Transcription
Product handbookDrilling &ThreadingWalter Titex & Walter PrototypThe perfect thread
CONTENTS2Application examples246Longitudinal member machiningGear machiningProduct information681618Walter Titex x·treme Plus drillsx·treme Plus rangeWalter Prototyp ECo-HT tapECo-HT range44 Everything you need to know about threads444648505153545558606264666870Thread types in accordance with DIN 202Chart of tolerance positionsTapped hole typesChamfer forms of tapsChip sections of chamfer formsChamfer clearance angleThread clearance angleBlind hole tapping processSpecial thread cutting applicationsGeneral notes on core holesCooling and lubricationGauging female threadsSynchronous machiningThe thread forming methodThe thread milling method72 Additional information7274757678808288909294x·treme Plus cutting datax·treme Plus driving powerECo-HT tap cutting dataTEC CCS expert systemThread tapping core diametersThread forming core diametersTroubleshooting: drillingTroubleshooting: threadingCalculation FormulasWalter Titex CATexpressWalter Reconditioning Service
Walter has more to offerthan just drilling and threading.A demanding processThe perfect core holeThe production of female threads is oneof the most demanding machining tasksin production engineering. Moreover, thethreads are often not made until theend of the production chain, which requires a high level of process reliability.Yet, in mass production, manufacturers demand that threads be producedever more speedily and economically,which necessitates continuous, ongoingdevelopment of processes and of drillingand threading tools. For female threads,there are essentially three productionmethods available: thread tapping,the proven method; thread forming, achipless alternative; and thread milling,a method that offers a particularly highdegree of reliability. Crucial to selectingthe appropriate production method ishaving as broad a knowledge as possibleof the advantages and disadvantages ofeach method as well as their practicallimitations. Ultimately, the decisionfor or against a particular productionmethod will have to be made underconsideration of technical and economicfactors.Before the thread can be created, a corehole has to be drilled. The quality of thecore hole has a considerable bearingon the cost efficiency and processreliability of the subsequent threadingoperation.Our experts not only offer a comprehensive range of drilling and reamingtools, they know exactly what is requiredto ensure results of consistently highquality and productivity. We offer innovative and dependable drilling solutions,whatever the diameter, from catalogueproducts to custom-made special tools.The perfect threadThe better matched the drilling andthreading tools are, the better the resultwill be. Our customers want measurablyhigher performance. Higher performancenot only in terms of threading accuracy,tolerances and chip formation, but alsoin respect of avoiding bird nesting andoversizing. Walter will show you howtools can be used most efficiently. Onlyoptimally matched, seamless solutionsproduce the perfect thread. With thecombined expertise of Walter Titexand Walter Prototyp, we are able todeliver maximum efficiency in threadmanufacturing.Drilling & Threading1
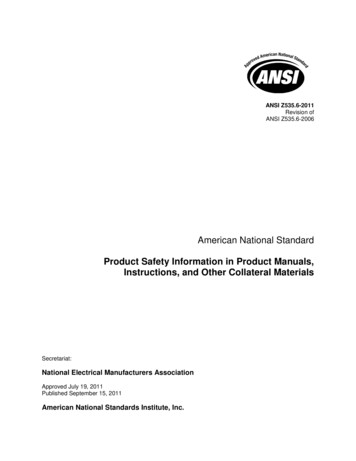
Application example 1:Longitudinal member machiningWalter Titex X·treme PlusThrough hole drillingWalter Prototyp Prototex ECO-HTThrough hole threadingTool:Cutting material:Diameter:Drilling depth:A3389DPLSolid carbide / DPL14 mm25 mmTool:Cutting material:Diameter:Drilling depth:E2026302-M16HSS-E-PM / THLM1625 mmWorkpiece material:Tensile strength:Hole type:QStE380TM ( S355MC)550 N/mm²Through holeWorkpiece material:Tensile strength:Hole type:QStE380TM ( S355MC)550 N/mm²Through holeMachine type:Adaptor:Machining centreHydraulic expansion chuckMachine type:Adaptor:Machining centreFloating holderCutting data:Cutting data:X·treme Plus3,7971670.341,291Competitor2,046900.28573n [1/min]vc [m/min]f [mm]vf [mm/min]Competitor29815597n [1/min]vc [m/min]vf [mm/min]Prototex ECO-HT597301,194Benefits for you:– 85 % higher cutting speed– Tool life increased from 1,500 to 2,000 holes despiteincreased cutting performance– Machining time reduced from 111 hours to 50 hours– 61 hours of spare machine capacityBenefits for you:– Double the cutting speed for the same tool life– Machining time reduced from 120 hours to 60 hours– 60 hours of spare machine capacity– Double the productivityComparison: machining time / holeComparison: machining time / thread-55%CompetitorX·treme Plus0s21s-50%CompetitorPrototex ECO-HT2s3s4s0s1s2s3s4sDrilling & Threading3
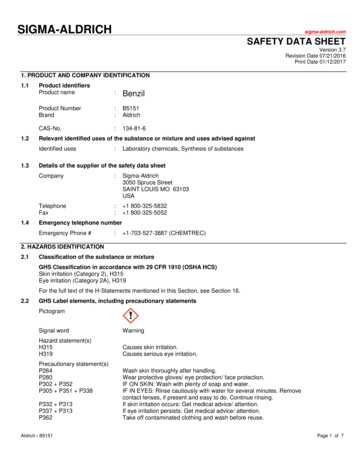
Application example 2:Gear machiningWalter Titex X·treme PlusThrough hole drillingWalter Prototyp Prototex ECO-HTThrough hole threadingTool:Cutting material:Diameter:Drilling depth:A3389DPLSolid carbide / DPL6.8 mm25 mmTool:Cutting material:Diameter:Drilling depth:E2021342-M8HSS-E-PM / THLM825 mmWorkpiece material:Tensile strength:Hole type:16MnCr5700 - 1,000 N/mm²Through holeWorkpiece material:Tensile strength:Hole type:16MnCr5700 - 1,000 N/mm²Through holeMachine type:Adaptor:Machining centreHydraulic expansion chuckMachine type:Adaptor:Machining centreFloating holderCutting data:Cutting data:X·treme Plus8,0981730.231,863Competitor4,6811000.20936n [1/min]vc [m/min]f [mm]vf [mm/min]Prototex ECO HT1,472371,840Competitor995251,243n [1/min]vc [m/min]vf [mm/min]Benefits for you:– Cutting speed increased by 73 %– Tool life increased from 1,900 to 2,800 holes despiteincreased cutting performance– Machining time reduced from 110 hours to 60 hours– 50 hours of spare machine capacityBenefits for you:– Cutting speed increased by 48 %– Tool life increased from 2,400 to 4,000 threads– Machining time reduced from 100 hours to 70 hours– 30 hours of spare machine capacityComparison: machining time / holeComparison: machining time / thread-45%-30%CompetitorCompetitorX·treme PlusPrototex ECO HT0s41s2s3s0s1s2s3sDrilling & Threading5
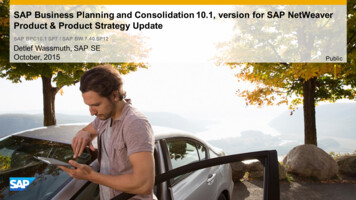
Product informationWalter Titex X·treme PlusWith this tool Walter Titex is settingnew standards in drilling with solidcarbide tools. The drill incorporatesa wealth of innovations – includingthe new patent pending multifunctional double coating (DPL) that hasoutstanding properties.With Walter Titex X·treme Plus youcan increase the productivity in theseries production of steel and cast ironcomponents to a new level.THe TooL– solid carbide high performancedrilling tool with internal coolantsupply– new type of multifunctional doublecoating DPL “Double PerformanceLine” (patent pending)– drilling depth 5 x d (A3389DPL) and3 x d (A3289DPL)– diameter range from 3.0 to 20.0 mmInternal coolant supplyPoint coating with excellentwear properties and for highcutting speedsBasic coating foroutstanding chipremovalX·TreMeThe new Walter Titex X·tremeSeries with a unique doublecoating: extremely innovativeand extremely productive.Standard shankDIN 6535 HADimensions in accordance withDIN 6537 L and DIN 6537 KTHe APPLiCATion– for all steel and cast iron materialsas well as for stainless steels andnon-ferrous metals– HPC machining– also suitable for dry machining withinternal MQL supplyOptimised flute profileSpecial point geometry,140 point angleX·treme PlusType: A3289DPL, A3389DPLWorkpieceChipPoint coatingYour ADvAnTAGesspeed 200%Costs- 50%Cost savings and increases inproductivity with the X·treme Plus6– Maximum productivity; at leastdouble that achievable usingconventional tools moreproductivity, lower productioncosts– Alternative: Double the tool lifewith conventional cutting data e.g. fewer tool changes– Excellent surface finish– High process reliability– Varied application possibilitieswith regard to materials andapplication (e.g. MQL)– Ensures spare machine capacityBasic coatingCarbideProDuCT ADvAnTAGes– New type of multifunctional double coating “DPL – Double Performance Line”(patent pending), consisting of a basic coating for protecting the tool and aspecial point coating. The combination with the point coating not only makesit possible to use at greater cutting speeds, it also ensures outstanding toollife with conventional cutting data.– Unique grinding with optimised microgeometry for lower power consumptionand optimum surface quality.– Solid carbide cutting material – micro grain K30F.Drilling & Threading7
Product informationX·treme Plus range – A3289DPLApplication:high performance twist drill formaximum productivity in steel,stainless steel, non-ferrousmetals and cast iron materials.Extremely high feed and cuttingspeeds with superior processreliability and surface quality.d1 mmm7d1d2l2l4l1d2 mmh6l1 mml2 mmmax.l4 mmOrder -4.95.0006662836-55.1006662836-5.1l1 mml2 mmmax.l4 mmOrder 2836-5.555.55613/64 IN6662836-7/32IN5.6007/32 008794136-7.13.1751/8 IN3.5003.5729/64 IN3.6003.9003.9695/32 IN4.3004.3668d2 mmh63/16 IN4.9005.159d1 mmm7Øinches/no.11/64 IN15/64 IN1/4 IN17/64 4.57.2009/32 ing & Threading9
Product informationX·treme Plus range – A3289DPLd1 mmm7d2 mmh6l1 mml2 mmmax.l4 �inches/no.d2 mmh6l1 mml2 mmmax.l4 4IN11.113121025545-7./1 4IN5/16 IN7/16 INOrder codeA3289DPL.829/64 4021/64IN12.100141076045-12.1-12.28.33421/64 IN15/32 .500161156548-15.5-5/8IN8.7008.73111/32 IN8.8009.0009.1289.5259.92223/64 IN3/8 IN1/2 IN17/32 IN9/16 N12102554510.810.31925/64 IN31/64 IN10.00013/32 IN10.40010.50010.71610.80010d1 mmm77.8007.93819/64 INOrder codeA3289DPL.27/64 IN5/8 IN3/4 IN181236548-18201317950-3/4IN201317950-20Drilling & Threading11
Product informationX·treme Plus range – A3389DPLApplication:high performance twist drill formaximum productivity in steel,stainless steel, non-ferrousmetals and cast iron materials.Extremely high feed and cuttingspeeds with superior processreliability and surface quality.d1 mmm7d1d2l2l4l1d2 mmh6l1 mml2 mmmax.l4 mmOrder -4.95.0006824436-55.1006824436-5.1l1 mml2 mmmax.l4 mmOrder 4436-5.555.55613/64 IN6824436-7/32IN5.6007/32 .1-6.23.1751/8 IN15/64 15336-7.13.5003.5729/64 IN3.6003.9003.9695/32 IN4.3004.36612d2 mmh63/16 IN4.9005.159d1 mmm7Øinches/no.11/64 IN1/4 IN17/64 4.57.2009/32 ing & Threading13
Product informationX·treme Plus range – A3389DPLd1 mmm7d2 mmh6l1 mml2 mmmax.l4 5Øinches/no.d2 mmh6l1 mml2 mmmax.l4 mmOrder -11.58915336-5/16IN11.509121187145-29/64IN5/16 IN7/16 IN29/64 /64 IN15/32 /8IN8
Walter Titex X·treme Plus Through hole drilling Walter Prototyp Prototex ECO-HT Through hole threading Benefits for you: – Cutting speed increased by 73 % – Tool life increased from 1,900 to 2,800 holes despite increased cutting performance – Machining time reduced from 110 hours to 60 hours – 50 hours of spare machine capacity