Transcription
1Session XXXXAn Efficient Way of Converting Outdated Allen Bradley PLC-5System into Modern ControlLogix 5000Spencer Thompson, Andrew Poza, Larry Stambeck, Aleksandr Sergeyev,Paniz HazavehMechatronics, Electrical, and Robotics Engineering Technology,College of Computing,Michigan Technological UniversityHoughton, MichiganAbstractThe implementation of Programmable Logic Controller (PLC) technology is one of the mostcrucial aspects in a factory setting. This is due to high capital cost, time management, and ease ofoutsourcing. There is difficulty in updating older hardware and software that needs bettercapabilities than what was initially needed when it was installed and implemented. The projectthat is being worked on is focused on how to update a PLC 5 system to ControlLogix in the leastexpensive, and efficient manner. To achieve this, the software of RSLogix5 must be accuratelyconverted to RSLogix5000 by first using embedded software that is associated with RSLogix aswell as user implemented I/O racks, controller properties, and troubleshooting of the ProgramConversion Errors (PCE) and many other compatibility settings. Alongside the updates,refinement of the code should take place allowing for future engineers an easier and faster job attroubleshooting if failures occur. The new PLC hardware must also be compatible with theequipment that is being used currently. The purpose of this paper is to provide an easy to followmanual with detailed instructions on how to efficiently perform the conversion from an outdatedPLC 5 system to the most commonly used ControlLogix1. IntroductionThe first Programmable Logic Controller (PLC) was created in 1968 by Dick Morley and histeam. Before this creation most automated factory controls were run through relays. Relays usecoils that give off magnetic forces when energized. These forces can then pull a switch betweenon and off positions. Since there are a lot of switches controlling multiple pieces of hardware in afactory setting, the number of relays required would grow exponentially with the difficulty levelof the industrial process. By the 1960s many factories were filling entire cabinets with theserelays, and while relays were convenient for controlling all the different pieces of hardware, theywere often very dangerous and very difficult to troubleshoot [2]. When the first PLC system wasProceedings of the 2020 ASEE Gulf-Southwest Annual ConferenceUniversity of New Mexico, AlbuquerqueCopyright 2020, American Society for Engineering Education
2introduced it was met with very little success. Eventually the Modicon 184 was created and thesystem took off in the industrial market. Dick Morley went on to create a new companyspecializing in these new logic controllers called Modicon [1,3].Allen-Bradley at the time was in competition with Modicon. Creating such products as ProductManagement Control (PMC), PLC-2, and PLC-3. It wasn’t until Allen-Bradley was bought byRockwell International in 1985 that their systems would take over much of the industry. The yearafter they were bought by Rockwell, Allen-Bradley released the PLC-5, which would becomeone of the most well-known and reliable PLC systems ever created [4]. Known for its ease ofuse, it was one of the first systems that could be programmed from a personal computer, using itsown software called RSLogix5. With over 450,000 platforms installed around the world, thePLC-5 system was one of the most popular and widely used of all time [4]. In 2017 AllenBradley announced that the PLC-5 would be discontinued. Many companies then had to look fora new system that was just as reliable and useable as the PLC-5. The answer again came fromAllen-Bradley with the ControlLogix systems.Many companies today find themselves needing to migrate their outdated PLC-5s to the newerControlLogix systems. The ControlLogix system was first released in 1997. Its performance,speed, and memory all trumped the PLC-5 [5]. On the other hand, many companies still usedPLC-5 platform until it became discontinued and have found themselves looking for ways toupgrade to a newer ControlLogix family of AB PLCs. This document will serve as a guide onhow to migrate from using the PLC-5 to ControlLogix while trying to have as fewer intrusionsinto the current hardware infrastructure.2. HardwareWhen completing a PLC5 to RSLogix5000 conversion, there are two available methods to choosefrom. There is a standard PLC swap where you interchange the PLC that is in the system for thenew system that is being implemented. For the PLC5 to RSLogix5000 conversion, allen bradleyhas a conversion rack that allows quicker turnover for the hardware conversion and less chancesof improper installation.PLC5 to RSLogix PLC swapThe typical method for PLC conversion is completely removing the old system and reattaching thenewer system into the I/O wiring. To complete this, the removal of the PLC, racks, and chassisoccurs and the I/O connections are carefully documented and removed to allow a quickerreattaching of the new racks with less installation errors.PLC5/RSlogix conversion rackAllen Bradley has created a RSogix5000 rack (Conversion Module 1492-CM1771-LD007) thatcan be directly mounted in the existing PLC5 location with existing mounting hardware and racksand the addition of a RSLogix PLC and the equivalent racks of the newer system. With theProceedings of the 2020 ASEE Gulf-Southwest Annual ConferenceUniversity of New Mexico, AlbuquerqueCopyright 2020, American Society for Engineering Education
3proprietary cable (Cable 1492-C005005XE), the newer system can communicate using the sameI/O connections as the older racks. This system has the advantage of ease of installation due to themounting similarities, easier troubleshooting because of the similarities of wiring, and quickinstallation with the conversion not needing to have the individual rack wiring needing to bedisassembled. There are some disadvantages with this conversion method compared to the otherconversion method due to the PLC covering the previously existing racks. Even with the PLCbeing mounted to a swing arm, there is less accessible to the wiring and with all of the older racksbeing contained inside of the chassis, there can be thermal issues due to less ventilation than typicalmethods.To perform an upgrade on hardware for a PLC 5 to RSLogix5000 conversion finding out whatparts are going to be part of the conversion key. To save costs, the option to keep the remote I/Oas PLC5 hardware is the most appropriate since the only hardware change needed is related to thecomponents for the master PLC system. The power supply, chassis, and PLC are all componentsthat will be needed as well as RSLogix 5000 racks that perform the same tasks as the originalPLC5 racks. It will be very important to keep rack size consistent between the two platforms dueto issues with software addressing conversion. If the option of using more wireless options isimportant or convenient, implementing 1756 DHRIO and the CAT #756-EN2T will be veryimportant to allow.3. Hardware DocumentationHardware Documentation is the most crucial part of migration procedure. The first step indocumentation is setting up diagrams of the current control system, confirming every singleconnection. This is the base for the project and if it is incorrect, the rest of the project will beincorrect; any CAD software will suffice. The CAD drawings should have multiple different parts:I/O connections, high-level topology, and communication connections. After the current systemdrawings are configured correctly, the user can begin planning for the updated hardware. Highlevel topology is the first part that will be updated. It is important to understand the entire systemand its purpose. After the topology is completed the communication connections is next. This willprovide an accurate representation of what new modules and chassis are needed. Lastly, the I/Oconnections should be drawn and done with precision, for one misplaced wire could lead tomassive faults. Precision is crucial for the entire documentation of the project and must be donewithout error.4. Software Conversion and DocumentationFollowing the hardware designs and updates is the software section upgrade. The first step inupgrading the software and ladder logic is to determine the current program and edition as well asthe program you are upgrading too. For the purposes of this paper, we are going to be investigatingand elaborating on the upgrade from RSLogix 5 with the PLC 5 system, to RSLogix5000, whichis compatible with the ControlLogix system, shown in Figures 1 and 2. This process is a guidelinefor all Rockwell Automation software migrations and can be used with different programs.Proceedings of the 2020 ASEE Gulf-Southwest Annual ConferenceUniversity of New Mexico, AlbuquerqueCopyright 2020, American Society for Engineering Education
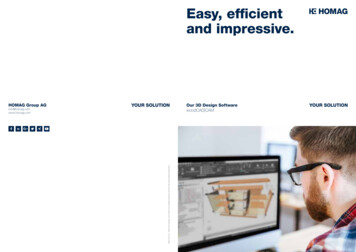
4The next step in upgrading is preparing the original file for conversion [8]. Start preparing the filefor conversion by examining the ladder logic code and tags and search for any unused tags or logicrungs. RSLogix 5 has a tool that will identify and unused tags and delete them, but it is alwaysimportant to double-check and confirm. The next step in the process is to export the database filesand logic files. This step can be performed with both the export tool given (Figure 3) in the programand utilizing the save as function (Figure 4). The database files with all the tag information andnotes will be saved as a TXT file and the logic files will be saved as a PC5 file. This will completethe process of file preparation for the conversion.Proceedings of the 2020 ASEE Gulf-Southwest Annual ConferenceUniversity of New Mexico, AlbuquerqueCopyright 2020, American Society for Engineering Education
5The conversion begins by first running the RSLogix5000 software. Rockwell Automation providesa migration tool in the program that handles most of the conversion procedures. Using the filesprepared from the previous step, the programming tool will convert the ladder logic, tags, andnotes into RSLogix5000[8]. This conversion, however, is partial and will require more details andupdates.The first error that is going to be prevalent in the new code is the Program Conversion Errors(PCE). There are 53 possible errors and they can be found in Rockwell Automation manuals [6].Of these errors, the most common is going to be the BTR and BTW blocks that can’t be convertedover since those logic instructions were removed and replaced by the MSG block. The MSG blockhandles both BTW and BTR inductions and only needs to be configured to the communicationpath established in the hardware.The crucial and common error that will not appear is the transferof the timer block. The timer block does not transfer correctly into RSLogix 5000. In RsLogix5,timers have a base programmed into them and in RsLogix5000 all timers have an unchangeablebase of milliseconds (ms). The user will have to double-check all the timers and confirm theirtimes are programmed to what is desired.The next step in the conversion process is the controller and chassis configuration. The conversiontool provided does not know your controller or chassis configuration and it will have to be insertedmanually. This will all determine on what controller, processors, and modules the user wants toinsert. After the controller and chassis have been configured, the Remote I/O racks are the laststep. This process involves confirming the mapping of the I/O and making sure the tags are mappedto the remote rack. After all the following steps have been completed the software conversion iscompleted for the PLC upgrade.Fail Safes and safety forces should be set up before utilizing the program to ensure human andmachinery safety. This process includes determining the status of the I/O’s that will result innothing breaking in case troubleshooting has to take place, or if something was missed in theconversion process.5. ConclusionAs demand for increased production continues to rise so too will the reliance on PLC systems torun the everyday operations that create these products. Its important to understand these keyfeatures because these process will be recurring as industry advanced PLC technology. Thisprocess will help future students and engineers begin their PLC migration and provide keyinsight. PLC systems are never the same and always come with their own challenges and the keyconcepts of this paper will guide the user to the final product.Bibliography:[1] Anon, “Schneider Electric Modicon History,” http://www.plcdev.com/schneider electric modicon history, n.d.(accessed November 2019)[2] Anon,”History of the PLC,” e-plc/, n.d. (accessed November2019)Proceedings of the 2020 ASEE Gulf-Southwest Annual ConferenceUniversity of New Mexico, AlbuquerqueCopyright 2020, American Society for Engineering Education
6[3] Anon, “PLC Timeline,” http://www.plcdev.com/plc timeline, n.d. (accessed November 2019)[4] Anon, “Allen-Bradley PLC-5 Migration,” ley-migration/,2016, (accessed November 2019)[5] Anon, “History of Allen-Bradley PLC,” y/, 2017, (accessedNovember 2019)[6] Allen-Bradley. “Converting PLC-5 or SLC 500 Logic to Logix-Based Logic.” literature.rockwellautomation,Rockwell Automation, February /groups/literature/documents/rm/1756-rm085 -en-p.pdf[7] Allen-Bradley. “Installation Manual: 1771-to-1756 I/O Swing-arm Conversion System.”literature.rockwellautomation, Rockwell om/idc/groups/literature/documents/in/1492-in051 -en-e.pdf[8]Allen-Bradley. “Migration Profile PLC-5 Controllers and 1771 I/O to ControlLogix.”literature.rockwellautomation, Rockwell Automation, January /groups/li
To perform an upgrade on hardware for a PLC 5 to RSLogix5000 conversion finding out what parts are going to be part of the conversion key. To save costs, the option to keep the remote I/O as PLC5 hardware is the most appropriate since the only hardware change needed is related to the components for the master PLC system. The power supply, chassis, and PLC are all components that will be