Transcription
DEVELOPMENT OF AN EFFECTIVE INSPECTION PLAN FOR PRESSUREVESSELS ACCORDING RISK-BASED INSPECTION TECHNOLOGY FORPOLYETHYLENE PLANTSAW PING LIHA project report submitted in partial fulfilment of therequirements for the award of the degree ofMaster of Engineering (Industrial Engineering)Faculty of Mechanical EngineeringUniversiti Teknologi MalaysiaJUNE 2016
iiiTo my mother and fatherTo my Lotte Chemical Titan Colleagues
ivACKNOWLEDGEMENTIn preparing this thesis, I was in contact with many people, researchers,academicians, and practitioners. They have contributed towards my understandingand thoughts. In particular, I wish to express my sincere appreciation to my mainthesis supervisor, Mr. Affandi Bin Mohd Zainal, for encouragements, guidance,criticism and friendship. Without his continued support and interest, this thesis wouldnot have been the same as presented here.I am also indebted to Universiti Teknologi Malaysia (UTM) and MyBrain 15for funding my postgraduate study.My fellow postgraduate students should also be recognised for their support.My sincere appreciation also extends to all my colleagues and others who haveprovided assistance at various occasions. Their views and tips are useful indeed.Unfortunately, it is not possible to list all of them in this limited space. I am gratefulto all my family members.
vABSTRACTIn order to ensure the asset integrity, all unfired pressure vessels (UPVs)should be examined at the intervals recommended in inspection codes or risk-basedinspection (RBI) assessment. RBI assessment may allow previous inspectionintervals to be extended and the inspection method may be reselected. In this paper,RBI study performed on 114 unfired pressure vessels components for UnipolPolyethylene Plant. Risk assessment performed and determines the risk ranking.Inspection plan developed base on the risk assessment result. The risk-basedinspection plan compared with conventional inspection plan i.e. API 510’s inspectionintervals. This thesis will summarize the fundamental steps for API 580 Risk-BasedInspection methodology, i.e. the risk calculation and assessment, evaluated thedamage mechanism via the corrosion loops, and the inspection technologies.
viABSTRAKDemi menjaminkan keintegritian aset, semua pengandung tekanan tidakberapi (PTTB) perlu diperiksa dalam tempoh masa yang disyorkan dalam kodpemeriksaan atau penilaian pemeriksaan berdasar risiko (RBI). Penilaian RBI bolehmembenarkan tempoh pemeriksaan yang disyorkan dalam kod pemeriksaan lamadilanjutkan dan cara pemeriksaan akan dicadang semula. Dalam kajian ini, penilaianRBI akan dilaksanakan atas 114 PTTB dan komponentnya untuk kilang prosespolyethylene. Penilaian risiko akan dijalankan dan menentukan tahap risiko untuksemua PTTB. Pelan pemeriksaan akan dibentukan berdasarkan keputusan risiko.Pelan pemeriksaan RBI akan dibandingkan dengan pelan pemeriksaan yangberdasarkan cara konvensional terutamanya tempoh pemeriksaan. Dalam kajian iniakan merumuskan langkah asas untuk API 580 RBI, iaitu cara penilaian risiko danpenilaian, penentuan cara kemerosotan berdasarkan corrosion loops dan teknologipemeriksaan.
viiTABLE OF iACKNOWLEDGEMENTivABSTRACTvABSTRAKviTABLE OF CONTENTSviiLIST OF TABLESxLIST OF FIGURESxiiLIST OF SYMBOLSxivLIST OF APPENDICESxvINTRODUCTION11.1Background21.1.1Global RBI Activities21.1.2RBI Implementation in Malaysia3
viii21.2Research Problem61.3Research Scope and Objectives6LITERATURE REVIEW72.1Maintenance Philosophy72.2Risk Based Inspection (API 580/581)82.2.1Introduction82.2.2Probability of Failure, POF122.2.2.1Generic Failure Frequency122.2.2.2Management SystemFactor2.2.2.3Damage factor3132.2.3Consequence of Failure, COF142.2.4Risk Assessment152.2.5Risk Analysis162.2.6Risk Matrix172.2.7Effective Inspection Plan Based onRisk Assessment2.313192.2.8 Corrosion Loop for RBI20Previous Case Study21RESEARCH METHODOLOGY24
ix3.1Corrosion Loop Development3.2Risk-Based Inspection Development andRisk Assessment3.332RESULT AND DISCUSSION344.1Potential Damage Mechanism & Materials344.2Risk Analysis Result364.3Risk Based Inspection Planning434.4API 510 Inspection Planning464.5Comparison of API 580 InspectionIntervals and API 510 Inspection Intervals4.647Cost Comparison between ConventionalMethod vs RBI Method526Develop Inspection Activities and RiskManagement42549CONCLUSION545.1Contribution to Knowledge545.2Contribution to Practice555.3Limitation of Research555.4Suggestion to Future Work555.5Overall Conclusion56
xREFERENCEAppendices A-D5759 – 111
xiLIST OF TABLESTABLE NO.2.1TITLENumerical values associated with Probability OfFailure2.2PAGE18Numerical values associated with Consequence OfFailure2.3Article studies summary3.1Calculated corrosion factors based on fractional wallloss and number of confidence of inspection1821273.2Probability category283.3Combined POF293.4Consequence category303.5POF & COF compilation table313.6Combined criticality rating for external visualinspection4.1Thinning damage factors selection for UPV “Plan7353 Reservoir 3 Gallon Capacity”4.233Possibility category for “Plan-7353 Reservoir 338
xiiGallon Capacity”4.3Combined POF for “Plan-7353 Reservoir 3 GallonCapacity”4.442Inspection strategies for external visual inspection formedium high UPV4.639POF & COF result for “Plan-7353 Reservoir 3Gallon Capacity”4.53845Inspection strategies for internal visual inspection formedium high UPV464.7Inspection planning in 15 years for API 580484.8Inspection planning in 15 years for API 510484.9Average inspection cost494.10Inspection priority range504.11Temperature range504.12Grouping for UPVs by CUI inspection504.13Cost comparison table between conventional methodand risk-based inspection method52
xiiiLIST OF FIGURESFIGURE NO.TITLEPAGE1.1Flow sequence for CF extension application41.2COFRBI Validity52.1Risk management by using RBI102.2Risk plot112.3Superposition principle for the calculation of risk inAPI 580162.45X5 Risk matrix172.5Corrosion loop for piping and fixed equipment202.6Schematic example of corrosion loop213.1Risk-based inspection frameworks253.2Corrosion study interface in RBMI software263.3External corrosion study interface in RBMI software293.4Consequence analysis interface in RBMI software313.5Inspection priority categories324.1Material of construction for 114 UPVs354.2Potential internal damage mechanisms for 114 UPVs35
xiv4.3Potential external damage mechanisms for 114 UPVs364.4Risk distribution percentage for 114 UPVs374.5“Plan-7353 Reservoir 3 Gallon Capacity” data404.6“Plan-7353 Reservoir 3 Gallon Capacity” corrosionstudy4.740“Plan-7353 Reservoir 3 Gallon Capacity” internalcorrosion study4.841“Plan-7353 Reservoir 3 Gallon Capacity” internalcorrosion onsequence analysis4.10“Plan-7353 Reservoir 3 Gallon Capacity” risk rating4.11Recommended inspection method based on riskanalysis4.124444Recommended inspection frequency based on API5104.1443Recommended inspection frequency based on riskanalysis4.134247Comparison between API 510 and API 580 in timeframe 5 years, 10 years, 15 years48
xvLIST OF SYMBOLSPf(t)-Probability of Failuregff-Generic failure frequencyDf(t)-Damage factorFMS-Management systems factor
xviLIST OF APPENDICESAPPENDIXTITLEPAGEACorrosion Loop59 – 70BRisk Distribution71 – 79CPOF & COF Analysis80 – 87DInspection Plan88 – 111
CHAPTER 1INTRODUCTIONPetrochemical plants and refineries consist of hundred pieces of pressurevessels, heat exchangers, towers and other unit operation which operate undervarious operating condition. They tend to deteriorate due to corrosion, aging, wear,and etc. In addition, process safety for a petrochemical process relies among otherthings, on the adopted management criteria. It will affect the plant life-cycle,production activity, until the possibility to dismantle. If the consequence of failure islow, the number of maintenance activity will be low at the time of failure. However,if the failure consequence is high, the deterioration of equipment will lead tounplanned shutdowns, production losses, high maintenance cost and severe safety,health and environment issues. If the plant equipment or pressure vessel deteriorationcondition can be modelled, it is possible to predict the time for failure, and suitableinspection activities can be planned on the basis of the service age and theanticipated failure time. A risk-based inspection not only extends the intervalbetween shutdowns but also produces millions of dollars in savings. (Hameed &Khan, 2014)
21.1Background1.1.1Global RBI ActivitiesThe objective for the study is to show how to implement risk based inspectionmethod for piping system in naphtha cracking unit. Their scope of focus was toprovide inspection personnel with optimal planning tools for piping inspection andpredict the potential piping risk effectively. API 581 was used as the analyst tools tounderstand the potential risk. In addition, applied risk based inspection for processpiping in refinery plant (Chang, Chang, Shu, & Lin, 2005).The outcome of the studyis the risk ranking distribution but no inspection plan.Besides piping inspection, risk analysis for low density polyethyleneequipment was conducted at Sinopec Shengli Oilfield. (Wang, Yan, Zhang, Zhao, &Chen, 2011)Their focus in the study is to identify the risk for high pressurepolyethylene ethylene devices. Qualitative analysis was conducted to determine therisk and danger zone. Study on maintenance strategy optimization for ethylene oxideproduction facilities was conducted (Khan & Haddara, 2004). Their objective is todetermine the maintenance interval by risk level and fault tree analysis.A comparison of API 510 and API 581 was conducted for Abadan OilRefining Company (AORC) and Esfahan Oil Refining Company (EORC) (Shishesaz,Bajestani, Hashemi, & Shekari, 2013). The calculated inspection intervals reveal thatin both units there exists some equipment with inspection intervals less than currentoverhaul (turnaround) intervals, and also lots of items with inspection interval muchlonger than current overhaul interval. Based on RBI analysis results, RBI permits theshift of inspection and maintenance resources to provide a higher level of coverage(inspection plans with higher effectiveness) on the high-risk items and an appropriateeffort (inspection plans with less effectiveness) on lower risk equipment during plantturnarounds.
3In addition, the components with inspection intervals longer than twice theadjusted overhaul interval can be eliminated from future overhaul plan, leading toshorter outage time while keeping plant risk within acceptable range.Having compared the RBI recommended inspection intervals with intervalscalculated based on API 510, it can be concluded that, for components in whichthinning is the only active damage mechanism, API 510 calculation procedure ismuch more conservative API 581. Generally, the RBI recommended inspectionintervals are usually as long as twice the API 510 inspection intervals. It is alsoconcluded that API 581 calculations can be used for determination of a more exactvalue for RSFa in FFS calculations. (American Petroleum Institute, API 510 PressureVessel Inspection Code: In-Service Inspection, Rating, Repair and Alteration, 2008)1.1.2RBI Implementation in MalaysiaIn Malaysia, based on jurisdictional requirement, i.e. Factories andMachinery Act 1967 P.U. (A) 43/70, Factories and Machinery (Notification,Certification of Fitness and Inspection) Regulation, 1970, all unfired pressure vessel(UPV), steam boiler or hoisting machine other than a hoisting machine driven bymanual power shall hold a valid certificate of fitness (CF) in respect thereof so longas such machinery remains in service. The period of validity of every certificate offitness shall ordinary be fifteen calendar month from the date of inspection or suchlonger period not exceeding three years as the chief inspection in his discretion mayconsider appropriate: (Malaysia, Factories And Machinery (Notification, CertificateOf Fitness And Inspection) Regulations, 1970, 1970)Provided where any steam boiler, unfired pressure vessel or hoisting machineis out of service for a long period immediately subsequent to an inspection by reasonof dismantling or repair of any defect the Inspector may issue a certificate effectivefrom the date when such machinery is replaced in service.
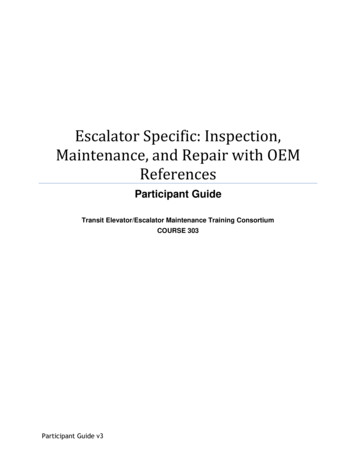
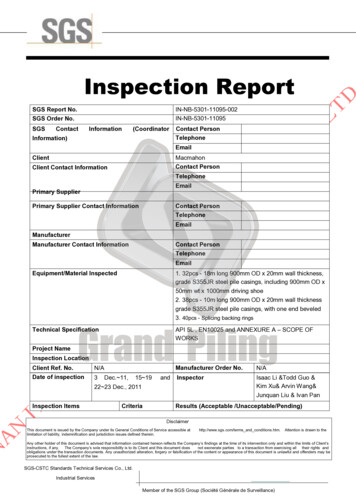
4In order to renew the certificate of fitness, the respective machines must stopand open for internal inspection after 15 months period of operation. Industries canapply for extension of CF due to various reasons, but normally based on: Economic reasons, such as loss of competitiveness, orders from clients andetc. Technical reasons, such as machine integrity maintenance and etc. Safety reason.Hence, certificate of fitness can be apply for extension up to 72 months andwith approval from chief inspectors and minister approval. Each extension process,the UPV’s owner must submit the application to authorities 6 months before thecurrent certificate expires. 4 different application processes is require to extent theCF to 72 months. Figure 1.1 shows the flow sequence for extension re alinspection2ndExtensionFlow sequence for CF extension applicationThe principle for this CF is time-based inspection. The equipment’s risk andsafety in rely on inspector findings during internal inspection, hence theresponsibilities on machines safety is not on owners. This method will affect owners’plant productivities and equipment safety is merely relying on inspectors’ findings.The authorities aware the gap for this and regulation amendment had been make
5during April 2014 and come into operation on 1st June 2014 (Department ofOccupational Safety and Health, Malaysia, 2014).The new regulation had been introduce as Factories a
calculated based on API 510, it can be concluded that, for components in which thinning is the only active damage mechanism, API 510 calculation procedure is much more conservative API 581. Generally, the RBI recommended inspection intervals are usually as long as twice the API 510 inspection intervals. It is also concluded that API 581 calculations can be used for determination of a more .