Transcription
Thermoplastic Joining MaterialsGuidance for Aircraft Design andCertificationJAMS 2021 Technical ReviewSeptember 29th, 2021Waruna Seneviratne, John Tomblin, and Brandon Saathoff
Research Team:NIAR Waruna Seneviratne, PhD John Tomblin, PhD Brandon SaathoffFAA Larry Ilcewicz, PhDCindy AshforthAhmet Oztekin, PhDDanielle Stephens (Technical Monitor)2
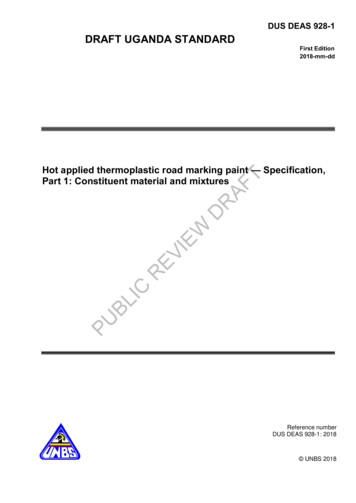
Background & Motivation High-performance thermoplastic resin systems withreinforcement are attractive to aircraft structural applicationsdue to: Ability to integrate into automated manufacturing methods & apply uniqueprocessing methods (welding) » increase in production rates at low cost Less stringent cleanroom requirements & material can be stored at ambienttemperatures » low cost Impact, Chemical, & Environmental Resistance (high material toughness »increased performance) Recyclable Several challenges have limited their widespread adoption: Large investments in thermoset processing methods (workforce training) andequipment Significant increase in processing temperatures compared to thermosets Thermoplastics are sensitive to processing variables, especially the rate of cooling(Tm to Tg) as it relates to the degree of crystallinity Lack of established best practices Joining » Adhesive Bonding and WeldingThe primary goal of this research program is to develop a framework for the qualification of thermoplastic joints. Criticalprocessing parameters associated with each joining technique will be identified and protocols will be developed for definingadhesive bonding and welding processes. Research tasks include:Substrate A Task 1: Literature Survey and Industry Feedback (SOA Assessment)Task 2: Effects of Surface Preparation on Thermoplastic Adhesively Bonded JointsTask 3: Effects of Process Parameters on Thermoplastic Welded JointsTask 4: Qualification Framework DevelopmentResin FilmResistive ElementCurrentSubstrate BLiterature ReviewAdhesive BondingFusion Bonding (Welding)3
Roadmap of Project – Technical ApproachTask 1Task 2Task 3Literature Survey and IndustryFeedbackEffects of Surface Preparation onTP Adhesively Bonded JointsEffects of Process Parameters onThermoplastic Welded Joints Conduct literature surveyand consult with OEM’s todocument state-of-the-artjoining technologies andapplications Use industry input andliterature findings to tailorresearch effort to focus onpertinent joining techniques,materials, and processes Effects of surface preparationtechniques on adhesivelybonded jointsa) Surface Characterization (2.1) Surface Free EnergySurface Roughnessb) Joint Testing (2.2) Lap-ShearMode-I Applicability of standard bondedjoint test protocols will beexaminedWhat is a Weld? Assessment of critical parameters in the welding process todevelop guidelines and recommendations for structuralwelding Effects of surface preparation techniques will be evaluated toinvestigate potential improvements to welded joint strengthand durabilityResistance WeldingInduction WeldingUltrasonic WeldingEM CoilSonotrodeSubstrate ASubstrate ASubstrate AResin FilmResin Film /EnergyDirectorResistive ElementCurrentSubstrate BSubstrate BSubstrate BInducedCurrentTask 4Qualification Framework Development A framework for qualification will be created in collaborationwith industry experts In addition to qualification guidelines, similarities and differences betweenjoining processes will be explored to determine any impact on certificationguidelines
Understanding Variability in TP Adhesive Bond & Weld Process All factors defined in the joint definition areinterrelated1 Identification of critical processingparameters for each joining process isimportant to ensure those parameters areclosely monitored and controlled Expected variation must be related to changes inthe structural performance in thecharacterization process1Adhesive Bonded Joint . Substrate 2. AdhesiveMaterial batch variability, out-time, storage timeMoisture content (prepreg / substrate)Processing (cure cycle), surface conditions Material batch variability, out-time, storage time,qualityPre-bond/post-bond moisture4. Bond Processing3. Surface Preparation Surface preparation method definition (degrease,abrasion, energetic, chemical, combination)QC/QA technique (CA, SFE)DesignDetails Adhesive bonding Surface Preparation [cleaning, chemicallyactivating, stabilizing (resisting hydration)] Processing (temp, pressure, ramp rate, cure time)Adhesive application, bonding environmentBond line thickness control, porosity5. Joint Design Single/double overlaps, scarfed/lap-joints, skin/stringerattachmentsStrength, stiffness, durability tied to designFusion Bonding (Welding) Joint Definition Welding: Surface preparation (cleaning) Weld ProcessingMaterialDefinition “Weld cycle” Temperature (time) Processing Temperature: Promoteinterfacial intermolecular diffusion(healing) Cooling Rate: Crystallinity developmentPressure (time) Intimate contact development Deconsolidation preventionWeldingProcessDefinition1. Substrate2. Added Materials at Interface Material batch variability, out-time, storage timeMoisture content (prepreg / substrate)Processing (consolidation cycle), surface conditions Surface preparation method definition (typicallydegrease)QC/QA technique (CA, SFE) Heating element, Resin film, FG Insulation (RW),susceptor (IW), energy director (UW)Material batch variability, quality Processing (temp, pressure, & time)Welding environment, Process MonitoringPorosity, deconsolidation, weld area4. Weld Processing3. Surface Preparation DesignDetails5. Joint Design Single/double overlaps, scarfed/lap-joints, skin/stringerattachmentsStrength, stiffness, durability tied to design5
Adhesive Bonding of Reinforced Thermoplastic Composites A structural adhesive bond must be accomplished ina way that it predictably and reliably transfers loadfor the lifetime of the bonded structureLowSFE70 CA is an indicator ofSurface Free Energy20 High SFE Surface preparation process is an important aspect in thebonding process that aims to clean, chemically activate, andstabilize (resist hydration) the substrate surface for bonding Forming strong primary chemical bonds between theadhesive and the substrate has been shown to havegreater significance to achieving a successful bond incomparison to the physical characteristics such as surfaceroughness that promotes mechanical interlocking (keying)Surface RoughnessThermosetting PolymerThermoplastic Polymer Thermoplastic materials are generally more challenging tobond than thermoset materials because the surface canbe more difficult to chemically activate for bonding: Inherently low surface free energy » surface is not reactive which does notpromote good adhesion Thermoplastic polymers are not locked into a rigid network by cross-linking» abrasion surface preparation techniques are not as effective in activatingthe surface by breaking and opening the polymer chains on the surface2-6Cross-link: strongcovalent bonds betweenpolymer chainsWeak intermolecularforces betweenpolymer chains6
Adhesive Bonding of Thermoplastic Composites –Snapshot of Several Significant Studies in LiteratureSurface Free Energy of CF/PEKK Substrates for Various Surface Prep Methods3 Bonding the Unbondable. Thermoplastics!2 – The Boeing Company Surface Preparation Techniques for Adhesion to Aerospace Thermoplastic Composites3 – The BoeingCompany PEKK Substrates Bonded w/ Solvay 377S Film Adhesive6Key Findings: Blackman et al. revealed that abrasion and solvent cleaning treatments of CF/PEEK substrates displayed anincrease in surface roughness and very little change in the chemical composition of the surface. Both plasma & coronatreatments dramatically increased the concentration of polar groups present on the surface of the CF/PEEK composite aftertreatment. Low fracture toughness values were witnessed for thermoplastic bonds when the surfaces were treated withabrasion/solvent cleaning techniques. However, high fracture toughness values were witnessed for thermoset-basedcomposite specimens with the same abrasion/solvent cleaning surface treatment technique. Cohesion failures and highfracture toughness values were achieved for the thermoplastic-based composite specimens with oxygen-plasma and coronatreated surfaces.Review – Adhesively-bonded joints and repairs in metallic alloys, polymers, and compositematerials: Adhesives, adhesion theories and surface pretreatment5 – University of Mersin Key Findings: Schultz et al. showed that abrasion surface preparation techniques tend to only modify the thermoplastic(CF/PEKK) surface morphology with little changes to the surface chemistry & surface free energy. Plasma and chemicaltreatments primarily affect the surface chemistry and surface energy with little change in the surface morphology. Laserablation affects the surface chemistry, surface energy, and surface morphology making it more effective for a wide range ofmaterials.The Plasma Treatment of Thermoplastic Fibre Composites for Adhesive Bonding4 – Imperial College /University of Surrey, UK Key Findings: Tracey et al. showed that grit blasting is an insufficient surface preparation method for structural bondingPEKK/CF composites to epoxy/CF composites (resulted in low fracture toughness values and 98% adhesion failures).Atmospheric plasma and laser ablation surface treatments resulted in significant increase in surface free energy (specificallypolar surface free energy) which corresponded to higher fracture toughness values and predominately acceptable failuremodes (cohesion/substrate).Key Findings: Baldan’s review showed typical composite surface treatments include traditional abrasion/solvent cleaningtechniques for thermoset composites, while thermoplastic composites require surface chemistry and surface topographicalchanges to ensure strong and durable bond strengths. The aim of treating thermoplastic composite surfaces is to increasethe surface energy of the substrate (adherend) as much as possible.Surface treatment for adhesive bonding: Thermoset vs. thermoplastic composites6 – BTG Labs /Composites World Article Key Findings: Dillingham suggests adhesive bonds suitable for structural purposes are achievable between most structuralmaterials. Abrasion works on thermoset matrix resins because the polymers are brittle and fracture under abrasion by actualbreaking of the polymer chains to create a chemically active surface. This surface can react with an adhesive to form a strong,stable interface. Thermoplastic polymers deform plastically under abrasion rather than fracture, therefore, although thesurface is roughened it is still chemically unreactive and wont establish a good bond with an adhesive, coating, or sealant.Standardized surface preparation techniques such asabrasion (HS/GB) traditionally applied to preparethermoset-based composites for structural bonding donot effectively chemically activate thermoplasticcomposite surfaces for adhesive bonding.7
Task 2.1 – Surface Characterization Matrix Various surface preparationmethods considered in thescreening phase before bondingtest specimensMaterialTreatment TypeAs ReceivedAbrasive Surface RoughnessChemical Treatment Microscopic Surface Imaging Ra – Arithmetical Mean RoughnessValueUni TC1225(LMPAEK /T700GC)Energetic Surface Free Energy Goniometer Mobile Surface AnalyzerCombinationSurfaceSurface ReceivedIPA6680 Grit IPA66Hand Sanding150 Grit IPA66220 Grit IPA6680 Grit IPA66Grit Blast150 Grit IPA66220 Grit IPA66Etch Time 166Chemical EtchingEtch Time 266(Tetra Etch)Etch Time 366APT 1 (Speed 1)66PlasmaTreatAPT 2 (Speed 2)66Atmospheric PlasmaAPT 3 (Speed 3)66PT 1 (Speed 1)66SurfX PlasmaPT 2 (Speed 2)66(Argon Oxygen)PT 3 (Speed 3)66PT 1 (Speed 1)66SurfX PlasmaPT 2 (Speed 2)66(Argon Nitrogen)PT 3 (Speed 3)66Hand Sand IPA Tetra Etch66Grit Blast IPA Tetra Etch66Hand Sand IPA APT66Grit Blast IPA APT66Microscopic Surface ImagingWater Contact AngleSurface Free EnergyKeyence VK-X1000BTG Labs Surface AnalystKRUSS Mobile Surface Analyzer & GoniometerSurface FreeEnergy(Goinometer)Contact 666666666666666666668
Surface Preparation ProcessActivationCleaning1. Pre-Treatment Cleaning/Degreasing:Removal of bulk surfacecontaminants that couldspread on the surface ofthe substrates throughoutthe treatment process Isopropyl Alcohol (IPA)with lint-free cloth Drying of substrates tocontrol moisture contentMoistureDebris Contaminants3. Post-Treatment2. TreatmentAbrasion Hand Sanding (Orbital Sander): 80-Grit (Al-Ox) 150-Grit (Al-Ox) 220-Grit (Al-Ox) Grit Blasting (Dry 60-psi – 45 ): 80-Grit (Al-Ox) 150-Grit (Al-Ox) 220-Grit (Al-Ox)Combination Hand Sand Tetra EtchGrit Blast Tetra EtchHand Sand PT Down SelectedParametersGrit Blast PTStabilizationChemical Chemical Etching (Tetra Etch): Etch process 1 Etch process 2 Etch process 3Energetic Atmospheric Plasma Treatment(Plasmatreat FG 5001) Process 1 Process 2 Process 3 Plasma Treatment (SurfxAtomfloTM 600) Process 1 Process 2 Process 3 Cleaning: Certain treatmentmethods such as sandingcan create contaminants ordebris on the substratesurface which must becleaned Isopropyl Alcohol (IPA)with lint-free cloth Drying of substrates tocontrol moisture content iftreatment method orstorage environmentincrease the moisturecontent of substrates Out-time: Time fromcompleted surfacetreatment tobeginning adhesive cure9
Task 2.1 – Surface Characterization ApproachVirgin Surface (Greyscale)Virgin Surface (Color)HS – 80 Grit (Greyscale)HS – 80 Grit (Color)GB – 80 Grit (Greyscale)GB – 80 Grit (Color) Optical Profiling: Non-contact measurementswith Keyence VK-X1000 Laser Scanning ConfocalMicroscope EN ISO 4287 Sa – Surface Arithmetical Mean Roughness Value Samples examined with 20X magnificationFiber BreakageRoughnessProfile w/Primary ProfileRoughnessProfile w/Mean LineRaRepresentative imagesat 50X with fixed scale10
Task 2.1 – Surface Characterization Approach Surface Free Energy MeasurementSurfaceRoughness (Goniometer) » Wettability Envelope Low SFE70 CA is an indicator ofSurface Free EnergyLiquid 1 – Deionized Water (High Polar)Liquid 2 – Diiodomethane (High Dispersive)20 High SFE KRUSS Liquid 1 – Distilled Water (High Polar)Liquid 2 – Diiodomethane (High Dispersive) Contact angle measurement (BTGLabs Surface Analyst) – HPLC Water 10’’ x 14’’ Panel [45/0/-45/90]2S Measurement Sequence: Pre-Treatment Contact Angle Post-Treatment: Surface Free EnergyContact AngleSurface RoughnessSample 1Sample 2Sample 3Sample 4Sample 5Sample 6ExtraVirgin – IPAHS 80-GritHS 150-GritHS 220-GritGB 80-Grit10’’GB 120-GritGB 150-GritExtra1114’’
Task 2.2 – Adhesive Bonded Joint Mechanical Testing Substrate M&P Definition Material: Toray TC1225 (LMPAEK / T700GC)145 GSM 34% RC Layup: [45/0/-45/90]3S (24-ply) Process: Autoclave Consolidation (100-psi) Adhesives Paste Adhesive: Hysol EA9394 Film Adhesive: Solvay FM300-2M Test Methods ASTM D3165 (Single Lap Joint) ASTM D5528 (DCB – Mode I)MaterialTreatment TypeDegreaseAbrasiveUni TC1225(LMPAEK /T700GC)EnergeticCombinationSurface PreparationQC Measurement LocationsASTM D3165TreatmentAs-ReceivedIPA80 Grit IPAHand Sanding150 Grit IPAGrit Blast80 Grit IPAAtmospheric Plasma APT 1 (Speed 1)Plasma (AR O)PT 1 (Speed 1)Plasma (AR N)PT 1 (Speed 1)Hand Sand IPA APTGrit Blast IPA APTPaste555555555Surface Free EnergyKRUSS – Mobile Surface AnalyzerDistilled Water(High Polar)ASTM D5528Film555555555PasteFilm55Water Contact AngleBTG Labs Surface AnalystDiiodomethane(High Dispersive)HPLC WaterLow SFE70 CA is an indicator ofSurface Free Energy20 High SFE Surface Preparation In-Process QC Contact Angle (Surface Analyst) Surface Free Energy (MSA)12
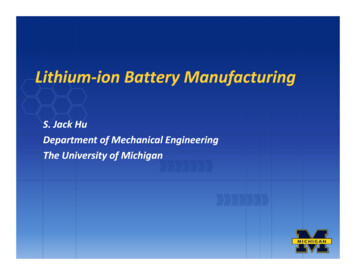
Higher surface roughnesswitnessed with grit blastingcompared to hand sanding No significant change in surfaceroughness using APT, PT, orTetraEtch treatmentsAs ReceivedHS 80-GritHS 150-GritHS 220-GritGB 80-GritGB 150-GritGB 220-GritAPT 1APT 2Sa [µm]Task 2.1 – Surface Characterization Results4.54.03.53.02.52.01.51.00.50.0APT 3PT 1 (Ar/O)PT 2 (Ar/O)PT 3 (Ar/O)PT 1 (Ar/N)PT 2 (Ar/N)PT 3 (Ar/N)Tetra Etch 1Tetra Etch 2Tetra Etch 313
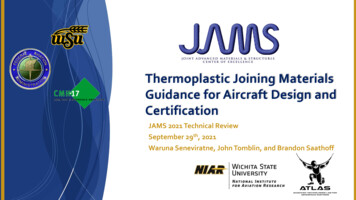
Task 2.1 – Surface Characterization Results Significant increase in polar surface free energy with energetic,chemical, and combination treatments Reduction in contact angle was most significant for energetic surfacetreatments (higher SFE) No significant change in polar component from abrasive methods Contact angle increased as the processing speed increased for energeticsurface treatments and higher variability was noticed for the fasterprocessing speeds Higher variability associated with TetraEtch and a decrease in thedispersive component was witnessed lowering the total SFE CA and SFE measurements indicate the energetic treatments at 0.5in/sec processing speed were the most repeatable and reliable methodto activate the substrate surface for bonding Surface free energy decreased at faster process speeds for energeticsurface treatments7070Complete Wet-out60Contact Angle [deg]805040302010Contact Angle (Surface Analyst)Complete Wet-out6050403020AbrasivePolar (MSA)EnergeticDispersive (G)Dispersive (MSA)ChemicalTotal (G)CombinationTotal (MSA)RefAbrasiveAs ReceivedEnergeticDegreaseChemicalTreatedGB TE (150 Grit)HS TE (150 Grit)GB APT (150 Grit)HS APT (150 Grit)Tetra Etch (3)Tetra Etch (2)Tetra Etch (1)PT 3 (Ar N) (31.5 in/sec)PT 2 (Ar N) (4.0 in/sec)PT 1 (Ar N) (0.5 in/sec)PT 3 (Ar O) (31.5 in/sec)PT 2 (Ar O) (4.0 in/sec)PT 1 (Ar O) (0.5 in/sec)APT 3 (31.5 in/sec)APT 2 (4.0 in/sec)APT 1 (0.5 in/sec)GB (220-Grit)GB (150-Grit)GB (80-Grit)HS (220-Grit)HS (150-Grit)HS (80-Grit)0IPA Wipe (Degrease)GB TE (150 Grit)HS TE (150 Grit)GB APT (150 Grit)HS APT (150 Grit)Tetra Etch (3)Tetra Etch (2)Tetra Etch (1)PT 3 (Ar N) (31.5 in/sec)PT 2 (Ar N) (4.0 in/sec)PT 1 (Ar N) (0.5 in/sec)PT 3 (Ar O) (31.5 in/sec)PT 2 (Ar O) (4.0 in/sec)PT 1 (Ar O) (0.5 in/sec)APT 3 (31.5 in/sec)APT 2 (4.0 in/sec)APT 1 (0.5 in/sec)GB (220-Grit)GB (150-Grit)GB (80-Grit)HS (220-Grit)HS (80-Grit)RefPolar (G)HS (150-Grit)100IPA Wipe (Degrease)Surface Free Energy [mN/m]Surface Free Energy (Goniometer and MSA)8014Combination
Task 2.2 – Single Lap-Shear Strength ergeticComb.FM300-2M Film Adhesive25232018151310853015COV [%]100% AdhTotal (MSA)80% Adh10% FT 10%LFT100% Adh80GB100% Adh150G HS80G HS100% Adh30% Adh70% Coh40% Adh60% CohComb.100% Adh100% Adh100% Adh50% Adh50% Coh40% Adh60% Coh100% AdhAbrasionEnergeticEA9394 Paste AdhesiveGB APT(150 Grit)CombinationTotal (G)80GB APT20% Adhesion70% Cohesion10% SubstrateHS APT(150 Grit)150HS APT6Dispersive (MSA)IPA Wipe100% Adhesion150HS APT30% Adhesion70% Cohesion80GB APT100% Adhesion4OPTEnergeticDispersive (G)APT30% Adhesion70% Cohesion80GBAPT20% Adh, 70% Coh, 10% sub (6)100% Adh100% Adhesion3GB (80-Grit) APT 1 (0.5in/sec)Abrasion150G HS30% Adhesion70% Cohesion100% Adh100% Adhesion2HS (150Grit)Polar (MSA)80G HS30% Adhesion70% Cohesion100% .0DegreasePolar (G)IPA Wipe10% Adhesion90% CohesionApparent Shear Strength [ksi]100% Adhesion150G Hand Sand100% Adhesion (4)HS (80-Grit)OPTIPA WipeEnergetic: Atmospheric Plasma TreatmentAbrasion: 150G Hand SandComplete Wet-outSurface Free Energy [mN/m] Similar trends in strength and failure modes witnessed between paste and filmadhesive results for the various surface preparation methods 100% adhesion failures for all degrease and abrasion surface treatments Although a higher surface free energy was recorded for combinationtreatments, a lower strength was witnessed in comparison to atmosphericplasma only treatments Surface roughness did not significantly influence the apparent shear strengthresults » considering the chemical composition of the surface is more significantthan the physical characteristics of the surface such as surface roughness
SFE Relationship w/ Shear StrengthEA9394 & FM300-2MDegrease(IPA Wipe)100% AdhesionDegrease(IPA Wipe)Abrasion(150G HS)100% AdhesionEnergetic (APT)40% Adh 60% CohAbrasion (HS & GB)100% AdhesionDegrease100% Adhesion455055606570Total Surface Free Energy [mN/m]75Energetic(APT)Apparent Shear Strenght [ksi]Apparent Shear Strenght [ksi]40% Adhesion60% CohesionEnergetic (OPT)50% Adh 50% Coh40100% AdhesionAbrasion(150G 0.50.0100% 0% Adhesion70% CohesionEnergetic (APT)30% Adh 70% CohEnergetic (OPT)50% Adh 50% CohAbrasion (HS & GB)100% AdhesionDegrease100% Adhesion40455055606570Total Surface Free Energy [mN/m]751680
Thermoplastic and Thermoset Adhesive .24mN/m28.95mN/m32.13mN/mIncrease inPolar9.77mN/m ComponentNo increasein Polar3.74Component mN/m19.59mN/mIPA WipeHS (150-Grit)APTIPA WipeHS sionEnergetic(Thermoset) T650/5320-1Total (MSA)IPA150G HSAPTDegreaseAbrasionEnergetic(Thermoplastic) T700GC/LMPAEKLowerStrengthdue to TSSubstrateFailureIPA120G HSAPTDegreaseAbrasionEnergetic(Thermoset) T650/5320-125232018151310853017COV [%]40% Adh60% Coh100% Adh[45/0/-45/90]3S(All 24-ply Laminates)100% FTApparent Lap-Shear Strength Comparison (TP & TS – Paste Adhesive EA9394)100% Adh5.04.54.03.53.02.52.01.51.00.50.049.63mN/m30% LFT50% FT20% AdhSurface Free Energy [mN/m]3.34mN/m100% Adh This isn’t always the case when bondingthermoplastic composites with epoxy adhesivesdesigned for thermosets due to the increase instrength (toughness) associated with thermoplasticsubstrates40.9337.59 mN/mmN/m52.8949.15 mN/mmN/m77.44mN/m69.22mN/m71.33mN/m(Thermoplastic) T700GC/LMPAEKPolar (MSA)Dispersive (MSA)Apparent Shear Strength [ksi] As mentioned previously, abrasive surfacepreparation techniques are often associated withincreased bond strength and durability whentreating thermosets, which is erroneouslyinterpreted as a result from the mechanicalinterlocking (keying) due to the increased surfacearea & roughness instead of chemical bonds In reality, the overall reactivity of the surface isincreased as the inert oxide layer is removedfrom the surface of the thermoset substrate andthe polymer chains are opened (chemicallyactivated) First ply substrate failures are often witnessedwith thermoset adhesively bonded joints(properly designed joint)Surface Free Energy Comparison (TP & TS)80706050403020100
Comparison of Substrate and Adhesive Properties Thermoset & Thermoplastic Substrate InterlaminarProperty Comparison40% Adhesion60% CohesionThermoplasticT700/LMPAEK Toray TC1225 (Thermoplastic)Mode I Interlaminar Fracture Toughness GIC 2.1 kJ/m2Mode II Interlaminar Fracture Toughness GIIC 2.6 kJ/m2 T650/5320 (Thermoset)100% FTMode I Interlaminar Fracture Toughness GIC 0.109 kJ/m2Mode II Interlaminar Fracture Toughness GIIC 0.746 kJ/m2ThermosetT650/5320-1 T800/3900-2 (Thermoset)Al 2024 T351 (0.063” thick) ASTM D3165 (composite adherends) T700/LMPAEK (24-ply – APT)T650/5320-1 (24-ply – APT) (Paste Adhesive only)T800/3900-2 (24-ply – APT) (Paste Adhesive only)Higher interlaminar properties associated with thermoplasticscan change failure mode in comparison to thermosetcomposites. Bond interfacial strength is then highly interrogated.6543PAA BR1270.375" AlPAA BR1270.063" AlAPT(TP) T700/LMPAEKD5656APT(TS) T650/5320D1002D3165EA9394 Paste AdhesiveAPT(TS) T800/3900-2PAA BR1270.375" AlPAA BR1270.25" Al2APT(TP) T700/LMPAEKD5656D1002D3165FM300-2M Film Adhesive1018COV [%] 7100% Coh ASTM D1002 (thin metal adherends)820% Adh80% CohAl 2024 T351 (0.375” thick)950% Adh50% Coh 1040% Adh60% Coh ASTM D5656 (thick metal .00.50.030% Adh70% Coh Various Substrate Bond Properties (EA9394 &FM300-2M)40% Adh60% CohMode I Interlaminar Fracture Toughness GIC 0.419 kJ/m2Mode II Interlaminar Fracture Toughness GIIC 1.187 kJ/m2Apparent Shear Strength [ksi] 100% FT 30% Adh70% Coh
Adhesive Bonding of Thermoplastic Composites SummaryFAA – BPQ As with any bond process (thermoset orthermoplastic), the surface preparation process isAdhesive Bondingof Thermosetcritical in achieving a strong reliable bondComposites Abrasion surface preparation techniques that havebeen historically used to prepare thermosetcomposites are insufficient for thermoplasticcomposites because the surface is not chemicallyactivated in the abrasion process Atmospheric plasma treatment can increase thesurface free energy (specifically the polar surface freeenergy) and chemically activate the substrate to form astrong bond with the adhesive Effects of surface preparationon thermoplastic adhesively Minimal substrate failures were witnessed withbonded joints Overview of key differencesthermoplastic bond failures due to the increase inbetween thermoset andinterlaminar properties associated with thermoplastics thermoplastic surfacepreparation techniquesover thermosets Findings will be reported in a series of reports: Thermoplastic Structural Joining Materials Guidance forAircraft Design and Certification Vol. I – Adhesive Bonding of Reinforced ThermoplasticComposites Vol. II – Welding of Reinforced Thermoplastic CompositesFAA – TP JoiningVol. I – Adhesive Bonding ofThermoplastic Composites Critical processing parameteridentification for resistance,induction, and ultrasonic weldingtechniques Approach to defining a weld Overview of key differences insurface preparation for adhesivebonding and weldingFAA – TP JoiningVol. II – Welding ofThermoplastic Composites19
Looking Forward / Future Work Benefit to Aviation Generating guidance materials for adhesive bonding and welding reinforcedthermoplastic composites Identification of critical processing parameters in the adhesive bonding andweld processes to aid in establishing process controls Next Steps: Complete adhesive bond DCB testing Documentation of findings in Vol I. Report Thermoplastic Structural Joining Materials Guidance for Aircraft Design andCertification Vol. I – Adhesive Bonding of Reinforced Thermoplastic Composites Thermoplastic Welding Studies20
Contact & References Contact: Waruna Seneviratne (waruna@niar.wichita.edu) Brandon Saathoff (bsaathoff@niar.wichita.edu)1.2.3.4.5.6.Ashforth, C., Ilcewicz, L., “Certification of Bonded Aircraft Structure and Repairs,” FAA, STO-MP-AVT-266.Tracey, A. C., Dalal, H., Belcher, M. A. (Tony), Ferriell, D. R., Hall, K. L., Blohowiak, K. Y., Thomas, S. K.,Blohowiak, D. A., Johnson, B. S., Grace, W. B., Voast, P. J., “Bonding the Unbondable: Thermoplastics!,”CAMX 2017 (Orlando, FL 2017), The Composites and Advanced Material Expo.Shultz, K. A., Davis, A. C., “Surface Preparation Techniques for Adhesion to Aerospace ThermoplasticComposites,” SAMPE 2017 (Seattle, WA 2017), Society for the Advancement of Material Process andEngineering.Blackman, B., Kinlock, A. J., Watts, J. F., “The Plasma Treatment of Thermoplastic Fibre Composites forAdhesive Bonding,” 1993.Baldan, A. “Review - Adhesively-bonded joints and repairs in metallic alloys, polymers and compositematerials: Adhesives, adhesion theories and surface pretreatment,” Journals of Material Science, 2004.“Surface treatment for adhesive bonding: Thermoset vs. Thermoplastic composites,” Composites World,2020.21
Joining » Adhesive Bonding and Welding 3 The primary goal of this research program is to develop a framework for the qualification of thermoplastic joints. Critical processing parameters associated with each joining technique will be identified and protocols will be developed for defining adhesive bonding and welding processes.