Transcription
Selecting a Manufacturing Execution System for aSmart FactoryNikhil Padhi
AbstractAs companies draw up their system architecture ERP (Enterprise Resource Planning), PLM (ProductLifecycle Management) & Tax applications dominate discussions. These days Digital, Robotics andAdvanced Analytics have more “timeshare” as well as “budget share”. However, in the context of factories,Manufacturing Execution System (MES) is a key application. Operators use Manufacturing ExecutionSystem (also known as Shop Floor Execution System) to log their transactions. Considering the nature ofthe application, many companies go for a home-grown system as they can map their custom businessprocess steps. However, in recent years, there is a strong adoption of packaged MES by companies. Oneof the challenges that companies face during the selection process is to select the MES appropriate forthem. This is because MES package market is a highly-fragmented one. This paper tries to outline keyelements during MES selection process.
Digital revolution is shaping factories around the world. IoT (Internet of Things), 3D Printing, VR(Virtual Reality) and Robots are driving productivity improvements, cost reduction andoptimization in manufacturing facilities. However, in the race to be a leader in the digital world,sometimes we tend to ignore basic building blocks to setup a “smart” factory. One such buildingblock, is Manufacturing Execution System (MES). Manufacturing Execution System is nervecenter of shop floors, this is where Operators log shop floor transactions, maintain traceability,track machine status, generate dash boards etc. Increasingly, organizations are adoptingpackaged MES in their plants. However, selecting an MES package is a complex process as thereare many options available in the market place and each organization has a unique set ofrequirements. The following sections explore the process to select an MES package.1.0. Directional Alignment with Project Sponsors?Selection process starts with multiple discussions with executive sponsors to decide the overallapproach. Normally, there are two broad options; “Home grown MES” or a “Packaged MES”.Implementing “Packaged MES” is expected to have relatively higher upfront cost and relativelylower recurring cot where as “Home grown MES” is expected to have a relatively lower upfrontcost and relatively higher recurring cost. Another question that comes up is, if orgs want doapplication development on their own in case they choose “Homegrown MES”? selecting apackaged MES will create bandwidth to focus on Automation, Productivity improvements &Process Optimization, as product development will be off IT (Information Technology) team’splate.The next decision point is, whether to go for “On-Premise” version of the packaged MES or“Cloud” version. A detailed analysis needs to be performed to assess Total Cost of Ownership(TCO), Performance, Security, Infrastructure Readiness etc for both “On-Premise” and “SaaS”(Software as a Service) version. Based on the outcome, organizations should decide which wayto go. Often, On-premise version is advisable for a Manufacturing set up, as latency might be anissue for a SaaS product.There should be an agreement on a broad timeline for implementation which should include timerequired to finalize an MES. Team should get a “sense” of budget available. Procurement teamshould be plugged in right from the beginning. Key Users need to be identified from crossfunctional teams who will form the core team to drive the selection as well as implementationprocess. There need to be some discussions around implementation approach; whether it shouldbe a big bang one or a phased approach.2.0. Workshop to define the Framework for Selection:Where does the selection process start? A good starting point will be to draft high-levelrequirements. A workshop with key users will be helpful to come up with a set of keyrequirements. Requirements can be along the following dimensions;
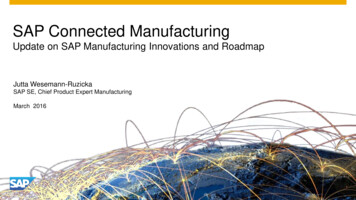
Total Cost ofOwnership, Time toimplement & SupportCoreFunctionalities, UI& ScalabilityCompany Profile &Architectural FitSaaS Offerring & SecurityFeaturesCore Functionalities, UI & Scalability: This refers to functionalities required to carry outmanufacturing operations. MES should provide a platform to record shop floor transactions,provide traceability, generate reports on key matrices etc. It should have User friendly interfaceand should be scalable to support expansion.Total Cost of Ownership, Time to implement & Support: This corresponds to upfront cost likelicense fees, implementation fee and recurring fees like license support fee etc. Time toimplement and support framework are equally important.Company Profile & Architectural Fit: Need to assess the ability of prospective providers to deliverthe solution within the timeline.SaaS Model & Security Features: whether prospective vendors have a SaaS model as well andhow roles and responsibilities can be managed for compliance, data security etc.As a next step, weightages that need to be assigned to each of these dimensions need to bedecided. A set of typical weightages will look like this; Core Functionalities, UI & Scalability (40%),Company Profile & Architectural Fit (20%), Total Cost of Ownership (TCO), Time to implement &Support (20%) and SaaS Model & Security (20%). Each company need to decide weightagessuitable for them.
Detailed attributes need to be defined for each dimension. The following table showsrecommended attributes for each dimension. Organizations need to come up with their own setof attributes.DimensionCore Functionalities, UI(User Interface) &ScalabilityDetailed AttributesCore FunctionalitiesMaster Data Management Creation and Maintenance of SKUsCreation and Maintenance of BOM(s)/Formula(s)Creation and Maintenance of Routing(s)/RecipesAbility to manage Sourcing/Supplier informationin MESFactory ModelingAbility to configure PlantsAbility to configure LinesAbility to configure EquipmentsAbility to create Equipment ClusterAbility to configure ResourcesAbility to configure Shifts/Work Day CalendarProcess ExecutionAbility to define WorkflowsAbility to define interdependencies of ProcessStepsAbility to track in and track out after eachProcess StepScrap Management: Ability to transact Scrapafter each Process stepScrap Management: Ability to charge Scrap toUpstream ProcessesScrap Management: Ability to assign a list ofScrap Code to specific Process StepScrap Management: Ability to assign a list ofScrap Code to a specific machineLot ManagementAbility to create and transact LotAbility to associate Lot to Sales OrdersSupport Lot Split/ Lot MergeAbility to modify/cancel a LotCriticality(High/Medium/Low)
Lot Traceability & LotGenealogyWafer Traceability(in case of Semiconindustry)Equipment IntegrationAbility to create separate Lots for Production,R&D and EngineeringAbility to convert R&D and Engineering Lot toProduction LotAbility to trace Materials used in a givenLot/Serial NumberAbility to trace equipments used in a givenLot/Serial NumberAbility to associate Wafer Ids to Lot NumbersAbility to trace materials used in a given Wafer(Wafer Id)Ability to trace equipments for a given Wafer(Wafer Id)Ability to talk to EquipmentsAbility to stream data from equipmentsAbility to provide APIs and Drivers for IndustryStandard Protocols (e.g. SECSGEM/PV2 etc)Ability to pull equipment status and updatestatus automatically on a dashboardAbility to automatically shut down the machinein case of OOS (Out of Spec)/OOC (Out ofControl)SPCAbility to integrate with PLCCompatibility with Middle Layer (e.g. OPCServer)Ability to support automated data collectionfrom equipmentsAbility to support automated data collectionfrom other systems through interfacesStrong capability to detect and suggest remedyfor Out of Control (OOC) and Out of Spec (OOS)situationsAbility to execute automated OCAP (Out ofControl Action Plan)Strong abilities in Chart Generations (ControlChart, setting up the parameters for ControlChart etc)Strength of SPC Charts repositoryPlanningAbility to do Kan Ban PlanningAbility to do Production SchedulingReportingAbility to do Lean ManagementReporting Capabilities (Out of Box Reports inYield, OEE, INs & OUTs Customizations requiredetc)Built in Dash Boards and ability to develop newDash boards
User InterfaceScalabilitySaaS Offering & SecurityAbility to empower Users to develop their ownreports using Tableau etcUser Interface (Ease of Use, Number of Clicks tocomplete a Transactions etc)Effort required for Change Management (Superuser Training, Operator Training etc)Can it support seamless scaling of manufacturingfoot print (more lines, more plants)SaaS offering availableNumber of Customers availing SaaS offeringreliability of SaaS offeringAudit TrailRole based access & privilegesData SecurityCompany ProfileSize of the Company (Revenue & Personnel)Number of Installations worldwideNumber of Clients in same or similar industryDomainNumber of offices and their Geographic SpreadNumber of published Success StoriesArchitectural FitSystem to System InterfaceEase of Integration with OLTP systems (e.g.Oracle, SAP etc)Ease of Integration with Web ApplicationsFlexibility with respect to AutomationAbility to talk to RobotsAbility to integrate with IoT platformsCompatibility with multiple Database type (MSSQL, Oracle, Mongo DB etc)Compatibility with Mobile DevicesScalability (More Lines New Plants)Compatibility with multiple web browsers(Internet Explorer, Fire Fox etc)Compatibility with Overhead Barcode ReadersAbility to integrate with Overhead BarcodeReaders to capture Barcodes, ids andautomatically log them in MESTotal Cost OwnershipUpfront License FeeLicense Fee Structure (Incremental License Feethat needs to be paid with expansion)Implementation Cost (MES Configuration, ERPIntegration, Machine Integration etc)Hardware Cost (Line Peripherals, Servers &Storage, Network, Security)
Annual License Support Fee (Yr2 onwards)Yearly Support Cost (Consultants)Time to implementSupportYearly Hardware Support CostTime required to implement basic Features (MESConfigurations, Factory Modeling, Equipmentconfigurations)Time required to integrate withEquipments/PLCsTime required to roll this out to other plants (ifrequired)Number of Support personnel & theirGeographic SpreadQuality of Response for Severity1 Incidents (P1support)3.0. Initial LonglistNext big challenge is to short list 5-7 products. MES products market is a highly-fragmentedmarket, hence it’s really challenging to identify a few products which are suitable against theframework. Start with available reports on MES products. List can be filtered to 5-7 based on,Company Profile (Size, Global Presence, Consultant Base, Client List, Press Releases, Reviews etc),Specialization in the vertical that the Organization operates in and Interaction with counter partsin other companiesThe next step was to come up with the final shortlist.4.0. Final Shortlist:Final shortlist of 2-3 products can be based on Review of product data sheet of each MES againstdetailed attributes listed in the Dimension table, Short call with a SME from MES supplier(wherever was possible) and Internal Cross-Functional discussionThe result of this phase will be 3-4 MES products;Next step will be product demos from the final short list.
5.0. Product Demo:During the demo, prospective vendors walk through core functionalities based on the keyrequirements provided to them. This is followed by detailed Q&A session. It is advisable to inviteall cross-functional teams involved in the selection process.6.0. Comparative Analysis:6.1. Dimension#1: Core Functionalities, UI & Scalability Criticality need to be assigned to all requirements. (High/Medium/Low)Weightages can be assigned based on criticality, e.g. 50% weight to “High”, 30% weightto “Medium” and 20% weight to “Low”Each attribute can be rated on a scale of 1-10“Weighted Points” for a given attribute can be derived by multiplying points with theweightPoints for all attributes need to be aggregated for a given productThe aggregated points are the score for the product in Core Functionalities & UI6.2. Dimension#2: SaaS Offering and Security The attributes in this dimension are essentially Yes/No questionsMaximum points should be awarded for “Yes” and little or no points should be awardedfor NO6.3. Dimension#3: Architectural Fit This section deals with integration with other systems; PLC, Robots, IoT etcIf a product has ready to use interface maximum points should be awardedIf it doesn’t have any ready to use interface, points should be assigned depending on thedegree of difficulty that might be involved to develop that interfaceEqual weightages were assigned to each interface
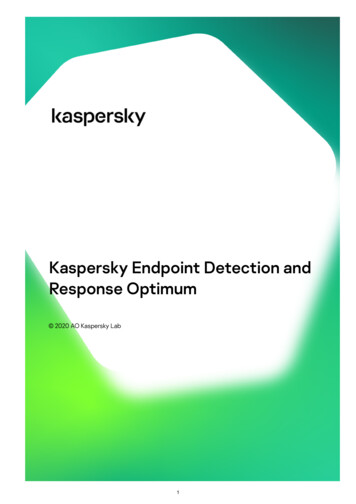
6.4. Dimension#4: Total Cost of OwnershipThe following cost elements were considered while arriving at Total Cost of Ownership (TCO).It may be noted this is not an exhaustive list, it’s indicative in natureOne-time Fixed CostApplicationsUpfront License Fee (this will vary based on On-Premise or SaaSmodel option, On-Premise will have a large upfront component,while the SaaS version will not have upfront License Fee)Implementation CostMES (Factory Modeling, Process Configurations, Master Data Setupsetc)Integration (MES-ERP, MES-PLM etc)Equipment IntegrationPLC IntegrationLabel Templates DesignTraining ine Peripherals (Barcode Readers, Printers etc)Servers & StorageDatabase LicenseNetwork DevicesRecurring CostApplicationsLicense Support FeeApplication Support Cost (User Support & Incident Support)Enhancements CostInfrastructureTCOInfra SupportDepreciationAnnual Warranty Support for underlying Infrastructuref (Fixed Cost-CapEx**, Recurring Cost-OpEx)**In case of SaaS version, SaaS Fee will normally be OpEx, whereas Perpetual License Fee willnormally be treated as CapEx**
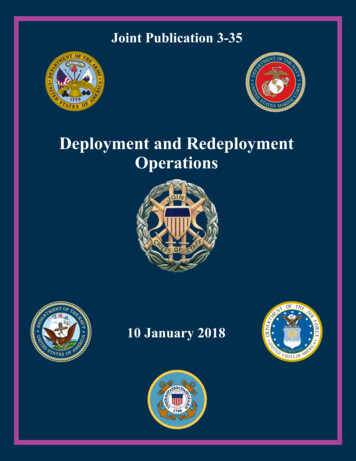
6.5. Assigning Weighted Averagehigher points were assigned for products having lower TCO. Final score for each MES can be calculated by aggregating weighted average score0.4* Core Functionalities, UI & Scalability 0.2* SaaS Offering and Security 0.2*Architectural Fit 0.2* Total Cost of Ownership Weighted average score and time to implement should be considered while making thefinal decision7.0. Final Presentation to Executive Sponsors: After the analysis was completed, present the final findings and recommendation toexecutive sponsors.Selection team (including the executive sponsors) to make the final decision based onweighted average score, time to implement and other risk factors.8.0. Key Considerations: There is no “One size Fits all” approach. Each organization needs to clearly define thepriorities and then select the MES that best meets their prioritiesSelection process shouldn’t primarily be driven by costs. There should be healthyweightage assigned to Functional Fit, Scalability and Architectural FitWhile calculating Total Cost of Ownership (TCO), team shouldn’t be blindsided by Upfrontcost alone. They need to look at recurring cost as well when making the final decision.Time to Implement is a critical factor.Quality of deliverables is of utmost importance. Thorough due diligence need to be doneto make sure selected MES provider can provide quality deliverables within tighttimeframeThere must be a strong commitment from executive sponsors towards the selectionprocess, else there is a possibility that months of effort on product search may come tozeroIT should have strong cross-functional collaboration with multiple teams, e.g.Manufacturing, Industrial Engineering, Quality, Warehouse & Shipping to select theproductLast but not the least, “Devil lies in details”. Team needs to be detailed oriented duringthe entire exercise.
Conclusion:This paper attempts to provide a broad outline to select an MES which is a critical piece of SMARTmanufacturing. However, each organization has to design their own selection process keepingin mind their specific needs. I hope this paper will help readers come up with a selection strategyfor their respective organizations.
GlossaryROI-Return on InvestmentMES-Manufacturing Execution System (Shop Floor Transactional system where the operators log theprocess steps, material consumption etc)ERP-Enterprise Resource Planning (OLTP-Online Transaction Processing system; Oracle, SAP etc)PLC-Programmed Logic Control (Industrial control system which controls the actions/movements ofequipments through Ladder Programming)OPC-Open Platform Communications (Middle Layer between MES & PLC)PLM-Product Life Cycle Management (Item Hub)IoT-Internet of ThingsFG-Finished GoodsWIP-Work in ProcessSKU-Stock Keeping UnitsBOM-Bill of MaterialsUAT-User Acceptance TestMW-Mega Watt (Measure of Energy generated)WO-Work Order
References(1) McClellan, Michael (1997). Applying Manufacturing Execution Systems. Boca Raton, Fl: St.Lucie/APICS. ISBN 1574441353.(2) Meyer, Heiko; Fuchs, Franz; Thiel, Klaus (2009). Manufacturing Execution Systems: Optimal Design,Planning, and Deployment. New York: McGraw Hill. ISBN 9780071623834.(3) Vinhais, Joseph A. (September 1998). "Manufacturing Execution Systems: The One-Stop InformationSource". Quality Digest. QCI International. Retrieved March 7, 2013.(4) Blanchard, Dave (March 12, 2009). "Five Benefits of an MES". Industry Week. Retrieved March7, 2013.(5) Johann Eder, Schahram Dustdar (2006) Business Process Management Workshops. p. 239(6) Scholten, Bianca (2009). MES guide for executives: why and how to select, implement, andmaintain a manufacturing execution system. Research Triangle Park, NC: InternationalSociety of Automation. ISBN 9781936007035.(7) The Benefits of MES: A Report from the Field, Manufacturing Enterprise SolutionsAssociation
Operators use Manufacturing Execution System (also known as Shop Floor Execution System) to log their transactions. Considering the nature of the application, many companies go for a home-grown system as they can map their custom business process steps. However, recent years, there is a strong adoin ption of packaged MES by companies.