Transcription
Friction 10(1): 159–166 N 2223-7690CN 10-1237/THRESEARCH ARTICLETribological interactions of 3D printed polyurethane andpolyamide with water-responsive skin modelAshish K. KASAR1, Ashton CHAN2, Victor SHAMANAEV3, Pradeep L. MENEZES1,*1Department of Mechanical Engineering, University of Nevada, Reno NV 89557, USA2Department of Mechanical Engineering, New York University, New York 11201, USA3Department of Mechanical Engineering, University of Nevada, Las Vegas NV 89154, USAReceived: 04 July 2020 / Revised: 16 October 2020 / Accepted: 10 November 2020 The author(s) 2020.Abstract: 3D printing in the textile and fashion industry is a new emerging technology. Applications of 3Dprinting for designing clothes and other wearable accessories require tribological and biological understandingof 3D printing plastics against the complex human skin to mitigate skin-friction related ailments such ascalluses and blisters. This study provides tribological insight in search of an optimal 3D printable material thathas minimal friction against the skin. Two low friction 3D printable materials, thermoplastic polyurethane(TPU) and polyamide (TPA) were chosen and tribological testing was carried out against a water responsive skinmodel. The skin model was synthesized using a gelatine based model made with cotton and crosslinked withglutaraldehyde. Tribological testing of TPU/TPA against the skin model in dry and wet conditions were made.The higher coefficient of friction (COF) was observed in the wet condition compared to the dry condition. Toovercome the higher friction, TPA/TPU-sodium polyacrylate composites were prepared by heat pressing thatsignificantly reduced COF of TPU and TPA by 40% and 75%, respectively, in wet conditions.Keywords: coefficient of friction (COF); skin model; thermoplastic polyurethane; thermoplastic polyamide1Introduction3D printing is an advancing technology in the field oftextile and fashion industry. The emerging technicalpossibilities of 3D printing have led to the developmentof fully 3D printed clothes and foot wares with intricatefeatures using flexible plastics [1, 2]. 3D printing alsoenables to design clothes and shoes suitable forindividual body type. The other important benefits of3D printing are customizable dynamic surface material,ease of manufacturing, and rapid prototype for testingthe wearable accessories and gadgets. However,pure 3D printed clothes, sports accessories, and othergarments are still far away compared to conventionalclothing materials. One of the main challenges is thecompatibility issue of plastics with human skin. Humanskin is a complex surface, requires investigation forbetter usage of these materials by avoiding any skindisorders or bruises on the skin [3, 4]. Especially,designing of the cloth materials are challenging dueto varying behavior of skin because of sweating or thepresence of moisture.The tribological interaction of human skin dependson many factors. It depends on several biological factorssuch as age, gender, health conditions, anatomicalregion, or hydration level [5, 6]. The frictional behaviorof the human skin is also influenced by the amountof water in the form of sweat or moisture betweenthe skin and contacting materials [6]. The human skinis comprised of three layers: i) Epidermis, ii) Dermis,and iii) Hypodermis [7]. The top layer Epidermisconsists of stratum corneum, which is considered as arough and stiff material under atmospheric conditions.However, moisture or sweating leads to smoothening* Corresponding author: Pradeep L. MENEZES, E-mail: pmenezes@unr.edu
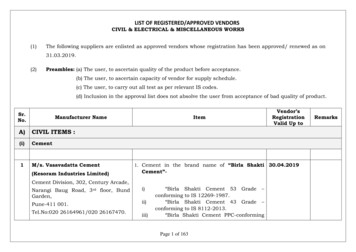
Friction 10(1): 159–166 (2022)160and softening of the skin and causes a high coefficientof friction (COF) [3, 8, 9]. Other than these biologicalfactors, the tribological interactions of human skin arealso dependent on the counter materials properties,such as roughness, mechanical properties, andhydrophobicity/hydrophilicity nature [6].In order to find the optimal counter material, whichis also 3D printable using the fusion depositionmodeling (FDM) technique, the materials range goesdown to thermoplastic polymers. Polymers selectedfor counter material should have specific properties,including a low COF both at hydrated and unhydratedconditions, nontoxic, and easily obtainable. Thematerials that met most of the selective criteria arenarrowed down to thermoplastic polyurethane (TPU)and Nylon, also known as thermoplastic polyamide(TPA). Because, both the materials fabricated conventional method such as injection molding, haveshown the low COF against human skin that canboost application of 3D printed TPA and TPU [10, 11].However, TPU and TPA do not have the waterabsorbing capacity in the presence of moisture orsweating. 3D printing technology is advantageous toovercome this limitation by modifying the structureof the polymer counter materials. Modification of thestructure is carried out by adjusting the percentage filldensity and interweaving a water-absorbent polymermaterial in the polymer samples. The material forthe interwoven absorbent layer requires two specificproperties: nontoxic and excellent hydrophiliccapabilities. The material that matches this requirementis sodium polyacrylate [12, 13].In this work, in-vivo tribological testing is avoidedbecause it involves several biological factors that canbe challenging and require many test trials. A waterresponsive skin model, developed by Dąbrowska etal. [14], is used. The 3D printed TPA, TPU, and theircomposite with sodium polyacrylate are investigatedagainst the skin model and evaluated the performancein terms of COF in wet and dry conditions.2Methods and materials2.1 3D printing of polyurethane and polyimidePrinting of thermoplastic polyamide (TPA) andthermoplastic polyurethane (TPU) has been doneusing FDM process by a Prusa i3MK3 printer. The TPAand TPU filament of 1.75 mm were purchased fromMatterHackers-3D printing supplies. The nozzle sizeof the printer was 0.4 mm. Printing of flexible materialis tedious, and it can be achieved by optimizingvarious 3D printing parameters, such as nozzletemperature, extrusion rate, layer height, and printhead speed during the prerequisite testing campaign.The infill printing speed was set to be 200 mm/s forrapid printing with a layer height of 0.1 mm. For theTPA printing, the nozzle temperature and build platetemperatures were set to be 260 and 85 C, respectively.Whereas, lower nozzle (239 C) and build plate (50 C)temperature were used for TPU due to its lowermelting point. The final TPA and TPU samples with2 mm thick were printed in rectilinear pattern with80% infill density.The composite of polymer (TPA/TPU) and sodiumpolyacrylate was prepared by filling the 1–2 g ofsodium polyacrylate crystals between two samples of3D printed polymers followed by heat pressing at170 C. The heat pressing at high temperature wascarried out to retain the sodium polyacrylate crystalsby fusing the thermoplastic samples. The heat pressingat high temperature also altered the roughness ofthe composite surfaces. Also, TPA and TPU sampleswithout sodium polyacrylate were also prepared byheat pressing for comparison which are designatedas heat pressed base polymers.2.2Synthesis of the skin modelIn order to understand the tribology of the humanskin, a water responsive, gelatine-based skin modeldeveloped by Dąbrowska et al. is used [14], and theschematic of the synthesis process is shown in Fig. 1.The fabrication of this skin model was done bystirring 50 mL of a 10 wt% gelatine (type A, bloom no300, Sigma Aldrich) solution in distilled water at 60 Cfor 2 h. The solution was placed in a large beaker ofwater and covered with parafilm to prevent the lossof heat in the solution. Then, pieces of cheesecloth(Grade 90) were placed onto a glass sheet and theresulting solution was spread onto the single layer ofcloth pieces manually by using a bar coater. Thespreading of the solution was done three times andthen the material rested for 24 h to dry. The resulting https://mc03.manuscriptcentral.com/friction
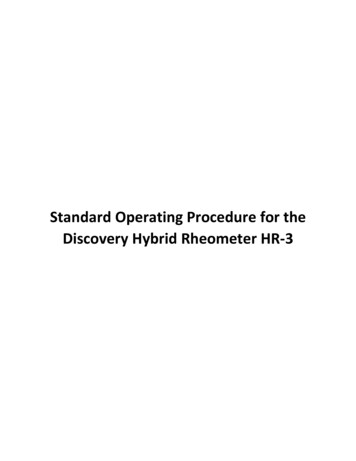
Friction 10(1): 159–166 (2022)161Fig. 1 Schematic of the synthesis of skin model.composite material was placed in 200 mL of 1 wt%solution of glutaraldehyde inside of Dulbecco’s PBSbuffer and mixed at low speed for 24 h. The compositematerial was then extracted and covered in four layersof paper towels and 4 kg of weight. The towels werereplaced two times a day for three days.2.3Contact anglemeasurementandsurfaceroughnessThe static contact angle measurements on the polymersurfaces were carried out using rame-hart contactangle Goniometer (ram-hart, New Jersey, NJ, USA)by sessile drop method. Distilled water droplets of5 μl were placed on the TPA/TPU surfaces and atleast five readings were taken for each polymer. Thedifference between left and right contact angles wasless than 2 . The contact angle was measured onthe 3D printed TPA and TPU with 100% fill structure(no porosity), which was aimed to characterize theinherent hydrophilic property of these polymers. Theskin model, TPA and TPU surfaces were observedat 10 under optical profilometer (Rtech-instruments)and Keyence 3D Digital Microscope VHX-5000 tomeasure their surface roughness.2.4placed on the 3D printed polymer using a microsyringe. The linear sliding tests were conducted fora distance of 15 mm at a normal load of 4 N and skinmodel wrapped on the steel ball moved was slidingwith a velocity of 1 mm/s over the stationary 3D printedpolymer surfaces. The lower load ( 10 N) and lowervelocity are preferable to simulate the relative motionbetween any fabric and human skin, as indicatedin earlier studies [15–17]. In the present study, theestimated contact pressure is 300 kPa, which is anorder of magnitude higher than the contact pressurereported in previous studies of skin-fabric contacts[4, 17]. The tribological tests conducted three times ateach condition were to ensure the repeatability of thetest. During the tests, the frictional force was recordedthat used to calculate the COF. The linear sliding testswere conducted across the rectilinear pattern.Composite of TPA/TPU and sodium polyacrylatewere prepared by filling the crystals of sodiumpolyacrylate between two 3D printed samples ofTPA/TPU followed by heat pressing. The heat pressingresulted in capturing the sodium polyacrylate crystalsbetween the 80% infill polymer layers. Wet slidingtests were conducted on the prepared composites tomeasure the friction while absorbing water. PriorTribological testingSliding tests were performed using Rtech-Tribometer,where 3D printed TPA and TPU were slid againstthe skin model. During sliding, the skin model waswrapped on a steel ball of 6.35 mm diameter tomeasure the frictional interactions against 3D printedpolymers, as shown in Fig. 2. The dry sliding testswere carried out at room temperature ( 25 C) and40%–50% relative humidity. Wet sliding tests wereconducted to simulate the sweating condition byspreading water on the polymer surfaces. For wetsliding tests, the optimized water content (20 μL) wasFig. 2 Schematic for sliding test setup to measure friction.www.Springer.com/journal/40544 Friction
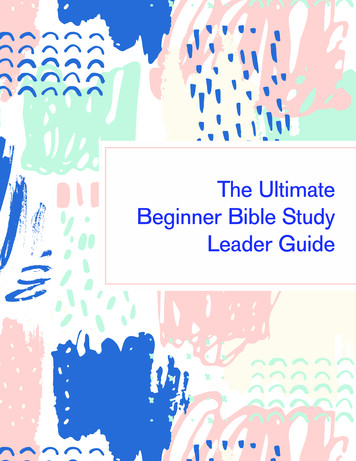
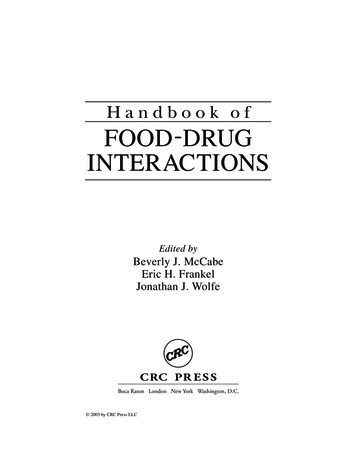
Friction 10(1): 159–166 (2022)162to sliding tests, the heat pressed surfaces werecharacterized using an optical profilometer to measurethe change in roughness due to heat press.33.1Results and discussionSurface characteristics and contact anglemeasurementThe skin model synthesized using cheesecloth is shownin Fig. 3(a). Figure 3(b) shows the optical image ofthe skin model using a 3D optical microscope. Thethreads of the cotton cloths can be clearly seen.However, the gelatin can not be seen under whitelight due to its translucent nature. The 3D profile ofthe skin model shown in Figs. 3(c) and 4 confirmsthe presence of gelatin between threads by showingthe uniform layer. Figure 4 obtained by an opticalprofilometer, is used to calculate the thickness of theskin model. The flattened skin model was stick to theflat surface, and 3D scans were recorded across theedge of the skin model. The difference in height fromthe skin model to the flat surface is used to calculatethe thickness of the skin model that is observed to be57.5 2.3 μm. Whereas the surface roughness of theskin is found to be Sa 4.2 μm.TPA and TPU surfaces are shown in Figs. 5 and 6,respectively. The rectilinear pattern can be clearlyseen on the surfaces. The optical micrographs of TPAand TPU (Figs. 5(b) and 6(b)) are evident of porosityin the samples due to 80% fill during 3D printing.The 3D profiles using optical profilometer are shownin Figs. 5(c) and 6(c), are used to calculate the roughnessof the 3D printed surfaces. The surface roughnessof the TPA surface is Sa 50.7 4.3 μm and for TPUsurface is Sa 16.42 4.3 μm. The lower surfaceroughness of the TPU compared to TPA was due toits higher flowability, which helps to settle downand weld with adjacent layers during printing.Hydrophobic/hydrophilic nature of the materialagainst human skin is an essential criterion due tosweating. The measured contact angle for TPA is64.1 2.0 , and for TPU, it is 60.2 2.3 are shown inFigs. 7(a) and 7(b), respectively. The observed contactangles data are comparable to the data mentioned inwith the Refs. [18, 19], and contact angle ranges alsosuggest that the water droplet will not stick to thepolymer surfaces.3.2 COFFig. 3 (a) Synthesized water responsive skin model; (b) opticalmicrograph; and (c) 3D image of the skin model using 3D opticalmicroscope.The COF for as printed TPA and TPU samples againstthe skin model in dry and wet conditions are shownin Figs. 8(a) and 8(b), respectively. For both polymers,friction increased in the wet condition compared todry condition, it is due to the water-responsive skinFig. 4 Skin height calculation. https://mc03.manuscriptcentral.com/friction
Friction 10(1): 159–166 (2022)Fig. 5 (a) 3D printed TPA specimen; (b) optical image; and (c)surface profile of the TPA.Fig. 6 (a) 3D printed TPU specimen; (b) optical image; and (c)surface profile of the TPU.model. The similar behavior of this skin model isalso indicated against worsted wool cloth [14]. It alsoconfirms the skin model replicates the nature of thehuman skin well in moist or in sweat condition and163the results are in accordance with the adhesion theoryof human skin friction [9, 20].In addition, COF values fluctuate significantly indry condition compared to the wet condition. Theobserved fluctuations in dry condition were possiblydue to the 3D printed patterns. While in wet condition,the fluctuations are not present because of inducedsoftening in the skin model and the softening behavioris also shown in human skin [20].The average COF observed for polymer-sodiumpolyacrylate composites after heat pressing is shownin Fig. 9. Dry and wet COF values in Fig. 9 show theCOF for TPA and TPU after heat pressing withoutthe addition of sodium polyacrylate. By comparingFigs. 8 and 9, it can be clearly seen that the COFdecreased after heat pressing the polymer. For example,COF for TPA in dry conditions reduced from 0.24 to0.1 due to heat pressing. The heat pressing processleads to a change in the surface morphology of thepolymer and reduces the surface roughness. Thesurface roughness (Sa) of the TPA and TPU after heatpressing was reduced to 6.7 0.3 and 3.5 0.4 μm,respectively with and without sodium polyacrylate.It is expected that the reduction in surface roughnessreduces COF. It can also be deduced that the additionof sodium polyacrylate did not affect the surfaceroughness, the heat pressing is the main reason toreduce the roughness. From Figs. 8 and 9, it can alsobe seen that the TPU has higher COF than the TPA inboth dry and wet condition. The higher COF of TPUcould be due to its elastomer characteristics thatincrease adhesion friction.As discussed previously, wetting leads to softeningof the skin model that increases the COF. The samebehavior is also observed after heat pressing of twopolymer samples. The COF for TPA is increased from0.1 0.03 to 0.19 0.02 in wet condition, and for TPU,Fig. 7 Contact angle measurement on (a) TPA and (b) TPU specimen.www.Springer.com/journal/40544 Friction
Friction 10(1): 159–166 (2022)164Fig. 8 COF of as printed (a) TPA and (b) TPU against the skin model.seen for TPA. The reduction of friction for the polymercomposite was observed because of two reasons:i) lower roughness obtained through heat press andii) absorbing water by the sodium polyacrylate crystals.The 3D printed structure is designed with 80% fillstructure that enables the water to enter inside thesamples through connecting pores. Then the sodiumpolyacrylate crystals captured between polymersamples, absorb the water.4Fig. 9 COF variation of heat pressed TPA; TPU; and theircomposites with sodium polyacrylate against the skin model.the COF is increased from 0.23 0.02 to 0.34 0.03.The composite polymer samples with sodiumpolyacrylate were tested immediately after applyingwater on the surfaces. The COF for the composite wasdrastically reduced compared to heat pressed basepolymers (TPA and TPU) in wet condition. The TPAcomposite showed 74% decrease in COF whereas theTPU composite showed 44% decrease in COF withrespect to their heat pressed base polymers.As shown earlier the softening of the skin modelin wet condition resulted in higher COF. However,the COF for the composites (wet condition) was lesserthan the COF of as printed base polymers (TPA andTPU) in dry conditions, which can be elucidated bycomparing the dry COF shown in Fig. 8 and COF ofthe composite in Fig. 9. For example, the average COFof TPU composite in wet condition (Fig. 9) is 0.19which is lesser than the average COF (0.4) of as printedTPU (Fig. 8) in dry condition. Similar trend can beConclusionsThe evidence of the coefficient of friction (COF)increasing in wet condition shows that the synthesizedskin model behaves similarly to real human skin. Thiseffect is due to adhesion properties of the skin model.Whereas the observed COF fluctuation in dry conditiondue to 3D printed patterns suggests that the printingpattern should be considered while designing the3D printed fabric/accessories to achieve the desiredcomfort. The results also show that heat pressing ofpolyamide (TPA) and thermoplastic polyurethane(TPU) provides lower COF values both in dry andwet conditions by lowering the surface roughness.This change in surface characteristics suggests thepossibilities of post-treatment on 3D printed objectsto control the tribological properties.The TPA and TPU composites filled with waterabsorbing polymer, sodium polyacrylate successfullyreduced the COF by absorbing water quickly. Due tothe water-absorbing capacity of sodium polyacrylate,water was not in contact with the skin model thatavoided adhesion friction. Further research should https://mc03.manuscriptcentral.com/friction
Friction 10(1): 159–166 (2022)delve into a way to mitigate moisture on the skin toimprove clothing and skin interaction. The presentstudy highlights the design of polymers that can be 3Dprinted and have low COF for better comfortability. Anissue presents within human skin polymer interactionsuch as the generation of sweat can be solved usingmaterial such as sodium polyacrylate to absorb themoisture directly. Another possible solution to reducethe sweat generation is through an alternative formof cooling/heat dissipation. It is believed that the futureclothing needs to integrate some method of increasedwater absorption or heat dissipation for suitable skinto clothing contact. The 3D printed thermoplasticssuch as TPU or TPA could be interwoven into normalclothing for decreased COF and increased comfortability,while sodium polyacrylate could absorb any water andkeep the individual cool. The 3D printing techniquehas advantages over the conventional manufacturingsuch as, control over the pore size, volume, intricatedesigns and easily alteration in design based ongeometric requirements.AcknowledgementsThe authors acknowledge the financial supportfrom US National Science Foundation (1852578) andstartup funding from the Department of MechanicalEngineering at the University of Nevada, Reno.Open Access This article is licensed under a CreativeCommons Attribution 4.0 International License, whichpermits use, sharing, adaptation, distribution andreproduction in any medium or format, as long as yougive appropriate credit to the original author(s) andthe source, provide a link to the Creative Commonslicence, and indicate if changes were made.The images or other third party material in thisarticle are included in the article’s Creative Commonslicence, unless indicated otherwise in a credit line tothe material. If material is not included in the article’sCreative Commons licence and your intended use isnot permitted by statutory regulation or exceeds thepermitted use, you will need to obtain permissiondirectly from the copyright holder.To view a copy of this licence, 65References[1] 3D printing in textile industry: Clothes and extile-industry/,2020.[2] How 3D printing in the textile industry is leading into a newera. ndustry/,2020.[3] Derler S, Schrade U, Gerhardt L-C. Tribology of human skinand mechanical skin equivalents in contact with textiles.Wear 263: 1112–1116 (2007)[4] Gerhardt L C, Mattle N, Schrade G, Spencer N, Derler S.Study of skin–fabric interactions of relevance to decubitus:Friction and contact-pressure measurements. Skin Res Technol14: 77–88 (2008)[5] Dąbrowska A, Rotaru G M, Derler S, Spano F, CamenzindM, Annaheim S, et al. Materials used to simulate physicalproperties of human skin. Skin Res Technol 22: 3–14 (2016)[6] Derler S, Gerhardt L-C. Tribology of skin: Review and analysisof experimental results for the friction coefficient of humanskin. Tribol Lett 45: 1–27 (2012)[7] Yousef H, Alhajj M, Sharma S. Anatomy, Skin (Integument),Epidermis. Treasure Island (USA): StatPearls Publishing, 2017.[8] Gerhardt L-C, Strässle V, Lenz A, Spencer N, Derler S.Influence of epidermal hydration on the friction of humanskin against textiles. J R Soc Interface 5: 1317–1328 (2008)[9] Hendriks C, Franklin S. Influence of surface roughness,material and climate conditions on the friction of humanskin. Tribol Lett 37: 361–373 (2010)[10] Zhang M, Mak A. In vivo friction properties of human skin.Prosthet Orthot Int 23: 135–141 (1999)[11] Vilhena L, Ramalho A. Friction of human skin againstdifferent fabrics for medical use. Lubricants 4: 6 (2016)[12] Ogawa I, Yamano H, Miyagawa K. Rate of swelling ofsodium polyacrylate. J Appl Polym Sci 47: 217–222 (1993)[13] Park J H, Kim D. Preparation and characterization of waterswellable natural rubbers. J Appl Polym Sci 80: 115–121(2001)[14] Dąbrowska A, Rotaru G M, Spano F, Affolter C, FortunatoG, Lehmann S, et al. A water-responsive, gelatine-basedhuman skin model. Tribol Int 113: 316–322 (2017)[15] Tang W, Ge S-r, Zhu H, Cao X-c, Li N. The influence ofnormal load and sliding speed on frictional properties ofskin. J Bionic Eng 5: 33–38 (2008)[16] Veijgen N, Masen M A, van der Heide E. A novel approachto measuring the frictional behaviour of human skin in vivo.Tribol Int 54: 38–41 (2012)[17] Cottenden D J, Cottenden A M. A study of frictionmechanisms between a surrogate skin (Lorica soft) andnonwoven fabrics. J Mech Behav Biomed mate 28: 410–426(2013)www.Springer.com/journal/40544 Friction
Friction 10(1): 159–166 (2022)166[18] Li W, Liu J, Hao C, Jiang K, Xu D, Wang D. Interactionof thermoplastic polyurethane with polyamide 1212 andits influence on the thermal and mechanical propertiesof TPU/PA1212 blends. Polym Eng Sci 48: 249–256(2008)[19] Król P, Król B. Surface free energy of polyurethanecoatings with improved hydrophobicity. Colloid Polym Sci290: 879–893 (2012)[20] Adams M J, Briscoe B J, Johnson S A. Friction and lubricationof human skin. Tribol lett 26: 239–253 (2007)Pradeep L. MENEZES. He receivedhis Ph.D. in materials engineeringfrom Indian Institute of Science,Bangalore India in 2008. Later hejoined as post-doctoral researcher atUniversity of Pittsburgh and thenUniversity of Wisconsin-Milwaukee. He is an assistantprofessor in the Mechanical Engineering Departmentat University of Nevada Reno since 2015. Hisresearch interests are tribology, surface engineering,manufacturing, and materials science.Ashish K. KASAR. He is a Ph.D.student in mechanical engineeringat University of Nevada, Reno. Priorto Ph.D., he received his bachelor’sdegree in metallurgical engineeringfrom National Institute of Technology, Raipur andmaster’s degree in materials science and engineeringfrom Indian Institute of Technology, Kanpur. Hisresearch interests are tribology, tribocorrosion, andmaterials science. https://mc03.manuscriptcentral.com/friction
and Keyence 3D Digital Microscope VHX-5000 to measure their surface roughness. 2.4 Tribological testing Sliding tests were performed using Rtech-Tribometer, where 3D printed TPA and TPU were slid against the skin model. During sliding, the skin model was wrapped on a steel ball of 6.35 mm diameter to