Transcription
Toyota’s ObeyaManagementSystemDay 1TOYOTA’S ENGINE FOR LEADERSHIP& OPERATIONAL EXCELLENCESam MacPhersonFounder,The Lean Leadership AcademyFaculty Fellow, The Shingo eaderWay(910) 217-LEAN
WHAT WE WILL COVER IN OUR TIME TOGETHER TODAY Introductions and Objectives The Philosophy behind Toyota Management Approach Management by Objective vs. Management by Exception Abnormality Management Leadership Roles Ideal Daily Management True North, Standards, Problems, Kaizen and Hoshin The Four Types of Problems Introduction to Obeya Management Obeya Culture Types of Obeya Obeya Layouts Obeya Management and Visual Management Your Questions Reflections2
UnderstandingToyota’sManagementPhilosophy3
A Company in Crisis 1950 Large numbers of employeeswere laid off due to the worstsales in Toyota’s history Labor unrest and conflict withmanagement Kiichiro Toyota, the Founder ofToyota Motors, resigned andhanded over control to TaizoIshida. Toyota had to rebuild mutual trustthrough one-on-onecommunication betweenmanagement and team-membersWorkers rally in front ofthe former head office4
Kiichido Challenges Eiji Toyota During WWII, Kiichiro’s JIT Flow production system was completelydismantled by the government Following the WWII and prior to the outbreak of the Korean War, EijiToyota was brought over from Toyoda Boshoku (Toyoda Automatic LoomWorks) to take over and revive the Toyota Motor ManufacturingCorporation While working in the machine shop, Eiji recruited Taiichi Ohno to workunder him to improve the efficiency of operations in order to meetchallenge of productivity. Eiji studied the Ford Production System under Henry Ford II around 1950. “Bring up Toyota’s workers to American Standards of Productivity.”Kiichiro’s Taiichi Ohno used Industrial Engineering methods introduce to Japan byUeno Yoichi and pioneered by Frank and Lillian Gilbreth and to discoverthat the difference is that Japanese workers and American workers, is thatthey have too much waste in their work!5
Drucker on Profit“The Purpose of a Business is to create acustomer.”“A business must make a Profit in order tosurvive.”6
Dr. Peter Drucker on Value“A product is not quality or of valuebecause it is hard to make and cost a lot ofmoney. Customers pay only for what is ofuse to them and gives them value. NothingElse Constitutes Value!”7
Jikotei Kanketsu (JKK)Customer First;Built-in Quality with OwnershipDNA “Quality Must Be Buildin at Every Process”JKK Mandate: Build an Operational Structurethat Guarantees Quality is Created byEvery Process8
The Basic Purpose of Toyota’s Management wasFormed on the Foundations of TPS, TWI, & TQM Because of the devastating events of the 1940’s and 50’s, for Toyota, survival istheir number one priority.We are reminded by Dr. W. Edwards Deming that “change is notmandatory and survival is not essential.”1. The Company: Toyota must make a profit in order to continue to exist. Afterthe post-war bankruptcy, Profitability in order to secure Toyota’s survival became acore value in its culture2. The Employees: Security for the Workforce3. Society: Contribute to the betterment of the community and country you arelocated in. Strive to become a “beloved” part of the community4. The Dealers and Customer: Provide our customer the Highest Quality product,at the lowest possible cost, in the shortest possible time9
Our Strategic Pillars – Culture of CollaborationThe Voices of Our StakeholdersGoing Places Together;Pursuit of Perfection in Stakeholder Relationships10
Toyota’s Profit FormulaProfit (Sales Price – Cost) x Volume The sales price of a product is determined by the customer and market. Inaddition, customers demand yearly price reductions and have come toexpect special incentives. In order to maintain margins and profits and acquire new customers, wemust master this formula. If we do not, we will price ourselves out of our market and threaten oursurvival as a company.11
Cost Plus: Price Cost of Goods Sold ProfitProfitWasteLaborWaste COST PRICE UtilitiesWasteMaterialsSG&A12
Toyota Operates from Price MinusPrice – cost thinking begins byUnderstanding that the marketSets the price and that profit canOnly be increased by subtractingcost from the Price.Profit Price - CostAt Toyota, we can guaranteethat we can make a Profitby continuouslyReducing cost throughThe elimination ofMUDA!ProfitLaborUtilitiesMaterialsSG&A COST PRICE 13
Toyota believes the Waste Elimination is the way toIncrease ProfitToyota believes:‘Without Waste Reductionthere cannot be true costreduction. Without costreduction there cannot be aprofit increase!’14
Muda, Muri, MuraMuda: Any form ofwaste in theprocess!Muri: Unreasonableburden on peopleor machines!Mura: Uneven orunlevel workloadsacross people ormachines15
The Three Levels of MudaThe Japanese language has four written alphabets: Romaji(English characters); Hiragana; Katakana; and Kanji. Muda expressed in Hiragana is considered work-levelwaste and should be eliminated through “point kaizen” Muda expressed in Katakana is process and systemlevel waste and requires root cause investigation anddeliberate recurrence prevention countermeasures toeliminate the waste. Muda expressed in Kanji is Management Waste! This iswaste created by poor leadership, poor decisions, and poorpolicies. This form of waste requires deep Hansei andrecurrence prevention countermeasures to eliminate thisChief Form of Waste. Remember, the shop-floor is areflection of this form of waste!16
Waste Reduction is Lead-Time Reduction Toyota defines Lead-time from the time when thecustomer places the order, this includes productionplanning, manufacturing, logistics, and receivablesprocessing, and ends when payment is receivedand posted in Toyota’s account. Lead-time is made up of two components: Processing Time which adds value Stagnation Time which adds cost, ties up cash, anderodes customer satisfaction Reducing stagnation time is the key to reducingLead-time17
Ohno on Lead-time Reductions as a StrategyTaiichi Ohno, founder of TPS, said it evenmore succinctly:“All we are doing is looking at the time-line from themoment the customer gives us an order to the point whenwe collect the cash. And we are reducing that time-line byremoving thenon-value-added wastes.”— Taiichi Ohno, 198818
And Toyota assumes that there is Muda, Muri, andMura Everywhere!19
Type 3 – Target StateSo What is True North? Is it Hoshin?DivergentCreativeSynthesisRequires changeLonger timeGreater span20
TPS – Toyota’s Operation System21
Learning To SeeIn order to eliminate waste, You need to change how youlook at things; you must develop eyes to see waste.You must change the way you think. Think of how you can“relentlessly” eliminate the waste that you see. EliminateMuda, Muri, and Mura Completely.You must continuously repeat this process, forever andever, neither tiring nor ceasing.”Taiichi Ohno – Father of the Toyota Production System22
23
The Obeya and the Leader’s Role in Creating Culture24
Founder, Sachichi Toyoda’s Five Precepts1. Always be faithful to yourduties; therebycontributing to theCompany and to theoverall good.2. Always be studious andcreative, striving to stayahead of the times.3. Always be practical andavoid frivolousness.4. Always strive to build ahomelike atmosphere atwork that is warm andfriendly.5. Always have respect forGod and remember to begrateful at all times.25
The Toyota Way Of Management26
Toyota’s Global Management Philosophy and ApproachToyota’sManagementSystem3. Hoshin KanriPADCPAC2. Toyota BusinessPractices (TBP)PD APACDCPD APD AC4. On-the-JobDevelopment (OJT)DC1. Toyota Way 200127
The ”Real” Toyota Way Starts with Our Core ValuesChallengeForm a long term vision, meeting challenges with courage and creativityto realize our dreams.ContinuousImprovementGenchi Genbutsu (Go See)Practice Genchi Genbutsu.go to the source to find the facts to makecorrect decisions, build consensus and achieve goals at our best speed.KaizenWe improve our business operations continuously, always driving forinnovation and evolution.RespectRespect forPeopleRespect others, make every effort to understand each other, takeresponsibility and do our best to build mutual trust.TeamworkStimulate personal and professional growth, share the opportunities ofdevelopment and maximize individual and team performance.28
Use the Obeya System to Build Your CultureCulture of ContributionCulture of ExcellenceCulture of InnovationCulture of EngagementCulture of CommitmentCulture of TrustCulture of Burden ReductionCulture of SafetyStart-up Culture29
Leading the Toyota Way“Our basic pillars of the Toyota Way is Respect of Peopleand Continuous Improvement and that’s really thefoundation we do our daily work from.”Jeff Hurst, Manager, Powertrain, TMMK30
The Toyota Way and Sakichi’s PreceptsRedefined at TIEM31
Now, It’s YourTurn32
Toyota’s Cycle of Continuous Improvement andEvolutionEstablish Standards as abasis for comparisonHoshin to BreakthroughUse Lean ProblemSolving to eliminateGaps between thecurrent state and thecurrent StandardKaizen to create the NewStandard33
PerformanceContinuous Improvement (3 Types of Problem Solving)Type IIIStandard (Capability)Actual (Performance)Type IIType ITimeType I: Actual performance has fallen below proven standard (capability)Type II: Develop a better method to perform work repeatedlyType III: Breakthrough or major system advancement34
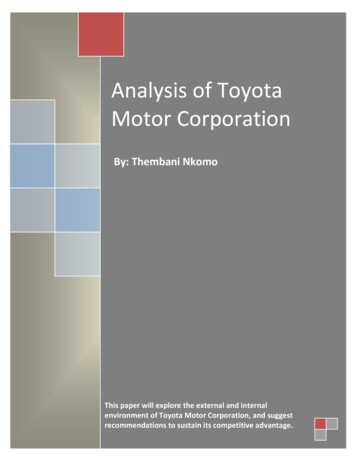
At Toyota, Everything Starts with StandardsStandardizationA process is standardized andit shifts smoothly andcontinuously.ADDailyManagementLevel of OperationCPASDCHoshin KanriImprovement ofoperating processDaily maintenance and smallimprovement of jobTime Function35
How Can We Tell Normal from Abnormal Quickly?36
Can We Still Tell Abnormal from Abnormal?37
Can We Still Tell Abnormal from Abnormal?Now We KnowWhat “Right” Looks Like!38
Understanding Toyota’s Obeya Management PrinciplesManagementBy Objective Command&ControlVS.ManagementBy Exception Focus on Problem Solvingthe Ideal SituationAnd the Current Situation39
Management by Objective40
MBOSometimes, MBO can be too top down drivenand Command and Control, regardless of theindicators41
Management by Exception42
Management by Objective vs. Hoshin KanriTypical MBOHoshin Kanri of Toyota GroupObject ofAssessmentResultResult and ProcessIndicators ofAssessmentFinancial IndicatorQuantitative IndicatorFinancial & Non-financial IndicatorQuantitative & Qualitative IndicatorViewpoint ofAssessmentMainly short termmedium & long termMgmtApproachUsually Top-downIntegration of top-down & bottom-up,Involvement of all membersActivity StyleStart from scratchgenerally /Cycle of PDCContinuous KaizenCycle of PDCA43
Abnormality ManagementIsProblem Solving Management!44
Ideal Daily Management ProcessFrom the Genba to the C-SuiteIdeal Daily Management Process by Management LevelRole RelationshipPLANManagerSecureConditions forIdealProductionAsst.ManagerSecureConditions Production ManagementACTAbnormalityManagementFollow-upCoach, &CommunicateAbnormalityManagementSupportGroup Leaderand MgrEnsure Basicof TPSSecureconditions forIdealProduction4M ormalityControlFollow-upSecure PreConditions ndardizedWorkThree PillarMgmtAbnormalityControlSupportGroup Leaderand TeamAlign IdealProcessesDetermineKnowledgeand SkillPractice RoleSkill with OJDAssessCountermeasure forProblems45
Management of AbnormalityThe Toyota Way of Management is Abnormality Management:3 Subjects for Abnormality Management are:1. Physical Environment through 5S Control and Visual Standards2. People and Processes through Standardized WorkHoshinManagementIdealDailyManagementHuman Resource DevelopmentSystem (OJD)The Toyota Way of Management3. Information and Management through Progress to TargetsHoshinBreakthrough GoalUltimateAspirational GoalIdeal entCondition?46
Problem Solving versus Kaizen – There is a differenceCorrective ActivityStandardOr tive ActivityKaizenTo Set NewStandardSetting Created Gapfrom StandardProblem GapFromStandardProblem Solve (TBP) toReturn to Standard andPrevent RecurrenceEvent Created GapTo Standard47
The Four Types of Gaps: Problems vs. Kaizen vs. HoshinhigherType 4VisionOrientedType 3TargetSettingTarget / StandardComplexity of problemType 2Type 1GapfromStandardFuture orientedwith a new targetor ideal stateemphasisTroubleshootingRapid correctiveoriented orientedwith stronger rootcausal emphasisImmediatecorrective actionoriented withminimal rootcausal analysisLowerFuture orientedwith and longerbroader view forproblemresolutionSr. ExpertsManagers &AboveSr. ExpertsSupervisorsand ManagersTeam Leaders& SupervisorsEngineers /Maintenance &AdministrativeSupport PersonnelOperators andTeam Leaders48UrgentTime to resolveLonger
Problem Solving versus Kaizen – There is a differenceMain KPI’sSub KPI’sSub KPI’sActivitiesSub KPI’s Main KPI’sResultsTrendsHoshinBy LevelKaizenTo Set NewStandardWhen we achieveThe Target andStabilize the StandardSetting Created Gapfrom StandardWhenWe Don’tAchieveThe TargetCorrective ApproachProblem Solve (TBP)Event Created GapTo StandardCorrective Activity49
Leading Toyota Business Practice In the ObeyaConcrete Actions &Processes1. Clarify the ProblemDrive & DedicationCustomer FirstAlways Confirm the Purpose2. Break Down theProblemPof Your WorkOwnership and Responsibility3. Target SettingVisualization (MIERUKA)Actions4. Root Cause AnalysisJudgment Based on FactsTBPD5. DevelopCountermeasuresThink and Act Persistently6. See CountermeasuresThroughMannerCValuesToyota WayAFollow Each Process with7. Monitor Both Resultsand Processes8. StandardizeSuccessful Processes50Speedy Action in a TimelySincerity and CommitmentThorough CommunicationInvolve All Stakeholders50
Abnormality Management and ControlWhat Happens When There Is a Problem51
Shop-Floor Management is Problem Solving ManagementLevelArea “Problem Rate”組長Group Leader25 125 Per Day班長Team Leader5 25 Per Day技能員Team Member1 5 Per Day52
Toyota Business Practice:Building People; Closing Gaps53
Problem Solving Management in the ObeyaTBPSTEPSStep 1.Clarify the ProblemStep 2.Break Down the ProblemStep 3.Target SettingStep 4.Cause AnalysisStep 5.DevelopCountermeasuresStep 6.See CountermeasuresThroughStep 7.Monitor BothResults and ProcessesStep 8.Standardize SuccessfulProcessesPROCESSES1.Clarify the “Ultimate Goal” of your responsibilities & work2.Clarify the “Ideal Situation” of your work3.Clarify the “Current Situation” of your work4. Visualize the gap between the “Current Situation” and the “IdealSituation”5CTIMELINERED CARDA3PSA3Breakdown the problem2. Select the problem to pursue3. Specify the point of cause by checking the process through GENCHIGENBUTSUMake the commitment2. Set measurable, concrete, and challenging targetsConsider causes by imagining the actual situation where theproblem occurs2. Based on facts gathered through GENCHI-GENBUTSU,keep asking “Why?”3. Specify the root causeConsider as many potential countermeasures as possible2. Narrow down the countermeasures to the most practical andeffective3. Build consensus with others4. Create a clear and detailed action-planQuickly and as a team, implement countermeasures2. Share progress by following the correct reporting, informing,and consulting communication procedures.3. Never give up, and proceed to the next step quickly1. Evaluate the overall results and the processes used, thenshare the evaluation with involved members.2. Evaluate from three key viewpoints: Customer’s, Toyota’s,and Your Own3. Understand the factors behind the success or failureStructure the successful processes (Standardize )2. Share the new precedent through YOKOTENKAI3. Start the next round of KAIZEN4. Create / Update the Standard and Train affected parties5. Communicate to larger audience – Single Point Lesson /Story BoardIf any part of the Defined Timeline for Problem Solving is missed, a 5C must becompleted and approved by Supervisor and Opera@ons Control Center Director54
55
56
2 WHAT WE WILL COVER IN OUR TIME TOGETHER TODAY Introductions and Objectives The Philosophy behind Toyota Management Approach Management by Objective vs. Management by Exception Abnormality Management Leadership Roles Ideal Daily Management True North, Standards, Problems, Kaizen and Hoshin The Four Types of Problems Introduction to Obeya Management