Transcription
TC - FeederSymbols used in the operating instructionTC - Feeder250/340/360Operating and maintenance instruction(Translation of the original)Technik Center Schraubsysteme GmbHNeue Wiesen 7D - 78609 TuningenTel.: 49 - (0) 7464 / 5290879Fax: 49 - (0) 7464 / 5291086Internet: http://www.tc-schraubsysteme.dee-mail: info@tc-schraubsysteme.de1
TC - FeederSymbols used in the operating instructionSymbols used in the operating instructionText passages marked with the following symbols are ofparticular importance in this operating instruction.Danger!This symbol indicates an immediate health hazard foroperators that may lead to life-threatening injuries oreven death.Danger constituted by electrical voltage!This sign warns you about danger constituted byelectrical current when handling the system.Danger of bruising oneself!This sign warns you about danger of bruising yourself.Operating instructions!This sign reminds you of following the instructions.This friendly little screw will be happy to give you hintsand will help you to carry out tasks both quickly andsafely.(1)Numbers which appear in parentheses in the text areposition numbers reffering to the illustrations.2
TC- FeederIndex1.01.11.21.3System assembly . 4Components . 4Control combination TC- Feeder . 5System assembly . 62.02.12.22.3Usage and functional principle. 8Designation use . 8Manufacturer's Declaration of Incorporation . 9Functional principle . 113.0Technical data . 124.04.14.24.3Safety instructions . 15Organizational measures . 15Personnel qualifications . 15Instructions for your safety . 155.05.15.2Setup and installation . 16Set-up of the feed module . 16Connect power cable and compressed air feed of the feed module . 176.0Preparation prior to initial commissioning . 187.07.1Operation . 20Preparation prior to commissioning . 208.08.18.2Commissioning / Decommissioning . 22Commissioning . 22De-commissioning . 239.0 Faults, causes and remedial measures . 249.1Faults on the feed module . 249.2Mechanical conditions. 269.2.1 Setting the air pressure for the feed air burst . 269.2.2 Setting the pause interval . 279.2.3 Removing jammed screws on discharge spring . 289.2.4 Removing jammed screws on the single out . 299.2.5 Setting transport speed of sorting pot . 3010.0 Maintenance . 3110.1 Safety instructions for maintenance, servicing and eliminating malfunctions . 3110.2 Maintenance intervals . 3210.3 Maintenance of the feed module . 3310.3.1 Cover of the TC - Feeder . 3310.3.2 Check the pneumatic hoses. 3310.3.3 Cleaning the sorting pot in the feed module . 3311.0 Storage . 3412.0 Disposal . 343
TC Feeder1.0System assemblySystem assembly1.1 ComponentsTC - FeederComponentsDescription[1] Housing andMaintenanceunit[2] Base platewith valve isleand control[3] Sorting pot[4] Single outAbb 1)Components4
TC FeederSystem assembly1.2 Control combination TC- FeederThe TC Feeder TC Feeder There is TCF in two measures:TC Feeder 250TC Feeder 340TCF-250TCF-340Those feed modules can combine with a screwdriver from the TC family:Control combination:Prepared for TC - StandardTC-XSPrepared for TC - FeedTC -XFPrepared for TC - Automation / without screwdriverTCF-XABowl diameter X250 mm 340 mm 360 mmExample: TC Feeder with a 340 mm feeder bowl, prepared for the screwdriver: TCA-340AAbb 2)Control combination5
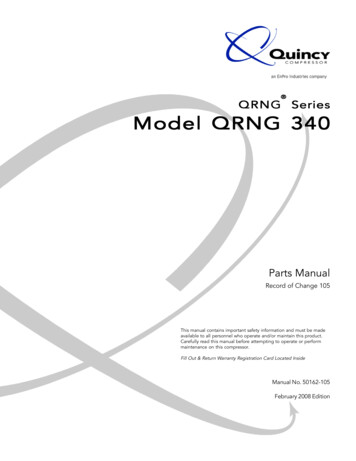
TC FeederSystem assembly1.3 System assemblyPos.ElementFunction1TC Feeder 250/340/360Feeding elements into the tool2CoveringNoise reduction3Covering flapOpen / close the alimentation aperture4Vibration switchStart the feeder short term5Air compressed connectionConnection for the compressed air6Main switchSwitching the system on/off7Return stroke switchTriggers the return stroke in Advance return stroke screwdriver8Variable resistorAdjusting bowl feeding speed9Connection of the hand screwdriver-10Compressed air supplyConnect for the work stroke and motor11Feeding hose connectionConnection of the feeding hose12Compressed air connectionConnection for return stroke in Advance14Oil fog lubricatorLubricate the compressed air15Maintenance unitRegulating compressed air16ManometerDisplay of compressed air value17Adjusting screw of lubricatorRegulating the amount of oil18Adjusting ringRegulating compressed air value19-S1Feed the screw and individualizes itElection of the depth of the screw in thework piece ON/OFFLED S1S2LED S2ERRORLED ERROR24 VLED 24 V20Illuminated when the start bars has been pressed / Basic screw depthIlluminated when the down limit switch is getable by stroke from thescrewdriver / Basic configurationIlluminated if malfunction of control cable occurs or activation of thereturn stroke.Illuminated when there is voltage6
TC - FeederSystem assembly117183215514Abb 3)System assembly661619716881011991112106478201658611101197
TC - Feeder2.0Usage and functional principleUsage and functional principle2.1 Designation use The TC -Feeder (1 Abb 3) is exclusively designed to sortconnecting elements (e.g. screws ), to single out and to feed to autility. The feed module may only be operated when the feedinghose, which transports the connecting elements, is connected to autility. For use as directed please comply with the technical data (s.Chapter3.0, Page 12 ) The TC - Feeder ist to be used indoors only, where thetemperature of the devices cannot exceed 40 C. Unauthorized structural modifications, additions or conversions tothe TC - Feeder are prohibited Operating the machine within the limits of its designated use alsoinvolves observing the instructions in this manual. Technik Center Schraubsysteme GmbH will not assume liability forany damage resulting from nondesignated use.8
TC - FeederUsage and functional principle2.2 Manufacturer's Declaration of IncorporationManufacturer's Declaration of Incorporation(translation of the original)For the incorporation of a partly completed machinery in accordance with theEC Machinery Directive 2006/42/EC, Annex II, part 1, Section BWe hereby declare that the following partly completed machinery – as far as possiblewith respect to the scope of supply – complies with the essential requirements of the ECMachinery Directive listed in the Annex.This partly completed machinery must no be put into service until it is incorporated intoa machinery and until that machinery has been declared in conformity with the ECMachinery Directive and an EC declaration of conformity in accordance with Annex II Aexists for that machinery.We furthermore declare that the relvant technical documenatation has been preparedfor this partly completed machinery in accordance with Annex VII, part B and undertaketo transmit it through our Documentation Department in response to a request by themarket surveillance authorities.Machine designation:Machine model:Year of construction:Bowl FeederTC - Feeder UF2019The following EC directiveswere applied:Maskindirektiv 2006/42/EF i udgaven af 17.05. 2006Direktiv 2004/108/EF om elektromagnetiskkompatibilitet i udgaven af 15.12. 2004Fulfilled requirements of theEC Machinery Directive2006/42/ECAnnex I, part 1:1.1.21.1.31.1.51.2.11.2.51.2.6The following harmonisedstandardswere applied:ENENENENENENApplied national standardsand technical specificatons:DIN VDE 0100Manufacturer:Technik Center Schraubsysteme GmbHNeue Wiesen 7D - 78609 TuningenAuthorised representative ofthetechnical documentation:Volker WeinmannSignatory's particulars:Geschäftsführer Technik Center Schraubsysteme 1.5.41.3.8.21.5.71.5.81.5.15 1.7.41.5.1 1.6.11.6.4 1.7.4.21.5.6 1.7.11.7.2 1.7.4.11.7.312100-1: 2003EN 4414: 201012100-2: 2003EN 14121-1: 200761000-6-2: 200561000-6-3: 200760204-1:2006 AC:2010:60529:1991 A1: 20009
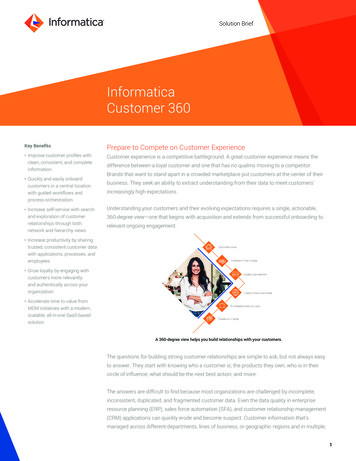
TC - FeederUsage and functional principle2.3 Functional principleTC - Feeder functional components feed and individualization: Sorting pot (1) Baffle plate (2) Singling out(3) Individualization (4)2134Abb 4)Opened feeder moduleThe screws are arranged within the baffle plate (2) using the vibratoryfeeder bowl (1 in fig. 4) and fed to the singling out (3). One screw at atime is 'separated out' in the singling out, i.e. it is transported into theindividualization and finally into the feeding hose.In order to avoid too much screws one after another, there is in thecovering of the singling out a inductive sensor that from a determinatequantity of screws initiate the baffle plate. In the individualization isseparated one screw and transported into the feeding hose.The screw is transported by a burst of air through the feeding hose intothe screwdriver.11
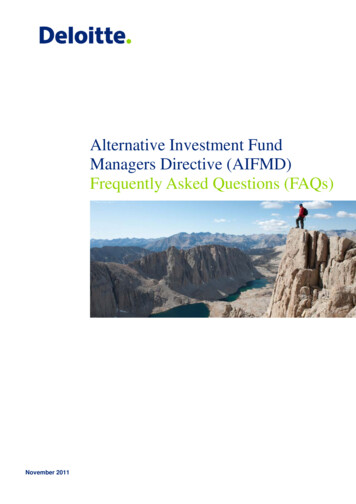
TC - Feeder3.0Technical dataTechnical dataTechnical data on TC - Feeder 250BxHxTCubic measures370*330*540With open covering H 2[mm]With open covering flap H3Weight560[kg]Compressed air connection52028 kg[‘’]1/4Air consumption approx.L/min400Nominal pressure[bar]6max. input pressure[bar]Compressed airElectrical connection optionalEnergy supplyPower consumption[VA]FuseNoise emission withclosed protectivecover[V;Hz][A]Feeding moduledB(A)10230, 50230, 60115, 6013010 60 dB(A)H2HTBH312
TC - FeederTechnical dataTechnical data on TC - Feeder 340BxHxTCubic measures420*340*600With open covering H 2[mm]With open covering flap H3Weight660[kg]Compressed air connection60032 kg[‘’]1/4Air consumption approx.L/min400Nominal pressure[bar]6max. input pressure[bar]Compressed airElectrical connection optionalEnergy supplyPower consumption[VA]FuseNoise emission withclosed protectivecover[V;Hz][A]Feeding moduledB(A)10230, 50230, 60115, 6013010 60 dB(A)H2HTH3B13
TC - FeederTechnical dataTechnical data on TC - Feeder 360BxHxTCubic measuresWith open covering H 2660*1200*660[mm]With open covering flap H3Weight-----[kg]Compressed air connection 70 kg[‘’]1/4Air consumption approx.L/min400Nominal pressure[bar]6max. input pressure[bar]Compressed airElectrical connection optionalEnergy supplyPower consumptionFuseNoise emission withclosed protectivecoverFeeding module[V;Hz][VA][A]dB(A)10230, 50230, 60115, 6013010 60 dB(A)HTB14
TC - Feeder Standard4.0Safety instructionsSafety instructions4.1 Organizational measuresPersonnel entrusted with work on the feed module must have readthe operating instructions and in particular the chapter "Safetyinstructions" before commencing work.The operating instructions must be accessible for the operator at anytime.Adhere to the inspection intervals specified in chapter 11.2 Page 38 of theoperating instructions!4.2 Personnel qualifications1. Do not allow trainees, instructed persons or other personnel takingpart in a training course to work on or with TC - Feeder withoutpermanent supervision by an experienced person2. Work conducted on the pneumatic system requires technicallyqualified personnel with experience in pneumatic systems3. Work on the electrical system requires qualified electricians.4.3 Instructions for your safetyObserve the following safety instructions for your own health and thatof your fellow workers:1Only operate the TC - Feeder if the feeding hose is tightly connectedto a utility. If this is not the case, there is a danger of screws shootingout!2When operating the TC - Feeder, close the cover. This reduces thenoise emanating from the bowl feeder.15
TC - Feeder5.0Setup and installationSetup and installation5.1 Set-up of the feed moduleSet the TC - Feeder up on a horizontal, firm and flat surface.90Adjust the sorting-pot by unscrewing the pot, setting the pen in thedrilled hole of the drive and screw down the pot back again.After that Discharge and Separation have to align with a distance ofca. 0,5mm between each other.Connect the cable to the sensor.Abb 5)Transport security16
TC - FeederSetup and installation5.2 Connect power cable and compressed air feed of the feed module1.connect the power cable in the module and plug the mains plug intothe mains socket.2.Connect the compressed air line to the supplied coupling socket(Hose - Ø8mm,) to the compressed air connection / to themaintenance unit.(5 in Abb 3) / Abb 6))Compressed airconnectionAir compressedhoseAbb 6)3.Compressed air connectionThe hoses must be connected in order to avoid the possibility ofdamages.Hoses placed correctly4.Very narrow radiusRadius 150 mmDanger can occur in case of breakaway of the hose, for examplethrough outer influence.17
TC - Feeder Standard6.0Preparation prior to initial commissioningPreparation prior to initial commissioning1.You have to fill ISO VG 15 oil in the tank of the oil-fog lubricator up tothe striation (at unpressurised status)ATTENTION:No oil needed insystems withElectric drive !Fill in oil,after fillingclose againAbb 7)2.3.Adding oil to the lubricator.Only use the oil type recommended by the manufacturer of thescrewdriver.Further information is provided in the supplied manufacturerdocuments.Check whether all cable and hose connections of the cable hosepackage are tightly connected.18
TC - Feeder StandardPreparation prior to initial commissioningAdjustment of lubricator by systems with pneumatic drive.Before commissioning the oil-fog lubricator must be adjusted. Inoperation it must be controlled and regulated regularly (weekly).Therefore you proceed as following:Activate the screwdriver for approximately one minute. After activating adrop of oil should be visible in the oil-fog lubricator. Through theadjusting screw the amount of oil can be modified.ATTENTION:No oil needed insystems withElectric drive !Abb 8)Adjusting the lubricator Clockwise to reduce the amount of oil. Counter clockwise to increase the amount of oil.Increasing the amount of oil permanently can lead to malfunction causedby pollution.A permanent slight amount of oil will reduce the service life of thescrewdriver.Checklist Preparation prior to initial commissioning:Fill in OilOil type Oil type at the declaration of the manufacturerCompressed air hoses tightly connectedPower cable tightly connectedLubricator adjusted19
TC - Feeder Standard7.0OperationOperationRead the safety instructions, before commencing work.It concerns your health!7.1 Preparation prior to commissioning1.Pour the connecting elements into the feeding bowl (A in Abb 9):Connecting elementsAbb 9)ARefilling connecting elements For screw lengths 20 mm fill 3/4 of the feeding bowl 20 mmFilling quantity3/4 For screws 20 mm fill 1/2 of the feeding bowlFilling quantity1/2 20 mm20
TC - Feeder StandardOperation2.Make sure to use the proper screw type.3.Check the oil level in the oil-fog lubricator. When the level indicatorfalls below the minimum, you need to add oil (B). No oil needed insystems with elektric drive.MaximalOil levelMinimalAbb 10)4.Refilling oil into the lubricatorClose the cover.Lateral closures2121
TC - Feeder Standard8.08.1Commissioning / DecommissioningCommissioning / DecommissioningCommissioning1 Switch the main switch to position "I". The system is connected tothe power supply when the green 24 V-LED illuminates.TECHNIKONOFF2 Set the compressed air to approximately 6,5 bars on the settingwheel of the maintenance unit.Checklist commissioning:TC - Feeder switched onCompressed air approx. 6,6 barsFeeding hose tight connected in TC - FeederThe screwdriver must be connected (as in operating instructiondescribed)22
TC - Feeder Standard8.2Commissioning / DecommissioningDe-commissioning1. Switch the main switch to position "O" and pull the mains plug. Thesystem is disconnected from the electrical supply main.TECHNIKCENTERSCHRAUBSYSTEMEGMBHONOFF2. Close the shut-off valve of the compressed air feed.Checklist De-commissioning :TC - Feeder switched offelectrical supla disconectedshut-off valve closed23
TC - Feeder Standard9.09.1Faults, causes and remedial measuresFaults, causes and remedial measuresFaults on the feed moduleThe following faults can occur on the TC - Feeder. Some faults are displayed viathe LEDs on the feed module.Faults / errorsFault displayCauseRemedy*)LED 24VIs notilluminatedLED S1Is notilluminatedScrewdriver doesnot start.LED ERRORflashingFeed device is notswitchedonNo more screws arefed.-Remove the start bar, checkpressure spring for proper.-Sensor is not occupiedBasic configurationRemove start bar, removeobstacle between the sensor andthe metal plate.-Return stroke functionis activatedAbb 3)-Plug on the screwdriverwithout contact-Control cable defectiveCheck the control cable forcontinuity.-Defective sensorScrewdriver must be repaired byTCS.-LeakageCheck the pneumatics-Pressure for the feedair burst set too lowRefill screws to the sorting pan.Pay attention to the correct screwtype!Loosen the feeding hose andremove objects from the hose.Be carefully dealing withcompressed air. Risk of injuriesfrom objects shooting out.Obey at least a bending radius of150 mm of the cable hosepackage.Set the air pressure for the feedair burst.Compressed air on themaintenance unit settoo low supply.Set pressure to 6,5 barsCheck compressed airSorting pot of the feedmodule is empty-Feeding hose isjammed-Switch off the return strokebuttonCheck the controlFix the control cable.Clean the connector and thecontrol cable. Push the controlcable on the connector.--Chapter 8.0Start bar is jammed(Advance)Control cable is looseLED ERRORis illuminatedSwitch on feed deviceFurtherinformationFeeding hose isexcessively kinked---No screws arrive inthe nozzle.-Switch-off torque wasnot reached (for valvequery)Incorrect screw type inthe sorting pot of thefeed module.Amount of compressedair is too smallChapter 9.1Check air pressure on the feedmoduleSwitch off main switch anddisconnect compressed air.Disassemble nozzle,open nozzle jaws and removescrews.Empty sorting pan.Empty feeding hose.Supply the maintenance unit witha higher amount of compressedair or choose a bigger hosediameter.Chapter 8.0(s.Abb 3)-24
TC - Feeder StandardFaults / errorsFault displayFaults, causes and remedial measuresCauseRemedy*)-Screws shootingthrough the Nozzle-Screws are notsingled in the feedmodule.Incorrect nozzlemounted on thescrewdriverFeed air burst is settoo high.Compressed aircontains too little oil.Screws are jammed inthe discharge springs.Screws are jammed inthe single out--FurtherinformationCheck nozzle against the serialnumber.See serial number inthe declaration ofconformityReduce the feed air burstChapter 9.2.1Refill and set oil-fog lubricator.No oil needed in systems withelektric drive.Chapter 8.0Remove jammed screwsRemove jammed .2.4Dirt in the sorting panSwitch off the main switch.Empty the sorting pot and cleanwith petroleum-Screws dancing andfalling out of thedischarge springsReduce the transport speedChapter 9.2.5Should you be unable to rectify faults on the basis of the information provided, ourcustomer service department will be glad to help:Technical customer serviceTechnik Center Schraubsysteme GmbHHotline.: 49 7464 5290498Fax: 49 7464 529108625
TC - Feeder Standard9.29.2.1Faults, causes and remedial measuresMechanical conditionsSetting the air pressure for the feed air burstThe screws singled out in the baffle plate of the sorting pot are transportedthrough the feeding hose to the screwdriver by means of a burst of air. The burstof air is set depending on the screw size and length of the feeding hose for duration (long hose long burst of air) and for Volume (heavy screw higher volume).The feed air burst is properly set when the screws reach the die unimpaired, yetare not shot out from the die.To set the duration of the feed air burst, rotate the adjusting screw (2 in Abb12): by turning it clockwise to shorten the air burst by turning it anticlockwise to lengthen the air burst2Abb 11)Adjusting screw for feed burst26
TC - Feeder StandardFaults, causes and remedial measuresTo set the volume of the feed air burst, rotate the throttle screw (in Abb. 13)on the valve console by turning it clockwise to decrease the volume, by turning it anticlockwise to increase the volume.Abb 12)9.2.2Throttle screw in TC - FeederSetting the pause intervalTo reduce the noise emission, the sorting pot is inactive during the breaks. Thesorting pot is immediately re-activated when the Screwdriver is actuated.1Abb 13)Setting the pause intervalThe pause interval is the after-running time of the sorting pot after the lastoperation. To set the pause interval, rotate the adjusting screw (1 in Abb. 14): by turning it clockwise to reduce the pause interval, by turning it anticlockwise to increase the pause interval.Setting ranges are minimal 3 seconds until maximal 30 seconds.27
TC - Feeder Standard9.2.3Faults, causes and remedial measuresRemoving jammed screws on discharge spring1. Switch off the main switch of the feed module.ONOFF2. Remove the 2 screws of the baffle (A in Abb 14)AAbb 14)Discharge springs3. Remove the jammed screws.4. Place again the baffle.5. Switch on the main switch of the feed module.ONOFF28
TC - Feeder Standard9.2.4Faults, causes and remedial measuresRemoving jammed screws on the single out1. Switch off the main switch of the feed module and remove the compressedair hose.ONOFF2. Remove the screw of the rail (B in Abb 15)BAbb 15)Single out3. Remove the jammed screws.4. Fasten again the rail cover over the single out.5. Connect again the compressed air.6. Switch on the main switch of the feed module.ONOFF29
TC - Feeder Standard9.2.5Faults, causes and remedial measuresSetting transport speed of sorting potTo set the transport speed, rotate the rotary potentiometer: by turning it clockwise to increase the transport speed, by turning it anticlockwise to decrease the transport speed.30
TC - FeederMaintenance10.0 Maintenance10.1 Safety instructions for maintenance, servicing and eliminatingmalfunctionsCarry out the maintenance tasks laid out in these operating according toschedule. This will prolong the life of the screwdriver.Maintenance, servicing and fault clearance tasks must only be carriedout by personnel with corresponding qualifications (s. Chapter11.2, Page38 und Chapter 4.2 Page 15)If you need to remove the front plate on the feed module duringmaintenance, servicing and repair work, pull the mains plugbefore commencing work!Danger of electrical shock!Safety instructions forhandling the electricsystemTasks on all parts of the system supplied with electrical energy mustonly be carried out by skilled electricians.The operating voltage required for the system can have fatalconsequences upon contact with live parts. Prior to commencingwork, switch off the feed module at the main switch and pull themains plug!In the event of a short circuit, there is a danger of sparking and fire.Only use original fuses with prescribed intensity of current!The electrical equipment of the system needs to be checked regularly.Defects such as loose connections, etc. are to be reported and remediedimmediately.31
TC - FeederMaintenance10.2 Maintenance intervalsMaintenance intervalsMaintenance intervalsVisual inspection forexterior damageFeed moduleCompressed airsupplyMonthlyFurther informationWeeklyMaintenanceDailyComponent Chapter 11.3.1 Cleaning the sortingpanChapter 10.3.3Regulating the oil foglubricator Chapter 8.1Chapter 6.0Let off condensedwater Only if there is not anautomatic water separatorCheck connections ofthe pneumatic hose Chapter 10.3.2 Chapter 8.0Refill the oil foglubricator.No oil needed insystems with elektricdrive.Maintenance should have been carried out after 1000 hours at the latest,even if the period of time given has not been reached.Cleaning intervals are recommendations and can become shorterdepending on soiling.32
TC - FeederMaintenance10.3 Maintenance of the feed module10.3.1 Cover of the TC - FeederVisually inspect the cover of the feed module. An intact, closed coverreduces noise from the vibratory bowl feeder.10.3.2 Check the pneumatic hosesCheck the pneumatic hose of the compressed air feed for integrity.Leaky pneumatic hoses can be identified by an acoustic "whistling" noisefrom the compressed air.If it is necessary to perform work on the pneumatic system inside thefeed module, have Technik Center Schraubsysteme GmbH conduct it foryou. If connections to the pneumatic system become mixed up, it cancause the unintended triggering of compressed air impulses.There is a danger of objects shooting out–even once the work onthe pneumatic system has been concluded!10.3.3 Cleaning the sorting pot in the feed module1. Switch off the main switch.ONOFF2. Remove the objects from the sorting pan.3. Clean the sorting pot with a soft cloth and petroleum.4. Return the objects to the sorting pan.5. Switch on the main switch.ONOFF6. Trigger the screwdriver several times until the objects are located inthe singling out.33
TC - FeederMaintenance11.0 StorageThe TC - Standard should be stored in plastic packaging. Observe thefollowing storage conditions: dry indoors Storage temperature approx. -10 C - 60 C12.0 DisposalCustomary valid disposal regulations have to be complied.Devices, equipmentand packagingDevices, equipment and packaging should be supplied to anenvironmentally suitable recycling.In Germany, devices which are not serviceable anymore can be sent backfor recycling to Technik Center Schraubsysteme GmbH customer service.Please contact:Auxiliary materialsFollowing auxiliary materials have to be disposed in accordance withcustomary valid regulations: lubricants cloths polluted with lubricants empty lubricant containers34
TC - Feeder Symbols used in the operating instruction 1 TC - Feeder 250/340/360 Operating and maintenance instruction (Translation of the original)