Transcription
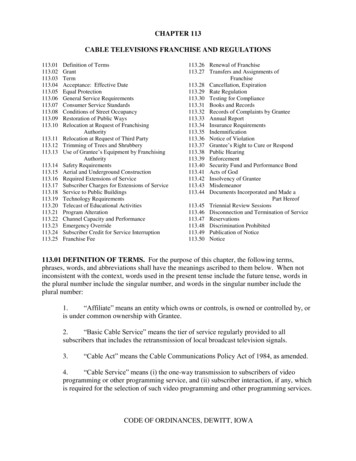
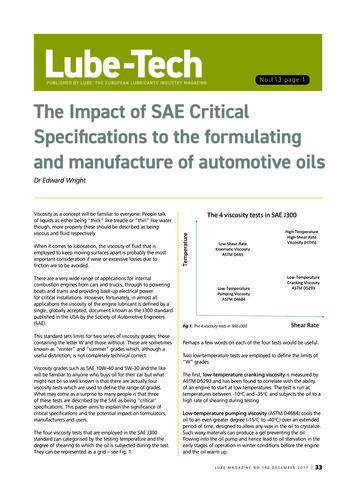
Lube-Tech-No.113 page 1PUBLISHED BY LUBE: THE EUROPEAN LUBRICANTS INDUSTRY MAGAZINEThe Impact of SAE CriticalSpecifications to the formulatingand manufacture of automotive oilsDr Edward WrightViscosity as a concept will be familiar to everyone. People talkof liquids as either being “thick” like treacle or “thin” like waterthough, more properly these should be described as beingviscous and fluid respectively.When it comes to lubrication, the viscosity of fluid that isemployed to keep moving surfaces apart is probably the mostimportant consideration if wear or excessive losses due tofriction are to be avoided.There are a very wide range of applications for internalcombustion engines from cars and trucks, through to poweringboats and trains and providing back-up electrical powerfor critical installations. However, fortunately, in almost allapplications the viscosity of the engine lubricant is defined by asingle, globally accepted, document known as the J300 standardpublished in the USA by the Society of Automotive Engineers(SAE).This standard sets limits for two series of viscosity grades; thosecontaining the letter W and those without. These are sometimesknown as “winter” and “summer” grades which, although auseful distinction, is not completely technical correct.Viscosity grades such as SAE 10W-40 and 5W-30 and the likewill be familiar to anyone who buys oil for their car but whatmight not be so well known is that there are actually fourviscosity tests which are used to define the range of grades.What may come as a surprise to many people is that threeof these tests are described by the SAE as being “critical”specifications. This paper aims to explain the significance ofcritical specifications and the potential impact on formulators,manufacturers and users.The four viscosity tests that are employed in the SAE J300standard can categorised by the testing temperature and thedegree of shearing to which the oil is subjected during the test.They can be represented as a grid – see Fig. 1.Fig 1. The 4 viscosity tests in SAE J300Perhaps a few words on each of the four tests would be useful.Two low-temperature tests are employed to define the limits of“W” grades.The first, low-temperature cranking viscosity is measured byASTM D5293 and has been found to correlate with the abilityof an engine to start at low temperatures. The test is run attemperatures between -10oC and -35oC and subjects the oil to ahigh rate of shearing during testing.Low-temperature pumping viscosity (ASTM D4684) cools theoil to an even greater degree (-15oC to -40oC) over an extendedperiod of time, designed to allow any wax in the oil to crystalize.Such waxy materials can produce a gel preventing the oilflowing into the oil pump and hence lead to oil starvation in theearly stages of operation in winter conditions before the engineand the oil warm up.LUBE MAGAZINE NO.142 DECEMBER 201733
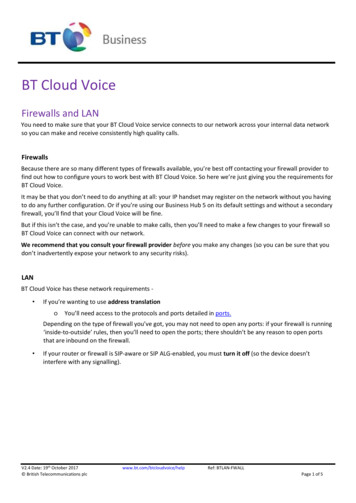
Lube-Tech-PUBLISHED BY LUBE: THE EUROPEAN LUBRICANTS INDUSTRY MAGAZINEThen there are the two high-temperaturetests which mainly apply to the gradeswhich don’t contain the letter “W” andare often used on their own to describemonograde lubricants i.e. those thatcontain no viscosity index improver.The simplest of these tests is kinematicviscosity which is run at 100oC by ASTMD445 and measures the rate of flow ofthe oil under the influence of gravity.Most oil laboratories, even the mostrudimentary, will run this test which isalso used for transmission fluids and,with modifications, industrial oils as well.However, its simplicity is probably itsmost attractive feature as in a real enginesituation the only time when the oil isflowing under gravity at a temperaturearound 100oC is when it is draining backto the sump, and this is hardly the moststressful of its operations.Of significantly more importance is theother high-temperature test known asthe high-temperature high-shear-rate(HTHS) viscosity. This is measured bya number of different methods but allat 150oC which is a more realistic figurefor the working parts of an engine andsubjects the oil to the sort of high shearrates which are likely to be found incritical parts such as the bearings andbetween piston rings and cylinder wallsunder severe operating conditions.The HTHS viscosity is an extremelyimportant parameter to the enginedesigner. Too low a figure and the oil willnot keep moving metal surfaces apartwhich can lead to very high rates ofwear and early engine failure. Too higha value will result in the efficiency of theengine, and hence the fuel economy,being reduced. Much of the recentimprovements in fuel economy havecome about due to the development ofspecial oils with low HTHS values.Taken together these tests completelydefine products in the SAE J300 standardwhich is shown in Table 1.Up to now, nothing has been said aboutthe Critical Specifications mentioned inthe title of this paper. So, what are they?They are defined as being specificationswhich due to some aspect of the productcharacteristic or end-use of the product,or both, require that the user has a highdegree of assurance that the true valueof the product property actually meets, orexceeds, the quality level indicated by thespecification limit value.No.113 page 2So, what does this mean in practice?Let’s take the case of a blender making aSAE 30 oil. This should have a kinematicviscosity at 100oC measured by ASTMD445 of between 9.3 and 12.5 mm2/s.Suppose the blender tests the productand gets a result of just above thespecification minimum, say 9.301 mm2/s.Now the blender could argue thatthe product met the specificationand therefore release it for sale. But,kinematic viscosity is defined in the SAEJ300 as being a critical specificationso there should be a high degree ofassurance that the true value is withinspecification. Generally, the highdegree of assurance equates to a 95%confidence level or being right 19 timesout of 20.Even if the blender’s equipment formeasuring viscosity is perfectly calibratedand exhibits no bias there will alwaysbe some imprecision in the test results.For a Critical Specification the blendershould only release the material if theresult obtained is far enough inside thespecification to take into account thisinherent variation. This more conservativevalue is known as the Acceptance Limit.The SAE J300 standard directs the readertowards another standard (ASTM D3244)when it comes to dealing with these issuesand how far from the Specification Limitthe Acceptance Limit lies. Basically theycan be very close together for laboratorytests which have a high degree ofprecision. Fortunately kinematic viscosityby D445 is such a test and whereas theSpecification Limits for a SAE 30 oil are 9.3to 12.5mm2/s, the Acceptance Limits are9.376 to 12.40mm2/s.Table 1. The SAE J300 Standard for Automotive Engine Oils34LUBE MAGAZINE NO.142 DECEMBER 2017In practice a blender is unlikely to releasea batch of material that is really close tothe specification limit because it allowsno tolerance for the viscosity to changeas a result of the packaging process. Inthe case of kinematic viscosity, as theAcceptance and Specification Limitsare close together, the fact that this isa critical parameter is not likely to be a
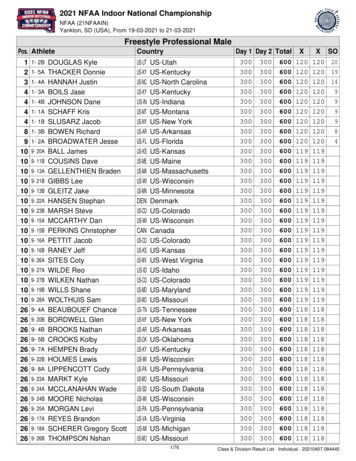
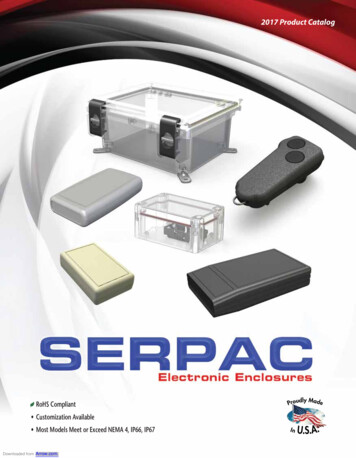
Lube-Tech-No.113 page 3PUBLISHED BY LUBE: THE EUROPEAN LUBRICANTS INDUSTRY MAGAZINEsignificant problem. However, in the caseof other SAE J300 tests this is far fromthe case, as we shall see later.For the sake of completeness, it isnecessary to see how these AcceptanceLimits are calculated. ASTM D3244describes the process in detail andalso gives a methodology for resolvingdisputes between a supplier and receiverwho have both tested the same materialand obtained differing results. However,in the case of a blender deciding whetherthey should or should not release producton a single test result the followingequations apply.For a maximum specification:Acceptance Limit S - 0.594* R whereS is the specification limit and R is thepublished reproducibility of the testmethod.Similarly, for a minimum specification:Acceptance Limit S 0.594* RThese equations are both for 95%confidence limits.Using these equations, a table can bebuilt to show both Specification andAcceptance Limits for SAE J300 kinematicviscosity – see Table 2.As can be seen from Table 2, thedifference between Specification andAcceptance Limits for kinematic viscositytested by ASTM D445 is quite small duethe extremely high precision associatedwith this test method. Unfortunately, thesame cannot be said for the other testsreferred to in the SAE J300 standard.These will now be examined in turn.Low-Temperature Pumping Viscosityby ASTM D4684Although the SAE J300 standard specifiesthat just one method (ASTM D4684)shall be used to determine this criticalparameter there is a slight complicationin that it allows 2 separate proceduresand these have different published levelsof precision. In this paper only the morerecent Procedure A will be considered asthis employs more modern coolingtechniques, as well as removing the needTable 2. ASTM D445 Kinematic Viscosity Acceptance Limits for unused engine oils– based on single testfor using methanol as a heat transfermedium with all its associated toxicityissues.Procedure A has the additional advantagethat the published precision data is nottemperature dependent so the samefigure can be used for any grade from0W-xx to 15W-xx oils, which were theonly grades used in the precision study.Around the maximum specificationlimit of 60,000 mPa.s the publishedreproducibility is 14.6% of the meanresult for unused oils.Using the expression quoted above:Acceptance Limit S - 0.594* R 60000 – 0.594* 8760 54800 mPa.sTherefore, the blender should not releasethe product if, when a single sampleof the material is tested, a result forlow-temperature pumping viscosity ofgreater than 54800 mPa.s is obtained.For the record, the precision ofProcedure B was not quite as good asProcedure A when 10W-xx and 15W-xxoils were evaluated and significantlyworse when 5W-xx and 0W-xx oils werestudied. This implies that anyone usingthis procedure on older test instrumentsshould not release blends unless theyare significantly further within thespecification limits.High-temperature high-shear-rate(HTHS) viscositySwitching to the other high-temperaturetest, that of HTHS viscosity, there is afurther complication in that there is morethan one method allowed in the SAEJ300 to determine this critical parameterand they do not share common levels ofprecision.For this paper only ASTM D4683 whichemploys the commonly used TaperedBearing Simulator Viscometer will beconsidered.Table 3. Specification and Acceptance limits for HTHS viscosity by ASTM D4683LUBE MAGAZINE NO.142 DECEMBER 201735
Lube-Tech-No.113 page 4PUBLISHED BY LUBE: THE EUROPEAN LUBRICANTS INDUSTRY MAGAZINEWhile the precision of this test methodis not temperature dependent, differingvalues are reported for each of theHTHS viscosity limits shown in the SAEJ300 standard. From these results theacceptance limits for HTHS viscosity havebeen calculated and are shown in Table 3together with the SAE J300 specificationlimits.Acceptance limit values have beenquoted to the nearest 0.01 mPa.s asthis is the protocol required by the testmethod. However, it should be notedthat in the SAE J300 standard (as wellas other automotive standards suchas the ACEA sequences) the minimumvalues for HTHS viscosity are shown toonly 1 decimal place. This difference is alikely source for interpretation by bothformulators and any blender that has thecapability of measuring HTHS viscosity,particularly given the importance of thisparameter in meeting fuel economytargets.Low-temperature Cranking Viscosityby ASTM D5293 – Cold CrankingSimulator (CCS)This test is different from those thathave been discussed already in that it isdeemed to be a non-critical specificationin the SAE J300 standard.Table 4. Specification and Acceptance Limits for Low-temperature crankingviscosity by ASTM D5293Although the precision using thisprocedure is not temperature dependent,the specification limits do change withtemperature and hence the acceptancelimits track them. This being a non-criticalspecification, the test uncertainty addsto the specification maximum to give ahigher acceptance limit.The Specification and Acceptance limitsfor oils covered by this method are shownin Table 4.If the customer receives product that failshis test for cold cranking viscosity, he isentitled to check with the supplier thatthe product passed before beingA non-critical specification is defined asone that requires assurance only thatthe product property is not significantlypoorer than the specification limit.With non-critical specifications thesupplier can blend up to, but notexceeding, the specification maximum.They should not release the product if itis in excess of the specification maximumno matter how close it is to the limit.If the customer tests the product andobtains a fail versus the specification limitbut it is less than the acceptance limitderived from test reproducibility, there isno cause to reject the product.ASTM D5293 has two procedures but forthe sake of simplicity only the modernthermoelectric cooling systems will beconsidered.36Table 5. The SAE J306 Standard for Automotive Gear OilsLUBE MAGAZINE NO.142 DECEMBER 2017released, this being a requirement of theSAE J300 standard.In the event that the supplier and customercannot reach an agreement then additionaltesting should be undertaken on the samematerial, which will have the effect ofreducing the statistical uncertainty andestablishing a better “true” value for theparameter under consideration.A word on gear oilsIn the same way that SAE J300 describesthe viscometric requirements ofautomotive engine oils, there is a similarstandard – SAE J306 – which deals withautomotive (manual) gear oils.
Lube-Tech-No.113 page 5PUBLISHED BY LUBE: THE EUROPEAN LUBRICANTS INDUSTRY MAGAZINEThis has just two tests, high-temperaturekinematic viscosity again using ASTMD445 and low-temperature viscosityusing a Brookfield viscometer. Both ofthese are designated as being criticalspecifications. Table 5 shows the allowedSAE grades and their respective limits.The kinematic viscosity specificationlimits are quite wide and as ASTM D445is a very precise test the AcceptanceLimits are close to the SpecificationLimits and should not cause a significantproblem for formulators or blenders.However, there is a separate issue withthe kinematic viscosity of gear oils inthat J306 states that they should stillmeet the kinematic viscosity limits afterthe product has been subjected to veryhigh levels of shear in a test that lastsfor 20 hours. In practice this only reallyimpacts 75W-90 gear oils but meansthat they have to be manufacturedwith very shear resistant viscosity index(VI) improvers often based on polyalkylmethacrylate (PAMA). Using the sort ofVI Improvers usually found in engine oilswill result in gear oils that fail to meetthis SAE J306 requirement.SummaryAlthough the SAE standards for theviscosity limits of automotive engineand gear oils are universally acceptedwithin the industry, some of theirfeatures appear to be less widely known.In particular the concept of criticalspecifications and the more stringentacceptance limits that go with them maybe new to a number of readers.Formulators need to work within theacceptance limits if their customers,the blenders, are to have any chanceof meeting their obligations when newproducts are placed on the market.Similarly, blenders should avoid thetemptation to alter formulations in anattempt to reduce costs if this means thatproducts will fall the wrong side of thesemore demanding limits.Dr. Edward ‘Ted’ WrightFollowing a period of researchat Cambridge, Ted joined theEsso Research Centre and wasresponsible for electron microscopyand all aspects of elementalanalysis.Moving into lubricants hispositions within Esso includedquality control, marketing andprocurement. For a number ofyears he was on assignment asTechnical Manager at Comma Oil.Ted is still very much involved in thelubricants industry, especially withtraining, and consults on problemsolving. He also serves on theTechnical Review Panel of the VLSscheme.An understanding of these requirementsshould bring about an improvement inlubricant product quality and hopefullythis short paper will have at least gonesome way to raise awareness amongstreaders.If the ASTM D445 test for kinematicviscosity can be described as having highlevels of precision the same cannot besaid of the other test required by theJ306 standard, that of low-temperatureviscosity using the Brookfield methodASTM D2983.In this test the specification limit is thesame across all grades and is set at150,000 mPa.s maximum. However, thetest temperature varies from a modest-12oC for a 85W grade down to -55oCfor a 70W product.Taking the case of the increasinglypopular 75W-90 gear oil, this has to betested at -40oC and at this temperaturethe reproducibility of the test using aliquid bath to do the cooling is 28.5%.Calculating the Acceptance Limitproduces a figure just under 125,000mPa.s which is quite a long way fromthe already challenging specification of150,000 mPa.s.LUBE MAGAZINE NO.142 DECEMBER 201737
viscosity at 100oC measured by ASTM D445 of between 9.3 and 12.5 mm2/s. Suppose the blender tests the product and gets a result of just above the specification minimum, say 9.301 mm2/s. Now the blender could argue that the product met the specification and therefore release it for sale. But, kinematic viscosity is defined in the SAE