Transcription
Gestione Progettorobertomana.itIntroduzione a PLC e SCADAIntroduzione a PLC e SCADARev Digitale 2.0 del 01/09/2019Introduzione . . .Costruttori di PLC . . . .Tipi di PLC . . .233Pannelli Operatore . . . . 3HMI e SCADA . . . 5Personal SCADA . . . 7La programmazione dei PLC . . . .8pag 1
Gestione Progettorobertomana.itIntroduzione a PLC e SCADACos’è il PLCIl PLC (Controllore Logico Programmabile) viene utilizzato per gestire lamovimentazione automatica degli impianti industriali.Rispetto al PC presenta: Capacità di elaborazione molto inferiore (può eseguire un unicoprogramma alla volta e riconosce soltanto un numero estremamente ridotto diistruzioni base, istruzioni abbastanza simili al vecchio Assembler 8086) Estrema robustezza ed affidabilità. Non si ferma mai.E’ abbastanza simile ad Arduino con un singolo programma eseguito all’infinito.E’ costituito da: un alimentatore 24 VDC in corrente continua Il controllore vero e proprio costituito a sua volta da:- una CPU in grado di eseguire un singolo programma alla volta- una memoria persistente flash per la memorizzazione del programma- una RAM per la memorizzazione delle variabili un certo numero di moduli di ingresso 24 VDC, su cui possono essereacquisiti segnali digitali o analogici provenienti dai vari sensori disposti sulcampo. Ogni modulo di ingressi digitali gestisce di solito 16 o 32 ingressi un certo numero di moduli di uscita 24 VDC 0,5 A digitali o analogici chevanno a comandare elettrovalvole (avanti indietro) o teleruttori / inverter perl’avvio / arresto motori. Ogni modulo di uscite digitali gestisce di solito 16 o 32ingressi. Le uscite sono di solito 24 VDC per cui se i sensori sul campo sono 24VAC occorre passare attraverso un relè.Rispetto ad Arduino presenta: Tensione di lavoro superiore (24V contro 5V), quindi maggiore immunità aidisturbi e possibilità di trasmissione dei segnali a distanze maggiori Elevata Modularità con possibilità di comporre la postazioni di lavoro sullabase delle singole esigenze, arrivando a gestire un numero elevatissimo diingressi e uscite (alcune migliaia). Estrema robustezza ed affidabilità. Non si ferma mai.pag 2
Gestione Progettorobertomana.itIntroduzione a PLC e SCADACostruttori di PLCI principali costruttori di PLC sono SiemensAllen BradleyOmronInsieme coprono oltre l’80 % del mercato.Esistono poi moltissimi altri costruttori minori: Telemecanique, ABB, Philips, CGE, etc.In provincia di Cuneo è molto usato Allen Bradley:Michelin, Saint Gobain, Ferrero, MiroglioTipi di PLCEsistono due categorie principali di PLC: Piccoli, con una memoria limitata e in grado di gestire un numero limitato epredefinito di ingressi / uscite (typ max 16/32). Ingressi e Uscite non sono sumoduli separati ma sono direttamente disponili sulla CPU. Simili ad Arduino.Molto più compatti e costi decisamente inferiori.Esempi:- Siemens Serie 200 (programmabili tramite un software denominatomicrowin). Ora sostituiti dalla serie 1200- Allen Bradley PLC 500 (programmabili tramite un software denominatoRSLogix 500) Grandi, modulari, cioè in grado di gestire un elevato numero di moduliindipendenti di ingressi / uscite, più moduli particolari, come ad esempio:Schede di comunicazioneSchede di conteggio veloceSchede d controllo assi (per controllare motori passo passo oppuremotori brushless)Esempi :- Siemens Serie 300 (programmabili tramite un software denominato STEP 7).Ora sostituiti dalla serie 1500- Allen Bradley PLC 5 (programmabile tramite un software denominatoRSLogix5)Pannelli OperatoreIl PLC gestisce la movimentazione di un impianto sulla base di sensori / attuatori ma,come arduino, non dispone di nessuna interfaccia utente. Andare a modificare i parametri all’interno del programma PLC è scomodissimoe lo può fare solo un tecnico (informatico o elettrotecnico)Parallelamente ai PLC sono nati i cosiddetti pannelli operatore costruiti dallostesso costruttore del PLC in grado di comunicare direttamente con il PLCpag 3
Gestione Progettorobertomana.itIntroduzione a PLC e SCADAI vecchi pannelli operatoreSiemensAllen BradleyOPPanel ViewIl Pannello Operatore è un pannello Touch Screen che consente di Controllare l’impianto, nel senso che consente di inviare dei comandi al PLCe modificarne i parametri (ad esempio aumentare / diminuire i tempi dimovimentazione o la velocità dei motori) Supervisionare l’impianto nel senso che, con una grafica abbastanzarudimentale, è possibile vedere in ogni momento che cosa sta facendol’impianto (motore in movimento, elettrovalvole alte / basse, presenza /assenza materiale). Visualizzare e storicizzare gli allarmi E’ molto importante per la produzionevisionare gli allarmi in corso ma anche avere una storicizzazione, in modo daper risalire alla storia di un certo difetto. L’allarme viene attivato su un bit delPLC ma il messaggio corrispondente viene memorizzato all’interno del pannelloConfigurazione del Pannello OperatoreIl Pannello Operatore non ha un’interfaccia di programmazione, ma viene configuratomediante un software specifico acquistato dallo stesso costruttore del PLC. Laconfigurazione di un Pannello consiste essenzialmente nel linkare ogni oggetto di ognipagina ad una variabile della memoria del PLC.Comunicazione con il PLCIl Pannello comunica con il PLC mediante un protocollo proprietario enormalmente esegue lettura / scrittura di variabili numeriche memorizzate all’internodel PLC. La comunicazione tra Pannello e PLC è completamente trasparente alprogrammatoreLimiti del Pannello Operatore Dal punto di vita della supervisione, il Pannello utilizza una grafica semplice edessenziale Dal punto di vista del controllo di impianto il Pannello non è in grado di gestireed elaborare dati in proprio, ma si limita a fare da interfaccia verso i datipresenti PLC. Anche le tecniche di inserimento dati sono poco flessibiliGli attuali Pannelli Operatore sono sostanzialmente dei PC dotati di unsistema operativo (spesso windows) per cui sono diventati a tutti gli effettidegli HMI.pag 4
Gestione Progettorobertomana.itIntroduzione a PLC e SCADAHMI e SCADAPer superare i limiti dei Pannelli Operatore tradizionali negli impianti più grandi ilControllo / Supervisione viene eseguito centralmente mediante un PC, demandandoad eventuali Pannelli decentralizzati l’inserimento / lettura di valori localirelativamente a singole sezioni dell’impianto.HMI - Human Machine InterfaceSi tratta di PC dedicati che realizzano una Interfaccia Utente in grado di fornire unarappresentazione dell’impianto (SINOTTICO) con schematizzazione di tutti i sensori eattuatori che si ricolorano in base allo stato.Molto più dettagliato rispetto al Pannello Operatore. Grafica avanzata, con librerie di simboli ed elementi abbinabili alle variabili delPLCPossibilità di Impostare dati e ricetteGestione degli allarmi in corsoEs : Siemens WINCC eseguibile sia su un qualunque PC sia su un pannello operatoreSiemens.SCADASupervisory Control And Data AcquisitionSupervisione, Controllo di Processo e Acquisizione di dati.Rispetto agli HMI lo SCADA è in grado di : storicizzare i dati all’interno di un database (tipicamente SQL Server) fornire elaborazione dei dati stessi (graficizzazione, elaborazioni statistiche,etc.) tramite la scrittura di codice custom (tipicamente C o Visual Basic)richiamabili in corrispondenza di certi eventi (click, timer tick, etc).Inoltre mentre gli HMI sono normalmente legati al singolo produttore di PLC (vediWINCC), gli SCADA sono più generali e presentano driver di comunicazione verso tuttile principali famiglie di PLC.Principali SCADA Commerciali Wonderware InTouch Intellution FIX (Intellution è stata acquisita nel 2004 da GE Fanuc)Factory LinkMovicon della PROGEA di ModenaCUBE della ORSI di GenovaAnche Lab View (un po’ forzatamente) può fungere da SCADA.pag 5
Gestione Progettorobertomana.itIntroduzione a PLC e SCADAVantaggi degli SCADA commerciali La facilità di configurazione. Avendo già simboli e protocolli dicomunicazione preconfezionati, il “programmatore” si limita ad eseguire unasemplice configurazione che consiste nel:- Disegnare il layout dell’impianto- Abbinare i vari oggetti al corrispondente indirizzo su PLCUniformità delle applicazioni in tutte le sedi. Ad esempio il gruppo SaintGobain utilizza l’abbinamento Allen Bradley / Intouch in tutti i suoistabilimenti, dall’Europa al Sud Africa al Nord America.Limiti degli SCADA commerciali Il costo, molto elevato, con licenze di sviluppo (8000 ) e licenze Run Timelegate al numero di variabili utilizzabili.La rigidità tipica di un ambiente preconfezionato. Di solito non è possibileutilizzare simboli grafici non presenti in libreria. La gestione degli allarmi deveessere eseguita secondo le modalità dello SCADA.Su un impianto il costo di uno SCADA in genere non deve superare il 10 % rispetto alcosto dell’impianto.pag 6
Gestione Progettorobertomana.itIntroduzione a PLC e SCADAPersonal SCADAPer avare la massima libertà di programmazione e non dover pagare continue licenzee aggiornamenti, molte software house anche di dimensioni medie piccole, hannoiniziato a sviluppare sistemi personalizzati di controllo e supervisione d’impianto.Ovviamente questo approccio non è conveniente nel caso di singoli impianti, ma iniziaad avere il suo tornaconto nel momento in cui aumenta il numero delle installazioni. Tutta la piena libertà di un linguaggio di programmazione.Costo inferiore se si creano e riutilizzano apposite classi di supporto.Il problema principale di questo approccio è la gestione della comunicazione con ilPLC. Poiché ogni costruttore di PLC ha sviluppato ed utilizza protocolli propri, perfacilitare lo sviluppo di Personal Scada, fin dal 1996 è stato sviluppato un standarddenominato OPC in grado di offrire al client una interfaccia standard di accesso ai datidi qualsiasi PLC, indipendente cioè dal PLC sottostante, qualunque esso sia.Perché non portare tutta l’elaborazione su PC ?Tentato negli anni passati, ma mai decollato. Il PLC è reputato molto più affidabile del PC. Un programma PLC deve girare 24ore al giorno 365 giorni l’anno senza fermarsi mai. Inoltre è molto più facile mantenere un PLC che non un PCNormalmente i PC fungono solo da SCADA Possono esserci anche più PC diinterfaccia. In genere però uno solo comunica con l’impianto (Master). Gli altri(Slaves) non comunicano con l’impianto ma comunicano soltanto con il server cherende disponibili i dati acquisiti da PLC.pag 7
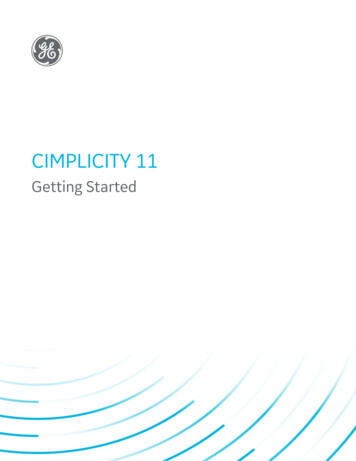
Gestione Progettorobertomana.itIntroduzione a PLC e SCADALa programmazione dei PLCSul PLC viene caricato un unico programma che viene eseguito all’infinito in modociclico. Un ciclo, o scansione, consiste nelle seguenti fasi: Il PLC campiona lo stato degli ingressi scrivendo il valore in una appositaarea dati della RAMEsegue l’intero programma in cui, in base al valore degli ingressi, vengonoeventualmente attivati alcuni segnali di uscita all’interno di una apposita areadati della RAMSulla base dei valori delle uscite memorizzati nella RAM provvede adaggiornare fisicamente i segnali di uscita.Ciclo Scansione PLCIl programma viene scritto dal programmatore su PC mediante appositi software e poi“scaricato” all’interno del PLC mediante apposito cavo di connessione. Ilprogrammatore, in qualsiasi momento può verificare cosa sta facendo il PLCcollegandosi al PLC con un computer ed analizzando on line l’evoluzione delprogramma all’interno del PLCI linguaggi di programmazione dei PLCInizialmente i PLC erano programmati mediante un linguaggio testuale simileall’Assembler che, ad esempio, in Siemens era chiamato AWL.Estremamente difficile e complicato.Verso la metà degli anni 80 nasce un nuovo linguaggio di programmazione dettoladder (a contatti) che consente di realizzare l’intero programma in modo visualetramite contatti e bobine (approccio elettrotecnico) oppure tramite porte logiche(approccio più informatico)I PLC Siemens iniziano a supportare pienamente il linguaggio ladder soltanto a partireda metà degli anni 90.Oggi si sta diffondendo anche il linguaggio SCL (Structured Control Language) che è unlinguaggio testuale strutturato più vicino ai tipici linguaggi informatici di più alto livello.pag 8
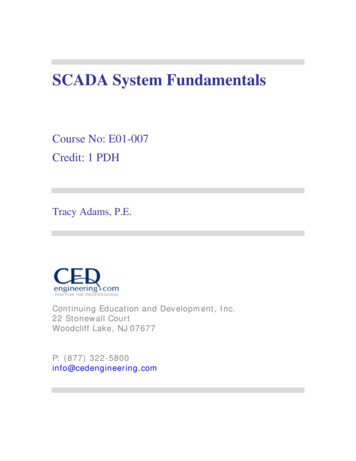
Gestione Progettorobertomana.itIntroduzione a PLC e SCADAEsempio di una tipica istruzione ladder:La riga precedente (Allen Bradley) utilizza le tre principali istruzioni del linguaggioladder: Contatto Normalmente Aperto (vero se il bit corrispondente vale 1) Contatto Normalmente Chiuso (vero se il bit corrispondente vale 0) Bobina, eccitata se la sequenza a monte risulta vera.In pratica il Contatto Normalmente Aperto è una istruzione del tipoif (variabile TRUE) then .mentre Contatto Normalmente Chiuso è una istruzione del tipoif (variabile FALSE) then .La Bobina è una istruzione di comando condizionato di una uscita digitale. Comandal’eccitazione di un contatto di uscita. E’ come se chiudesse temporaneamente un relè.Il relè rimane chiuso fino a quando la condizione di comando rimane vera. Nelmomento in cui la condizione diventa falsa la bobina viene rilasciata.Il relè deve essere comandato in un unico punto del programma.Se viene comandato in più punti, l’ultimo comando “copre” tutti gli altri.Il programma è diviso in moduli (sottoprocedure). Il programma principale : in Siemens è fisso ed è costituito dal blocco denominato OB1. in AB può essere un blocco qualunque previa opportuna impostazione.Il programma principale può richiamare i vari moduli mediante un’istruzione di JUMPcondizionato. Questa istruzione si chiama : JUMP in Allen BradleyCALL in Siemenspag 9
- Siemens Serie 300 (programmabili tramite un software denominato STEP 7). Ora sostituiti dalla serie 1500 - Allen Bradley PLC 5 (programmabile tramite un software denominato RSLogix5) Pannelli Operatore Il PLC gestisce la movimentazione di un impianto sulla base di sensori / attuatori ma, come arduino, non dispone di nessuna interfaccia utente.