superior current distribution as well as lessvoltage drop over the metallic structure are the result.The new “no-dent spot welding” technique ensures acompletely flat face over the whole anode mesh surface –for uniform contact with the ion-exchange membraneand an extended membrane lifespan.The filter press technology utilizedin the BiTAC series has specific advantages- Low sealing force required for gaskets, no bolts needed- Fast remembraning of complete electrolyzer- Smaller maintenance area required- Lower power consumption through joining anode andcathode compartments by explosion bondingDowncomerThe downcomer utilizes the gas lift effect tocreate a high degree of internal brine circulation. This ensures an ideal distribution withuniform density and temperature within theanode compartment. The cathode compartmenthas no downcomer as caustic soda and hydrogen are easily separated and the differencebetween the inlet and outlet concentrationsof the caustic soda are very small.By electrolyzing an aqueous solution of sodium chloride, theelectrolyzer produces gaseous chlorine and sodium hydroxide aswell as hydrogen, the principal by-product. Chlorine is producedat the anodes, sodium hydroxide and hydrogen at the cathodes.The overall reaction is as follows:2 NaCl 2 H2O g Cl2 2 NaOH H2
10 Sample reference:Vestolit Marl, Germany(commissioned 2007)Capacity: 236,900 t/year of NaOH;210,000 t/year of Cl2An extensive reference listis available on request.
BM2.7 11The BM2.7 single-elementseries: Major energy savingsfrom zero-gap technologyNearly 30 years after the Uhde single-element membranecell was first marketed, the highly successful BM2.7 seriesis now in its sixth generation. However, cells from everygeneration are compatible, having an identical activearea of 2.72 m2.From the BM2.7v3 in 1997, the first laserwelded cell where internals on the anodeside allowed acidified operation, to theBM2.7v6 launched in 2012, the first fullzero-gap cell featuring a flexible elasticelement in the proven BM2.7 single-elementdesign, the BM2.7 series has set newstandards in chlor-alkali electrolysis.The current 6th generation reduces powerconsumption to 2,020–2,035 kWh permetric ton of NaOH at 6 kA/m2.Single-element elastic element zero gapThe defining feature of the BM2.7v6 isa zero gap over the entire active membranearea. This is achieved by combining anUhde single-element with an elasticelement. With the woven mesh cathodedesign and a state-of-the-art coating,high resistance to reverse pressure andpressure upsets is also ensured. Thecombination of the single and elasticelements brings key benefits.Key benefits of the BM2.7 single-element series- Energy savings: Much lower energy consumption thanks to increasedutilizable area of membrane combined with full zero-gap design- Enhanced energy efficiency: More uniform current distribution to membraneand better release of gas bubbles to reduce any possible stagnation of gastransport inside cell- No leaks: 100 % leakproof cell throughout service life due to single-elementdesign with unique sealing and hose system- Contact pressure independently controlled: Direct control of pressureapplied to elastic elements and thus to membranes irrespective of torque forcesapplied on bolts of flanges for the sealing system- Extended membrane service life: Membranes run in optimal contact windowto ensure zero gap across full active area and increase membrane service life
12 Every BM2.7 “single-element” is fullyassembled and tested before insertingit into the electrolyzer stack.CathodeAnode(NaOH and H2 production)(Cl2 production)Cathode aswoven meshZero gapCombining an expanded-metal currentdistributor with a woven mesh cathodeand an elastic element enables a “zerogap” over the whole membrane area tobe achieved. The whole membrane areais active, and significant energy savingsas well as a longer membrane life arethe results.Ion-exchangemembraneElastic elementCurrent distributorAnode asexpandedmetal
BM2.7 13RollsSingle-elementSingle-elementgCell rackTierodsrodTiegBusbarBusbarHosesHeaderShoulder and innercollecting channelSmooth, safe operationBM2.7v6 benefitsBrine and chlorine (anode side) as well ascaustic soda and hydrogen (cathode side)are continuously transported from feedpipes at the bottom to the upper end of thecompartments. This ensures that the membrane works optimally.- Unique sealing and hose system,100 % leakproof up to 4.7 barg(operating pressure: below 0.5 barg)- Roller suspension of each single-element ensuresprecise adjustment of contact pressure- Hard, long-wearing PTFE gaskets- Assembly and testing of elements inclean area outside cell house- Assembled elements can be storedfor many months- Fast and simple replacement of elementswith fully pre-tested elements- Only one type of element in one electrolyzer(no special end elements required)Gas and liquid are separated completely inthe collecting channel, ensuring two homogeneous outlet phases and minimizinginternal differential pressure fluctuations.This enhances membrane life even further.For maximum safety, both compartmentsremain flooded even in stand-by mode sohydrogen and chlorine gases cannot meet.DowncomerThe downcomer has a special V-shape andutilizes the gas lift effect to create a highdegree of internal brine circulation. Thisensures an ideal distribution with uniformdensity and temperature within the anodecompartment. The cathode compartment hasno downcomer as caustic soda and hydrogenare easily separated and the differencebetween the inlet and outlet concentrationsof the caustic soda are very small.By electrolyzing an aqueous solution of sodium chloride, theelectrolyzer produces gaseous chlorine and sodium hydroxideas well as hydrogen, the principal by-product. Chlorine is produced at the anodes and sodium hydroxide and hydrogen atthe cathodes. The overall reaction is as follows:2 NaCl 2 H2O g Cl2 2 NaOH H2
14 Oxygen-depolarizedcathode: Quantum leapin sustainabilityIn countries where electricity is expensive, the NaCl-ODCelectrolysis technology developed in collaboration withCovestro (formerly Bayer Material Science) offers distinctadvantages: for example, up to 25 % less energy consumption than conventional membrane-based technology.Hydrogen formation suppressedNaCl-ODC electrolysis technology is basedon oxygen-depolarized cathodes (ODCs)integrated into the single-element electrolysis technology (BM2.7 design). Thedecisive difference between NaCl-ODCelectrolysis and conventional membranebased technology is in the cathode;the anode is no different. The oxygenintroduced into the cathode compartmentsuppresses the formation of hydrogen,which results in a reduction in cell voltagefrom around 3 V to 2 V. This in turn enablesODC technology to cut power consumptionby up to 25 %, for example, 1,590 kWH/mtNaOH at 6 kA/m2. Alternatively, if powerconsumption is kept constant, a corresponding power capacity increase is possible. By saving energy, ODC technologyindirectly helps customers to improvetheir carbon footprint and enhance theirsustainability image.Easy upgrades, fully compatibleWhat’s more, a plant running on conventional membrane technology can be partlyor entirely converted to NaCl-ODC technology, if required. Since the electrolysiscells and brine cycle are fully compatible,NaCl-ODC and conventional membranetechnologies can be easily combined ina single plant.ODC benefits- Up to 25 % less energyconsumption than conventionalmembrane-based technology- Ecologically valuable solutionthanks to lower CO2 emissions- BM2.7 and ODC technologiescombinable in a single plantthanks to full compatibility ofelectrolysis cells and brine cycle- Reliable, well-proven technology- Higher degree of site flexibilitywith regard to electricity andhydrogen supplies
ODC technology 15The ODC processCathodeAnodeNaOH 30 %Collecting channelO2Support structureAnode electrodeElastic elementMembraneODCDowncomerPercolator300g NaCl / lO2NaOH 32 %210g NaCl / l Cl22 NaCl H2O ½ O2g Cl2 2 NaOHThe ODC structure itself consists of a current distributor(woven metal mesh), a catalyst and a binder. Thecurrent distributor acts as a support structure for thecatalyst and the binder. The reaction proceeds inseveral steps: It starts with permeation of oxygen intothe porous ODC structure followed by a second step,in which oxygen dissolves in the caustic electrolyteand diffuses on the catalyst surface. Oxygen is thenchemically reduced and the reaction products areremoved by convective transport. Characteristic forthe process is the 3-phase boundary of liquid, gasand solid at the catalyst surface where the reactionoccurs. This is essential to bring oxygen, caustic andcatalyst in contact for the reaction and it sets our celldesign apart from other technologies.
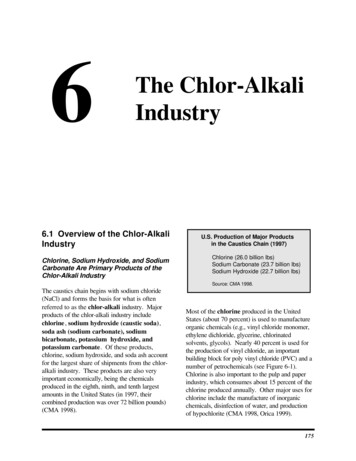
16 Two solutions for cost-effectivechlorine productionSeveral innovations in our contract-execution concepts arespecifically designed to make cost-effective, space-savingchlorine production possible.Sample reference:Leuna-Harze GmbHLeuna, Germany(commissioned 2012)Capacity: 15,000 t/year of Cl2Contract: EPC LSTKPicture shows skid delivery.
Cost-effectice solutions 17Compact cell-house designThe largely standardized compact cell-house design has beenoptimized to deliver low investment costs, minimize space requirements and ensure easy maintenance. By putting special emphasison equipment and a space-saving construction, this cell-houseapproach makes lower investment costs possible. It reduces theamount of steel structures needed in the process building andutilizes the space under the electrolyzers in the best possible way,for example, by placing tanks, pumps and heat exchangers there.The cell house has no pits and the catholyte system is an integratedpart of the design.Solvay S.A., Tavaux, France (commissioned 2012);Capacity: 270,000 t/year of NaOHSkid-mounted technologyAs the market evolves, the demand forsmall-capacity chlorine plants is growing:liquid chlorine transportation is becomingmore difficult and expensive; chlorine andcaustic are the building blocks for industriesin remote areas; and securing sustainablesupplies of chlorine and caustic is becominga key objective for chemical companies.To specifically address the needs of smallscale chlorine producers, we have translated our process and technology expertisein complete plants to our skid-mountedtechnology. Skid-mounted chlorine plantshave a capacity of 5,000 or 15,000 mt/a ofCl2 and consist of standardized, pre-assembled modules in steel skids, which comein a standard container size for ease oftransportation.Benefits of skid-mounted plantsWe offer, for example, brine filtration, NaClor HCl electrolyis, chlorine drying/cooling/liquefaction, waste gas dechlorination, andsodium hypochlorite production skids.Moreover, individual skids can be installedin existing plants for modernization ordebottlenecking purposes.- Standardized engineering foroptimized costs- Process simplification to reduce costs- Fewer civil and erection works on site- Lower capital expenditure risks- Much faster project schedule thanconventional plants
18 Worldwide service –everything from a singlesourceOur ongoing aim is to enter into long-term partnershipswith our customers. Therefore, our world-leading technologies and solutions for high-efficiency electrolysisplants are rounded off by a comprehensive service portfolioto meet all your operational needs – wherever in the worldyour plant may be located.Long-term partnershipIf you want a plant that fulfills the highest possible efficiency and safety standardsthroughout its service life, we are just the partner you need. Our modular service portfoliowill provide ongoing support in minimizing power consumption and maximizing plantavailability, safety and product quality – so you can achieve your goal of becoming abest-in-class producer.ElementManufacturerFull service –maximum service,minimal downtimeThe challenge in electrolyzermaintenance is to minimizedowntime and ensure workundertaken is of the highestquality. This is where ourfull-service package comesinto play. Your main benefits:a single point of responsibility,our comprehensive expertiseand experience, and our highlyqualified service nkruppUhde ChlorineEngineersCustomerAssemblyPartnerSpare PartsSupplierCoatingSupplierLeasingof Elements
Service portfolio 19Spare partsThe innovative design of our electrolyzersensures any required maintenance activitiesare kept to a minimum. However, if yourplant is to run economically, efficiently andreliably, it is vital to use nothing but ourcertified and carefully tested spare partswhen components need to be replaced.We use proven supply chains to minimizedelivery times.Upgrades & retrofitsTo improve the performance of your plant,we offer a range of services which significantly reduce the energy consumed permetric ton of NaOH. These upgrades orretrofits can be carried out for an entire cellroom or individual electrolyzers. In the lattercase, we make maximum use of the existingequipment in your cell room.Digital plant monitoring and optimizationUhde EvaluatorThe Uhde Evaluator measures andanalyzes the voltages and operatingparameters of the single-elements –125 times per second with an accuracy of3 mV to ensure maximum safety levels. Itthen uses these precise measurements todiagnose the condition of the elements andforecast their future condition. This makesfor safer plant operation, on-point maintenance, clear reporting and simplifiedtroubleshooting.Remote condition monitoringPlant operating data generated from avariety of sources (e.g. Uhde Evaluatorand Uhde Administrator ) is sent to ourTechnology Service Center for furtheranalysis. This feedback is then analyzedby our specialists for the purposes of plantoptimization and performance improvement. Preventive analysis, as offered bythis tool, increases plant availability andmakes smart scheduling of targetedmaintenance possible.
Industrial SolutionsElectrolysis and Polymers Technologiesthyssenkrupp Uhde Chlorine EngineersVosskuhle 38, Harpen-Haus44141 Dortmund, GermanyP: 49 231 547 0F: 49 231 547 -chlorine-engineers.comthyssenkrupp Uhde Chlorine Engineers (Japan) Ltd.7F, Sakura Nihombashi Bldg.13-12, Nihombashi Kayabacho 1-Chome, Chuo-kuTokyo 103-0025, JapanP: 81 3 5614 8211sales.tkuce-japan@thyssenkrupp.comthyssenkrupp Uhde Chlorine Engineers (Shanghai) Co., Ltd.7F, Tower 2, 988 Shenchang Road, Minhang DistrictShanghai 201106, P.R. ChinaP: 86 21 6922 upp Uhde Chlorine Engineers (Italia) S.r.lVia L.Bistolfi, 35Milano 20134, ItalyToll free no.: 800 652300 (within Italy only)P: 39 02 21291F: 39 02 rupp Uhde Chlorine Electrolysis (USA) Inc.16285 Park Ten Place, Suite 150Houston TX 77084, United States of AmericaP: 1 713 337 8700sales.tkuce-usa@thyssenkrupp.com
and systems - develops top-quality solutions that deliver efficiency, reliability, and sustainability over the entire life cycle of a plant. With a global network of some 19,000 employees at 70 locations, thyssenkrupp Industrial Solutions delivers turnkey plants worldwide that set standards in terms of value added and resource-saving .