Transcription
Session 1Geometric TolerancingPMPA Technical ConferenceDeveloping Today’s TalentApril 15, 2013For Tomorrow’s uccessGary K. GriffithCorona, California
Photos Reference: Geometric TolerancingApplications and Inspection (Prentice Hall)Gary K. Griffith 42 Years Exp. AutomotiveAerospace Engineering Manufacturing Quality Technical Book Author QualityEngineeringShop Technical
“Form & Orientation Tolerances”Interpretation & InspectionOutline – Session 1 Form Tolerances FlatnessStraightnessCircularityCylindricity Orientation Tolerances ParallelismPerpendicularityAngularityLimitations are:1. Inspector’s Knowledge / Skills2. Available Inspection Equipment
T.I.R. – F.I.M.Some Geometric Tolerance measurements are:T.I.R. – Total Indicator ReadingF.I.M. – Full Indicator Movement
Flatness ToleranceFlatness measurement is a T.I.R. (or F.I.M.) that isachieved with a probe or dial indicatorFlatness
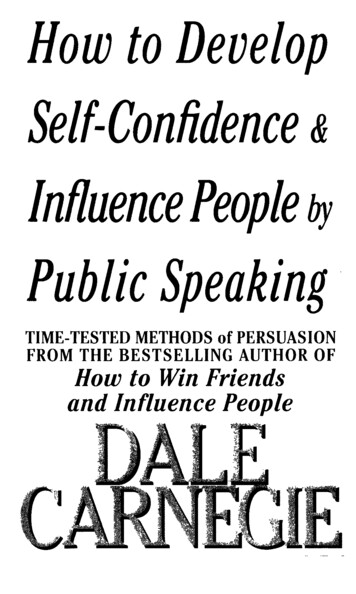
Flatness ToleranceSurface must be leveled (optimum plane) so that theprobe sees only hills and valleys of flatness errorJack Screws MethodLeveling (“Wobble”) Plate Method
Flatness ToleranceAlternative is “Indian” Pins. Three pins at exactly thesame height within millionths. The pins level the surface.“Indian” Pins Set
Straightness ofSurface ElementsApplies to individual line elements at the surface, notthe axis.
Straightness ofSurface ElementsSetup with two jack screws, a parallel, and a V-Block.Jacks are used to level the line element, then a topdead-center T.I.R.
Straightness ofSurface ElementsAlternative is two equal height gage block stacks, then a bottomdead-center T.I.R.
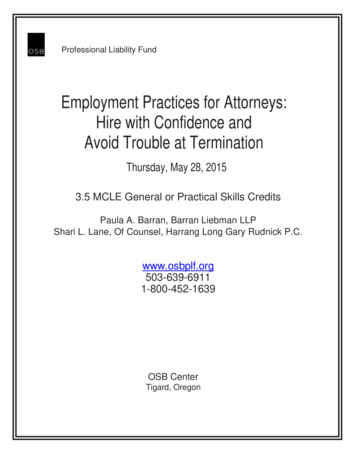
Straightness ofan Axis - RFSChallenging inspection. Differential measurementsare required for inspection. Two opposing indicators to trackaxial deviationThis part is acceptable
Straightness ofan Axis - MMCThis type of straightness could be evaluated with aFunctional Gage (as with any tolerance at MMC)
Circularity (Roundness)Roundness tolerance zone is two concentric circles.Roundness is a radial measurement, not diametral.
Circularity (Roundness)A precision spindle (or CMM) could be used.Precision Spindle
CylindricityCylindricity combines measurement of roundness,straightness of surface elements, and taper per side.
Parallelismof a SurfaceParallelism measurement is a T.I.R. once the datumhas been mounted.Parallelism of a SurfaceTolerance Zone
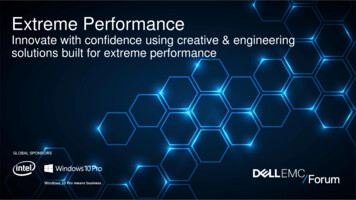
Parallelismof a SurfaceDial indicator is being traversed across the entiresurface. The resulting T.I.R. shall not exceed thetolerance. Flatness is automatically controlled.Parallelism Inspection
Perpendicularityof a SurfacePerpendicularity measurement is also a T.I.R.Flatness is inherently controlled.Perpendicularity of a SurfaceTolerance Zone
Perpendicularityof a SurfaceSince there is only one datum, the part must be best-fitfor secondary alignment.Inspection
Perpendicularityof a Surface(Secondary Datum)When there is a secondary datum, the part is aligned.Perpendicularity of a SurfaceInspection
AngularityAngularity measurement is also a T.I.R.Flatness is inherently controlled. xxTolerance ZoneAngularity Requirement
AngularityA Sine Bar, Sine Plate, or CMM could be used. xxAngularity RequirementInspection
Griffith TrainingOn-Site Tailored GD&T Training:––– BasicIntermediateAdvancedTolerance Stackup AnalysisFunctional Gage DesignConsulting:InspectionQuality Courses Functional Design DrawingReviews Tolerance Stackups Functional Gage Designs
Questions and AnswersNeed fithtraining.com
Griffith Training On-Site Tailored GD&T Training: – Basic – Intermediate – Advanced Tolerance Stackup Analysis Functional Gage Design Inspection Quality Courses Consulting: Functional Design Drawing Reviews Tolerance Stackups Functional Gage Designs