Transcription
www.lincolnelectric.euTHE FULL SOLUTION FORSUBMERGED ARC WELDING
GLOBAL LEADER FOR SUBMERGED ARC WELDINGKNOWN WORLDWIDE FOR QUALITY, PERFORMANCEAND PRODUCTIVITYNETHERLANDSUNITED KINGDOMFRANCECANADASPAINUNITED NDIALOCATIONSCOLOMBIASINGAPOREGlobal HeadquartersPERUSolution CentersBRAZILSOUTH AFRICACHILEAUSTRALIAARGENTINA11 000325 125383.0Employees worldwideGlobal R&D TeamYears of experienceSolution CentersBillion USD revenueSUBMERGED ARC WELDINGFOR EVERY INDUSTRYTECHNICAL EXPERTISE PRODUCTIVITY SOLUTIONSGLOBAL APPLICATION SUPPORT GO TO WEB PAGE2SUBMERGED ARC WELDINGwww.lincolnelectric.eu
TABLE OF CONTENTSMOVING YOUR SUBMERGED ARC SOLUTION TO THE NEXT LEVELTHE SUBMERGED ARC WELDING PROCESSWELD COST STUDIESSUBMERGED ARC EQUIPMENTSUBMERGED ARC CONSUMABLES / PACKAGINGPOWER WAVE SOFTWARE SOLUTIONS: CHECKPOINT SOLUTIONS FROM ONE HAND481114161718SUBMERGED ARC WELDING3
MOVING YOUR SUBMERGED ARC SOLUTION TO THE NEXT LEVELMOVING YOUR SUBMERGED ARC SOLUTIONTO THE NEXT LEVEL High quality welding resultsLincoln Electric is the submerged arc process specialist. Together we willdevelop the best solution while maximizing your savings through highestdeposition rates, highest quality and optimized parameters with your actualequipment and potential investments. Rate yourself on the next graph andlet's move together to the next step. Excellent bead appearance Highest deposition rates Deep penetrationTriple ArcMULTIPLEPOWER SOURCESTandem TwinTandem ArcTiny Twin ArcSINGLEPOWER SOURCEInvestment I ncreased productivityLong Stick OutSingle Wire150200250300350400Deposition Rate (%) vs Single Electrode10050Deposition Rate (kg/h)40Tandem Long Stick Out (Ø3.2-4.0)3020Tiny Twin Arc (Ø2.0-2.4)Triple Arc (Ø3.2-4.0)Long Stick Out (Ø2.0-4.0)Tandem Arc (Ø3.2-4.0)10Single Arc (Ø2.0-4.0)30060090012001500180021002400Total Welding Amperage (A)4SUBMERGED ARC WELDINGwww.lincolnelectric.eu
MILD STEEL WIRE DEPOSITION RATES IN SUBMERGED ARC WELDINGAverage Deposition Rate in (kg/h)Improvement versus standard Single Arc in [ %]DC StandardStick OutSingle ArcSingle Wire4.0 mmTiny Twin Arc2 x 2.0 mm6.5 kg/hACLongStick OutStandardStick OutLongStick Out10.0 kg/h8.0 kg/h15.0 kg/h 54%9.6 kg/h 23%13.8 kg/h– 48% 130%– 112%DC /ACAC/ACStandardStick OutLongStick OutStandardStick OutLongStick OutTandem Arc2 x 4.0 mm18.7 kg/h23.5 kg/h20.7 kg/h29.0 kg/hTandem Twin4.0 2 x 2.0 mm23.2 kg/h 188% 256%MultipleArcs 262% 218%26.0 kg/h– 300% 346%–AC/AC/ACStandard Stick OutTriple Arc3 x 4.0 mm32.0 kg/h 392% Highqualityweldingresults LincolnElectricsupportsyou to select: Excellentbeadappearance Optimumprocess Highestdeposition rates Ideal parameters Deeppenetrationthat guarantee the required Consumables I ncreasedproductivitymechanicalproperties customized to your applicationGO FORNEXTSTEPwww.lincolnelectric.euSUBMERGED ARC WELDING5
MOVING YOUR SUBMERGED ARC SOLUTION TO THE NEXT LEVELDEPOSDEPOSITION RATES – SINGLE POWER SOURCEThe single power source configuration panelSingle WireI T I ONLong Stick OutTiny Twin Arc Low additional investment To be used over 700 A High deposition rate and high speed weld To be used on fillet or filling weld Reduced penetration Deposition rate up to 20 kg/h Standard platform Easy to upgrade Deposition rate up to 10 kg/h1 – Power source1 – Wire feeder1 – Wire1 – Power source1 – Wire feeder2 – Wire1 – Drive roll kitTYPICAL STANDARD DEPOSITION RATES FOR SINGLE POWER SOURCEDC Very low additional investment High deposition rate Low heat input (less distortion) Flux / wire ratio reduction Deposition rate up to 30 kg/h Recommended with Power Wave AC/DC 1000 SD1 – Power source1 – Wire feeder1 – Wire1 – Long Stick Out kitACSingle Wire 4.0 mmTiny Twin Arc 2.0 x 2.0 mmSingle Wire 4.0 mmTiny Twin Arc 2.0 x 2.0 mmStandard Stick OutLong Stick OutStandard Stick OutStandard Stick Out Long Stick OutStandard Stick OutTypical Deposition Rate6.5 kg/h10.0 kg/h9.6 kg/h8.0 kg/h15.0 kg/h13.8 kg/hImprovement vs. Single Wire 4.0 mm100%154%148%123%230%212%250DC AC50 Hz25% balance-25% offsetProductivity Improvement Percentage % 130% 112%200150 54% 48%100 23%500Single WireDC 6SUBMERGED ARC WELDINGSingle Wire,Long Stick OutDC Tiny Twin ArcDC Single WireACSingle Wire,Long Stick OutACTiny Twin ArcACwww.lincolnelectric.eu
DEPOSITION RATES – MULTIPLE POWER SOURCESThe tandem and triple arc configuration panelSEATRTriple Arc High productivity High welding speed High deposition rate up to 35 kg/h Versatile process with Power Wave Tandem Tiny TwinAC/DC 1000 SD3 – Power source3 – Wire feeder3 – Wire High productivity and high speed weld High deposition rate up to 30 kg/hTandem Favourable weld geometry pass/cap pass High deposition rate up to 25 kg/h Long stick out option with all benefits on demand2 – Power source2 – Wire feeder3 – Wire1 – Drive roll kit2 – Power source2 – Wire feeder2 – WireTYPICAL STANDARD DEPOSITION RATES FOR MULTIPLE POWER SOURCESDC /ACSingle wire4.0 mmTandem ArcAC/ACTandem TinyTwin6.5 kg/h18.7 kg/h23.2 kg/h100%288%356%Tandem Arc Long Stick OutTandem ArcTandem TinyTwinTypical Deposition Rate26.0 kg/h23.5 kg/h20.7 kg/hImprovement vs. Single Wire 4.0 mm362%318%AC/AC/ACTandem Arc Long Stick OutTriple Arc3 x 4.0 mm29.0 kg/h32.0 kg/h446%492%400%500 392%450 346%Productivity Improvement Percentage %400 287%DC 300%350 256% 262%AC/AC 218%30050 Hz25% balance-25% offset 188%250AC/AC/AC50 Hz25% balance-25% offset200150100500Single WireDC www.lincolnelectric.euTandem ArcDC /ACTandem TinyTwinDC /ACTandem ArcLong Stick OutDC /ACTandem ArcAC/ACTandem TinyTwinAC/ACTandem Arc,Long Stick OutAC/ACTriple arcAC/AC/ACSUBMERGED ARC WELDING7
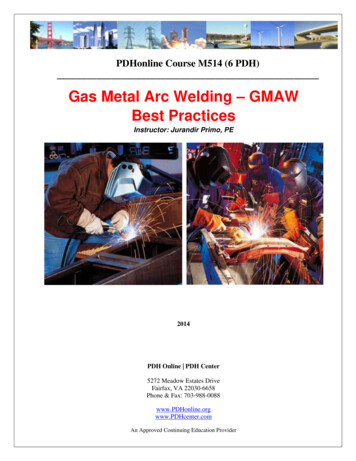
THE SUBMERGED ARC WELDING PROCESSTHE SUBMERGED ARC WELDING PROCESSThe arc being shielded and hidden under the flux, high current density can be consideredwith the following benefit: Operator protection from arc ray and heat radiation High deposition rate and high quality welds Versatile welding process with combination of wire diameter, flux type, single ormultiple electrodes, welding current wave shape and welding modeWELDING PARAMETERS (VARIABLES)WIRE DIAMETER/AMPERAGEThe submerged arc wire standard portfolio includes different wire sizes, mainly between 2.0 and4.0 mm wire diameter. The choice of wire size is made in accordance with the welding procedureparameters in order to maximize the current density and increase the melt off rate, withoutexceeding the wire current carrying capacity as shown in the following table.Amperage UsedWire Diameter2003004005001.93.04.56.76007008002.0 mmkg/h2.4 mmkg/h2.94.45.98.03.2 mmkg/h2.53.85.26.78.54.0 h2.02.4 mm kg/h2.4 mm kg/h3.2 mm kg/h3.2 mm kg/h4.0 mm kg/h4.0 mm 86442200200200300300400500600400500600Amperage UsedAmperage Used8SUBMERGED ARC WELDINGwww.lincolnelectric.eu900
POLARITYIn most of the submerged arc applications it is possible to work in DC current with the electrodebeing either positive or negative.Thanks to Lincoln Electric Waveform Control Technology embedded in the new Power Wave AC/DC 1000 SD power source and the new MAXsa Controllers and Feeders, we can now takeover the full area between DC and DC-.DC DC-AC Improves deposition A compromise betweenMost common mode Deep penetration andstable arc rate (25%)Limits penetration Limited arc stabilitythe two DC modes The optimum choice withPower Wave AC/DC 1000 SDWaveform Control Technology capability provides precise control over: Frequency Balance(Number of switch persecond from positive tonegative polarity) Offset(Percentage of time inthe positive polarityportion of one cycle)(Positive/NegativeAmplitude)Offset : Positive Current Level PenetrationCurrent, Voltage, or PowerAC FrequencyCycle Balance Penetration/DepositionOffset : Negative Current Level DepositionStick-out: 32mm15Deposition Rate (kg/h)DC-13AC Square wave25% balance, -20 offset11AC Square wave25% balance9AC Square wave50% balance7DC 53200www.lincolnelectric.eu400600800Current (A)1000SUBMERGED ARC WELDING9
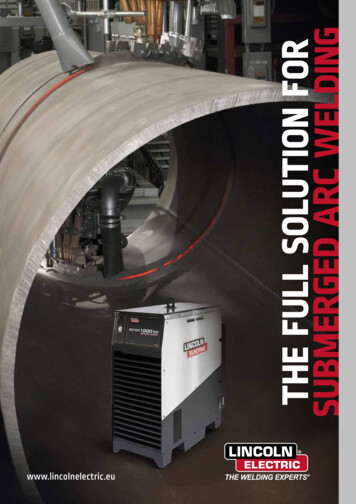
THE SUBMERGED ARC WELDING PROCESSELECTRICAL STICK OUTElectrical Stick Out setting:The electrical stick out or CTWD (contact tip to work distance) is the distance set between thecontact tip end and the work piece. The stick out needs to be kept constant along the weld ifconsistent results are expected for the welding behavior and penetration.The Long Stick Out variant:Taking benefit of the Power Wave technology, the long stick out variant is now a reliable optionfor a number of applications.Unmatched ProductivityIncreaseCompleteControlEnabled by State-of-the-ArtEquipment Increase deposition rate Power Wave technology Power Wave AC/DC 1000 SDwithout changing the process Significant reduction of heatinput possibleeliminates arc strikingissues by allowing completetailoring of the arc startcharacteristics MAXsa 10 Controller MAXsa 22 Automatic Feeder Precise control over the inputWATCH VIDEOof energy into the weldHEAT INPUTHI A V v Heat Input [kJ/cm]Current [A]Voltage [V]Travel Speed [cm/min]HI 0.06 x A vx VThe heat input will affect the mechanical properties of the deposited metal as well as the basematerial in the heat affected zone. It is also a key parameter for the distortion of the weld assembly.As an example, a target at 20 kJ/cm for single arc procedure on non and low alloy grade is a good start.With the Power Wave AC/DC 1000 SD, the heat input can be optimized and tailored as needed.10SUBMERGED ARC WELDINGwww.lincolnelectric.eu
WELD COST STUDIESWELD COST STUDIESLINCOLN SUPPORT IN PRODUCTIVITY IMPROVEMENTAs per our previous parameters setting range description, the submerged arc process offers alot of opportunities for productivity improvements. From the procedure adjustment to the hardautomation investment, it is our philosophy to partner with the customer to achieve the highestsavings combined with an optimum ROI (return on investment).Improving productivity in the workshop should be considered from many aspects:WELD PREPARATIONV, X and K joint The included angle ranges between 45 and 60 The narrower angle is used when the top of thepreparation can be reached in one passHeavy plates Combined preparation also called a compoundbevel is used to limit the groove area andguarantee penetration– 60 angle at the bottom– 5 to 15 above as soon as the bevel sidedistance exceed 12 mm–M achining and seam tracking system ismandatoryDouble side welds Symetric preparations are always moreeffective than asymetric grooves Up to 25 mm, it is possible to use the two runtechnique (1 pass each side in tandem)www.lincolnelectric.euSUBMERGED ARC WELDING11
WELD COST STUDIESWELD COST STUDY - SINGLE POWER SOURCE EXAMPLE60 APPLICATIONLabour cost*: 60 /hWeld length: 10 000 mConsumables: Lincolnweld 860 / L-61 wire combinationWeld metalper m 4.35 kgConsumable costper m 18.70 30mmDC TinyTwinArcSingleWireSingleWireTinyTwin Arc30 mmStickOutLongStickOut25 mmStickOut30 mmStickOutLongStickOut25 13133Deposition rate[kg/h]6.510.09.68.015.013.8Welding speed[cm/min]426565426565Heat input[kJ/cm]23.015.023.024.016.024.0Electrical parametersPROCESSAC**COST STUDY FOR 10 000 METERS OF WELDCONSUMABLE COSTPRODUCTIONCOSTTOTAL COSTWeld metal cost[ ]187 000Welding time[h]6 6924 3504 5315 4382 9003 152Time saving[h]--2 342-2 161-1 255-3 792-3 540Labour cost*[ ]401 538261 000271 875326 250174 000189 130Labour saving[ ]--140 538 -129 663 -75 288 -227 538-212 408Total cost[ ]588 588Total cost saving* Machine cost including one operator448 050458 925513 300361 050376 180-24%-22%-13%-39%-36%** AC 50 Hz, 25% balance, -25% offsetTotal Welding Cost for 10 000 m of WeldSingle WireDC 588 588 Single WireLong Stick Out, DC 448 050 (-24%)Tiny Twin ArcDC 458 925 (-22%)Single WireAC513 300 (-13%)Single WireLong Stick Out, AC361 050 (-39%)Tiny Twin ArcAC376 180 (-36%)0100 000200 000300 000DC 12SUBMERGED ARC WELDINGAC400 000500 000600 000 ( )50 Hz, 25% balance, -25% offsetwww.lincolnelectric.eu
WELD COST STUDY – MULTIPLE POWER SOURCE EXAMPLE60 APPLICATIONLabour cost*: 60 /hWeld length: 10 000 mConsumables: Lincolnweld 860 / L-61 wire combination30mmDC PROCESSWeld metalper m 4.35 kgConsumable costper m 18.70 DC TandemTandemArc LongTinyArcStick OutTwinTandemArc LongStick Out30 mmStickOut30 mmStickOut25 mmStickOut125 mmStickOut30 mmStickOut25 mmStickOut125 3330/3232/3433/3432/34Deposition rate[kg/h]6.518.723.223.520.726.029.0Welding speed[cm/min]42100.0130.0120.0100.0130.0120.0Heat input[kJ/cm]23.026.024.021.026.025.021.0COST STUDY FOR 10 000 METERS OF WELDCONSUMABLE COSTPRODUCTIONCOSTTOTAL COSTWeld metal cost[ ]187 000Welding time[h]6 6922 3261 8751 8512 1011 6731 500Time saving[h]--4 366-4 817-4 841-4 591-5 019-5 192Labour cost*[ ]401 538139 572112 500111 064126 087100 38590 000Labour saving[ ]--261 966-289 038-290 475-275 452-301 154-311 538Total cost[ ]588 588326 622299 550298 114313 137287 435277 050-45%-49%-49%-47%-51%-53%Total cost saving* Machine cost including one operator** AC 50 Hz, 25% balance, -25% offsetTotal Welding Cost for 10 000 m of WeldSingle WireDC 588 588 Tandem ArcDC /AC326 622 (-45%)Tandem Tiny TwinDC /AC299 550 (-49%)Tandem ArcLong Stick Out, DC /AC298 114 (-49%)Tandem ArcAC313 137 (-47%)Tandem Tiny TwinAC287 435 (-51%)Tandem ArcLong Stick Out, AC277 050 (-53%)0100 000200 000DC www.lincolnelectric.eu300 000AC400 000500 000600 000 ( )50 Hz, 25% balance, -25% offsetSUBMERGED ARC WELDING13
SUBMERGED ARC EQUIPMENTFONParts &LabourMANOTCE PLUS PRRECPERYear warrantyTIOCOutputICLINN E LEC3OLTRDigital Power SourceInputPower Wave AC/DC 1000 SDIncre
The heat input will affect the mechanical properties of the deposited metal as well as the base material in the heat affected zone. It is also a key parameter for the distortion of the weld assembly. As an example, a target at 20 kJ/cm for single arc procedure on non and low alloy grade is a good start. With the Power Wave AC/DC 1000 SD, the heat input can be optimized and tailored as .