Transcription
Development andScale up in APIManufacture (Part1)Tuesday 22nd September 2009Dr. Claire Mc Donnell, D.I.T.1
Contents Terminology Development Stages– Chemical Development– Process Development and Support Costing Scale-up Case Study – Process Development for LabetalolManufacture Summary Bibliography2
Background“drug” – a compound that interacts with abiological molecule, triggering a physiologicaleffect.Drugs (active pharmaceutical ingredients) can be classifiedinto 4 groups depending on their origin;1) Natural products2) Fermentation products3) Semisynthetics – substances produced by partial synthesis4) Completely synthetic productsWill cover synthetic aspects of pharmaceutical productionprocesses.3
Background Average cost of developing a drug was 500 million in 1999 andtakes 12-25 years usually. The chances of a candidate drug that is identified becomingapproved is approximately 1 in 10,000. (For every 10,000 trialcompounds, 20 reach trials on animals, 10 reach clinical trials onhumans and 1 gets FDA approval) Discovery stage (research labs) involves preparation of potentialdrug compound on 10 mg to 10 g scale. Toxicology tests are carriedout on this material. If these are successful, greater quantities of thecompound will be required for clinical trials . At this stage, development work begins.- Immediate goal – to produce clinical trial material.- Longer term goal – to develop a commercially viable scaled-upvalidated process.4
Terminology Development– covers all work between research andproduction (e.g. analytical, chemical, formulation)and continues when production begins.Scale-up – process of going from laboratorypreparation to whatever scale of manufacture isrequired to satisfy the market demand (usually 1,000to 50,000 L range) Technology Transfer- Transfer between manufacturing sites- Transfer within a manufacturing site(Partnerships for collaborative R&D)5
What is Development? Broad range - between research and production and overlaps with both InAPI (Active Pharmaceutical Ingredient)manufacture, begins when active substance isidentified and activity demonstrated and more activesubstance is required. Once a process that works on plant scale isproduced and is validated, development work stillcontinues to improve cost, efficiency, quality andenvironmental impact and to deal with changingcircumstances (vendors, equipment, new regulations(FDA 21 CFR part 11, Risk-Based Approach etc))6
Development Stages 1) Chemical DevelopmentBegins when activity of potential API isdemonstrated and more active substance isrequired (for clinical trials). Process research;– New synthetic routes (literature survey)– Some initial optimisation– Yield improvements– Possibly scale-up to large lab equipment / kilo lab(up to about 20 L)7
Development Stages cont’d 2) Process Development- Optimisation (change conditions and parameters)- Minor change of route / intermediate- Cheaper / more efficient reagents (new to market)- Environmentally-friendly reagents and effluentconsiderations- Yield / concentration improvement- Statistical methods(e.g. Experimental Design; want maximum amount ofunbiased information about factors affecting a process from asfew observations as possible. Caution - “Facts are stubbornthings. Statistics are more pliable”)8
Development Stages cont’d ProcessDevelopment cont’d- SCALE-UP (Kilo Lab, Pilot plant trials)- Transfer to ManufacturingParallel synthesis reactor block- for optimisation of conditions9
Development Stages cont’d 3) Process Support- Further optimisation (continuous improvement)- Fine-tuning of yield and throughput- Cost reduction- Troubleshooting (reworks, reprocessing,deviations)- New vendor approval (use tests)- Waste minimisation (recycling)10
What is the Ideal?“The ideal chemical process is that which aone-armed operator can perform by pouringthe reactants into a bath tub and collectingpure product from the drain hole”- Sir John Cornforth-(from Foreword by K. Barry Sharpless to Practical Process Researchand Development, N.G. Anderson, Academic Press, London, 2000.)11
What is the (More Realistic) Idealfor Scale-Up of a Process?- No batch failures in pilot plant or on fullscale- No long increases in time required for anyparticular stages-Use of existing multipurpose plantequipment(Principles of Process Scale-Up, Lecture, Dr. LeenSchellekens, Mettler Toledo, UCD EngineeringBuilding, 19th Oct 2004.)12
Main Issues During Scale Up andDevelopmentECONOMICSENVIRONMENTSAFETYSCALE UPQUALITYHEALTH(Communication and teamwork between departments.Role of process technology)13
1) Chemical Development Selection of Synthetic Route- GET THE BEST ROUTE FROM THEBEGINNING - Difficult to change later- Route should be short, efficient, robust and give ahigh yield prior to scale-up- Discovery route often not the best. Expedient notoptimal. (raw materials may not be available in bulk,process may not be efficient and may be safety hazards onlarge scale)- Compare like with like during selection (Same levelof optimisation and same scale. Are products of samepurity obtained? What is the cost comparison?)- Main constraint is TIME14
Chemical Development Selection of Synthetic Route cont’d- Shortest route usually best (less effluent, shorter leadtime, short plant occupation, less analytical work)- A convergent synthesis will be cheaper than adivergent (linear) one with the same number of steps- Literature not always correct and perseverance witha reaction is required- Better to try routes with high chance of success butthose which offer significant benefits should beattempted even if little precedent15
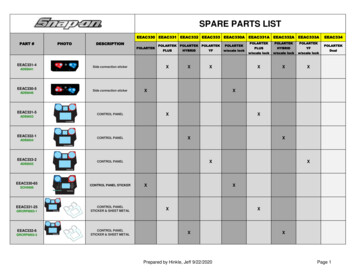
Chemical DevelopmentIn Convergent Synthesis, sections of the target molecule are prepared and joinedtogether to form the target molecule. A better yield than a linear synthesis withthe same number of steps will be obtained. The advantage is significant if thesubroutes converge close to the end of the synthesis.(page 489, “Medicinal Chemistry, An Introduction”, G. Thomas).16
2) Process Development Optimisation of Synthetic Route – Once Selected- Work up very important- Can steps easily be combined (telescoping)?- Need excellent process control and understanding ofprocess limits (“stress” the reaction – highertemperature, longer reaction time, less efficientmixing). “Critical” steps / parameters (Quality)- Good analytical methods (standards)- Isolate and characterise by-products- A very innocuous process change can often have asignificant influence17
Costing of Processes- Must be a standard costing procedure- Should be dated and updated- Assumptions should be stated - May be several factors leading to variation – scale,plant configuration etc.- Compare like with like and be conservative- Carried out by independent person- Want to be able to see which factors increase costsignificantly and why18
Scale-upPlanning for Scale-up- Decide on process- Decide on batch size (not too large an increase)- Order raw materials (allow for 10% lower yield)- Carry out safety tests (Exotherms, HAZOP – hazardand operability studies)- Discuss the process and plant requirements withproduction manager/engineer (materials ofconstruction). Existing multipurpose plant usually.- Prepare safety data sheets and discuss handling ofhazardous reagents or intermediates- Ensure analytical procedures, equipment and staff are19available
Scale-upPlanning for Scale-up cont’d- Write out detailed procedure (assume nothing);oCleaning check and preparative workoCharging and weighingoTemperature and time limitsoSampling (in-process checks)oTransfersoWork-up and isolationoDrying and effluent disposal/treatmentMake allowance for delays / problems (reworkprocedures, identify suitable “hold points”) 20
Scale-upPlanning for Scale-up cont’d -Leave space in procedure to record data and observations -Highlight safety procedures and steps to take if spillageoccurs- Provide training21
Scale-up Significant Differences Between Lab and Plant- Heat transfer- Agitation (frothing)- Mass transfer (affects kinetics)- Visibility – of reactions, separations, for cleanliness checks- Separation (stirring, not shaking)- Time (slower additon rates and heating/cooling times,longer work up)- Hazards (Toxic, Exotherm and Electrostatic)- Off-gas treatment- Safe and efficient sampling techniques needed (ProcessAnalytical Technology - Real time reaction monitoring; FT-IR,22Particle size -FBRM)
Scale-up Process Development Taking Account of DifferencesBetween Lab and Plant Equipment-Use safety data already produced to help characterisereaction-Study effect of scale-dependent factors (mixing, masstransfer and heat transfer) at lab scale-Plan a logical set of experiments in time-frame available-Mimic plant conditions; slower addition of reagents,slower rate of heat increase and decrease and mixing, labsystem should be baffled if reactors are (no vortex)-Obtain mass and heat transfer data for reactor type,agitator type and solvents to be used.-Use simulation software to predict effects of mass and23heat transfer and mixing changes on scale-up.
Scale-up - Crystallisation Crystallisation often causes problems Fine control required Changes in crystal habit (external structure) may affectease of isolation, washing and drying. Changes in crystal form (polymorphism – internalarrangement of atoms different) affect solubility,dissolution rate, ease of isolation and drying. Affectsformulation. Very common problem – impacts on drug activity (FBRM, Raman, PVM real time monitoring)24
Scale-up - Troubleshooting Plan schedule to accommodate delays on firstbatchesDevelop contingency plan for incomplete reactionsIf problem occurs, establish whether is physical(physical manipulations of the processing) orchemical (process inputs)Examine processing steps that occurred just beforeproblem was noted and work backwardsAddress operations that are simplest to change first25
Case study; Process Developmentfor Labetalol Production at ScheringPlough Ltd., Rathdrum BACKGROUNDLabetalol – antihypertensive, 30,000 Kg p.a.produced by Schering-Plough.First 2 steps in Rathdrum, Co. Wicklow. Final step(hydrogenation) in U.S. or Puerto Rico.26
Labetalol Manufacturing Process Mono-pot reaction in jacketed, glass-lined 10,000L reactor.Addition of liquid reagents and jacket temperaturecomputer controlled. Solid reagents chargedmanually via handhole.Phase separation using sight-glass.Solid product from second step isolated bycentrifugation.Product tested to determine if recrystallisationnecessary.When required purity achieved, product is dried27
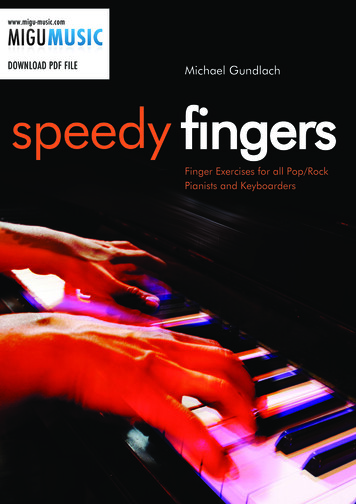
Labetalol Process – Step 1CONH2CONH2HOHOBr2CH3CH2BrOO5-Br-ASA5-ASAMain impurities:CONH2CONH2HOCONH2HOHOCH3CHBr2O 5%CH2BrBrO 2%O 1%28
Labetalol Process – Step 1, ProcessDevelopment Solvent system modified to isopropanol / ethylacetate containing hydrogen bromide frommethanol / ethyl acetate to reduce formation ofthird impurity. Original process used chloroform. Concentration was increased threefold increasingthroughput and reducing solvent waste.29
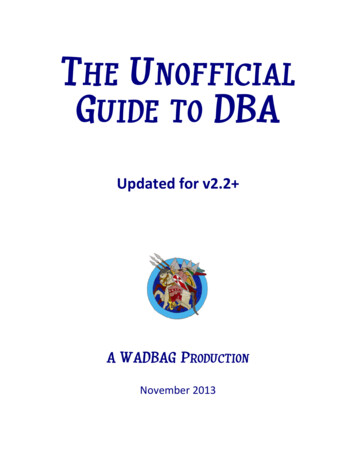
Labetalol Process – Step 2CONH2CONH2OHOCH2Br H NO5-Br-ASAHOCH2PhCH2PhCH2PhDibenzylamineCH2 NCH2PhOLBH-B/C BrHOpropylene bromohydrin30
Labetalol Process – Step 2, ProcessDevelopment Large excess of dibenzylamine used to ensure reactiondriven to completion (cheap reagent and easily washedout) Propylene oxide added as it reacts with HBr sideproduct as it’s produced. Presence of HBr wouldneutralise dibenzylamine and no reaction to give productwould occur. Propylene bromohydrin side-producteasily washed out. Use gentle reflux to ensure propylene oxide doesn’tescape31
Summary Stages of development are Chemical Development,Process Development and Process Support Development essential before scale-up andvalidation – get process right first Time constraints a major factor Have process in control (”critical” parameters) Consider differences between lab and plant scale.Try to mimic plant conditions in lab to anticipateeffects when scale up. Prepare process description carefully for scale-up Development always on-going32
Bibliography Chemical Development and Scale-Up in the FineChemical Industry, Course Notes from Trevor Laird,Scientific Update, 2000. Process Development: Physicochemical Concepts, J.Atherton and K. Carpenter, Oxford Primer Series, 1999. Process Development – Fine Chemicals fron Grams toKilograms, S. Lee and G. Robinson, Oxford PrimerSeries, 1995. Practical Process Research and Development, N.G.Anderson, Academic Press, London, 2000. Pilot Plants and Scale-Up of Chemical Processes II,W. Hoyle ed, Royal Society of Chemistry, 1999.33
Bibliography cont’d Principles of Process Scale-Up, Lecture, Dr. LeenSchellekens, Mettler Toledo, UCD Engineering Building, 19thOct 2004. Scale Up and Transfer with Manufacturing, Michael J.Valazza, Contract Pharma, Dec THER READING: Organic Process Research and Development, Journal (AmerChem Soc / RSC). In DIT Kevin St. Pharmaceutical Technology Europe, Journal (AdvanstarPublishing) - Accessible electronically on DIT librarycatalogue http://library.dit.ie/ or subscribe to for free athttp://www.ptemag.com/pharmtecheurope/ Comprehensive Organic Transformations, R.C. Larock, Wiley34(1999)
Development essential before scale-up and validation -get process right first Time constraints a major factor Have process in control ("critical" parameters) Consider differences between lab and plant scale. Try to mimic plant conditions in lab to anticipate effects when scale up. Prepare process description carefully for scale-up