Transcription
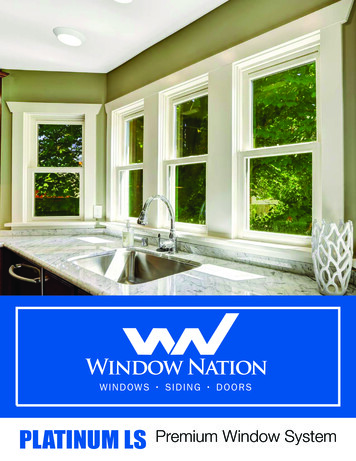
Volume 4, Issue 4, Summer2005Three-Dimensionally Knit Spacer Fabrics:A Review of Production Techniques and ApplicationsShanna M. Bruer, Ph.D. StudentProfessor Nancy PowellDr. Gary Smith, Associate ProfessorNCSU College of TextilesABSTRACTAs the textile complex is faced with increasing competition, innovation and specialization havebeen employed by many machinery and product manufacturers to create a niche in themarketplace. In an effort to compete and appeal to the end-use market, products that go beyondthe current range of performance and style have been developed. This paper will focus on thedevelopment of such specialized production through the use of knitted spacer fabrics. Basicknitting concepts will first be introduced followed by a review of literature on the history,technologies, advantages, disadvantages and potential end uses of knitted spacer fabrics.Keywords: Spacer fabrics, knitting, automotive textiles, technical ges and potential end uses ofknitted spacer fabrics will then be presentedto create a complete understanding of spacerfabric’s purpose and means of production.1.0 INTRODUCTIONAs control of the textile complex hasshifted further downstream to the consumer,manufacturers have been faced with greaterand more specialized demands. In order tocompete and appeal to the end-use market, itis therefore important to offer products thatgo above and beyond the current range ofperformance and style offerings.Oneindustry striving to meet such demands isthe manufacturers of knitting machinery andknitted fabrics.2.0 KNITTING FUNDAMENTALSSimply stated, knitting is theinterlooping of yarns to form a textilestructure. There are two classifications ofknits – weft and warp. Weft formations haveyarns which are knit across the width of thefabric while warp formations have yarnsbeing knitted along the length of the fabric(Spencer, 2001) (see Figures 2.0a and 2.0b).This paper will first introduce somenecessary knitting concepts and then discussthe topic of spacer fabrics. Literature on theArticle Designation: Scholarly1JTATMVolume 4, Issue 4,Summer 2005
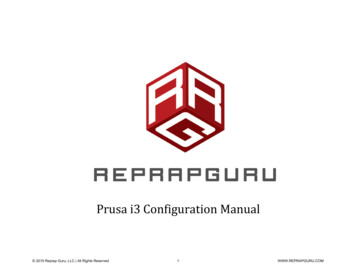
Figure 2.0a: Weft Knit StructureFigure 2.0b: Warp Knit StructureSource: Raz, 1987. Page 17Source: Raz, 1987. Page 17There are three primary loops, eachhaving their own characteristics used toproduce knit fabrics – the knit loop, the floatloop and the tuck loop (Brown, 1973). Inaddition to having three primary loops thereare three needles used in the production ofknitted fabrics – the spring-bearded needle,the latch needle and the compound needle.The latch and compound needles, however,are more prevalent because of theirefficiency and ability to increaseproductivity (Spencer, 1983).2.1The three primary classifications ofweft knit structures are the jersey (plain)structure and derivatives, rib fabric andderivatives and purl fabric and derivatives(Shinn, 1957; Smith, 1984; Smith, 2004).Jersey fabrics and their derivatives aresingle-sided structures and include fabricssuch as plain jersey, feed stripe, pique, flatjacquard, fleece and plated jersey (Spencer,2001; Smith, 2004). The two structuresimportant for reference in this paper are theplain jersey fabric which is a single layerfabric in which the same yarn is being kniton the front and back of the fabric and avariation of the plain jersey called platedjersey (see Figures 2.1a and 2.1b).Figure 2.1a: Technical Face of Plain Jersey FabricSource: Shinn, 1957. p. 10Article Designation: ScholarlyVariations of Weft Knit FabricStructuresFigure 2.1b: Plated Jersey FabricSource: Spencer, 2001. Pg. 572JTATMVolume 4, Issue 4,Summer 2005
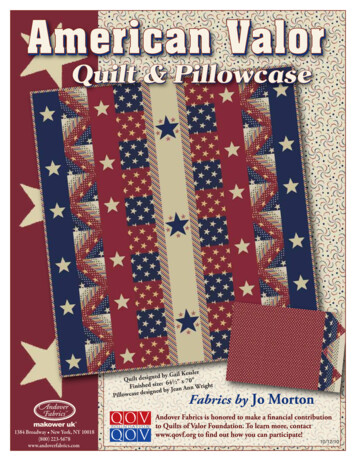
Plated jersey has the same basicstructure as single jersey, but it uses twoyarns which are knitted at the same timeunder controlled tension so that one yarn isalways on the designated side of the fabric(Spencer, 2001; Smith, 2004). It is still asingle jersey fabric, but with two layers ofyarns which may be used to manipulate thecharacteristics of the fabric to control suchqualities as moisture transfer, comfort, handand stretch.Rib fabrics and derivatives include1x1 rib, cardigan, interlock, flat jacquardand double -faced fabrics (Spencer, 2004).The three structures important for laterdiscussion of spacer fabrics are the 1x1 rib,interlock and double -faced fabrics (seeFigure 2.1c and 2.1d).Figure 2.1c: 1x1 Rib FabricFigure 2.1d: Interlock FabricSource: Shinn, 1975. Pg. 12.Source: Spencer, 2001. Pg. 731x1 rib is a single layer fabric that has thesame yarn knitting loops on both sides of thefabric. Interlock fabrics are a form of ribthat use two sets of needles that knit backto-back in an alternate sequence to createtwo sides of the fabric that are exactly inline with each other and hide the back of theloops on the inside of the structure and showidentical face loops on both the front and theback of the fabric. The final product has theappearance of a plain jersey fabric on thefront and back with the two yarns alternatingsides of the fabric (Spencer, 2001; Smith,2004). It should be noted that interlockfabric (like 1x1 rib and other stated fabrics)cannot be called spacer fabric because thereis no separation of fabric layers.Purl fabric is the final classification inwhich there is also the possibility of makingdouble-faced fabrics using the same ideapresented with the rib fabrics. However,due to slow machine speed and lowproductivity they are not typically used forsuch production.2.2 Weft Knitting MachinesThere are two types of weft knittingmachines – circular and flat. Circularmachines can be classified in one of threecategories – 1) single jersey machines whichhave one set of needles and make onlyjersey fabrics, 2) dial and cylinder machineswhich have two sets of needles and arecapable of making jersey and rib fabrics, and3) double cylinder purl machines which usedouble-ended latch needles and make purlfabrics (Iyer, et al, 1995; Spencer, 2001;Smith, 2004). The two primary forms of flatknitting machines are the V-bed machine,which is useful in the production of spacerfabrics and the flat purl machine which isnearly non-existent in today’s applications(Raz, 1993; Smith, 2004). The V-bed hasthe potential for making both jersey and ribDouble-faced fabrics use two sets ofneedles that can be set between one another(rib gaiting as found in the 1x1 rib fabrics)or directly aligned with one another(interlock gaiting) to form a class of fabricsthat can have the same or different types ofyarns on both sides of the fabric. The yarnson both sides are held together by tuck loops(Spencer, 2001; Smith, 2004).Article Designation: Scholarly3JTATMVolume 4, Issue 4,Summer 2005
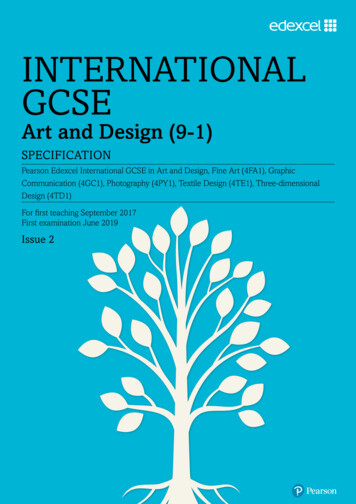
fabrics, as well as their derivatives includingdouble-faced fabrics. Figures 2.2a and 2.2bshow and explain the knitting actionassociated with the dial and cylinder and vbed knitting machines.Figure 2.2a: Knitting Action of Dial and Cylinder Knitting MachinesDDDNeedle Positions of Dial and CylinderKnitting MachinePosition 1: Base Position.Position 2: Clearing of dial needlefor opening dial needle latches1C2Position 3: Dial needle in holdingdown position3CCDDDPosition 4: Cylinder needle inforwarding positionPosition 5: Dial needle in receivingpositionPosition 6: Transition position ofneedles to following knitting feeder4C5C6CSource: Iyer, Mammel & Schach (1995). Pg. 149Figure 2.2b: Knitting Action of V-Bed MachineBack BedFront Bed1Position 1: The rest position. The tops of the headsof the needles are level with the edge of the knockover bits.2Position 2: Clearing. The needle butts are lifteduntil the latches clear the old loopsPosition 3: Yarn Feeding. Yarn is fed to the needlesas they begin to descend.Position 4: Knocking –over. The new loops aredrawn through the old loops, thus completing thecycle.34Source: Spencer (2001). Pg. 212Article Designation: Scholarly4JTATMVolume 4, Issue 4,Summer 2005
machine has the ability to make morecomplex structures, but is considerablyslower in production speed (Reisfeld, 1966;Spencer, 2001; Smith, 2001). It is importantto mention that as gauge is increased, fineryarn is used and it is more likely thatproduction flaws will occur (Smith, 2001).2.3 Weft Knitting NotationIn order to fully understand thestructures to be discussed, it is necessary tointroduce the concept of notation. The twomethods of notating weft stitches used inthis paper are the graphic and diagrammatictechniques.The graphic method usespictures or photographs to illustrate thefabric structure and is used in Figures 2.1a-cto depict basic weft knit structures. Figure2.3 shows the diagrammatic method whichis often more useful. The dots representneedles, while the lines represent the path ofthe yarns. The type of machine being usedcan be identified by the number of needles(i.e. dots) per course (one set per coursebeing jersey while two sets per courseindicate rib or interlock fabric created ondial and cylinder or v-bed machines), theway the needles are arranged and thenotation used.The second means of classification isthe number of bars or sets of yarns used inproduction. With the addition of bars,fabrics become more expensive, morestable, denser and more versatile (Smith,1984). Typically a Tricot machine uses 2-6bars (i.e., making a 2-bar fabric, 3-barfabric, 4-bar fabric, etc.). Sub-categories ofTricot fabrics include traditional solidfabrics (also called standard full set fabrics)such as Locknit or Full Tricot, Openworkfabrics or Laid-in fabrics (Raz, 1987;Spencer, 2001). Raschel machines found inindustry vary significantly, but for spacerfabrics discussed in this paper will rangefrom 5-8 bars (Smith, 2001). Further subclassification of Raschel fabrics can bebroken down into solids, lace, open-work,mesh, laid-in and spacer fabrics (Raz, 1987;Spencer, 2001; Smith, 2001). It will benoted that even though production of onebar fabrics is possible, it is not commonbecause they are weak and unstable, butsuch structures can be used to produce fabricstructures that are components of warp knitspacer fabrics.2.4 Warp Knitting Classifications andMachinesWarp knit structures have yarns thatknit parallel to the length of the fabric andcan be classified in three ways (Raz, 1987;Reisfeld, 1966; Smith, 2001). The firstmethod of classification is the machine usedin production – Tricot or Raschel. TheTricot machine makes fabrics that are lesscomplicated, finer in gauge and morerapidly produced, while the RaschelArticle Designation: Scholarly5JTATMVolume 4, Issue 4,Summer 2005
Article Designation: Scholarly6JTATMVolume 4, Issue 4,Summer 2005
The final means of classifying warpstructures is by the number of needle barsused under each machine classification.Traditional tricot machines have one set ofneedles that move simultaneously and createfabrics that look different on each side(Paling, 1965; Spencer, 2001; Smith, 2001).The front and back of the fabric can beeasily identified by the diagonals orunderlaps being observed on the back-sideof the fabric. Simplex Tricot machines havetwo sets of needles that are arrangedsimilarly to a V-bed machine and knitalternately. The fabric created on thismachine has only one layer with one set ofyarns going from front to back while anotherset of yarns goes from back to front to makea fabric similar to interlock (Brown, 1973;Spencer, 2001; Smith, 2001). Raschelmachines may also have one or two sets ofneedles. Single needle bar fabrics lookdifferent on both sides and do not have twodistinct layers. Double needle bar fabricsdiffer from the Simplex fabrics introducedwith the Tricot machine in that the two setsof needles are parallel and have an alternateknitting action so that the front and back setsof needles knit separate layers of fabricwhile yarn travels back and forth to jointhem together (Thomas, 1976; Spencer,2001; Smith, 2001). Figure 2.4 shows theknitting action associated with Raschelmachines.Figure 2.4: Knitting Action of Raschel Machine123Position 1: Starting point.Needles are extended fullyupward and the front guide barswings to the back of themachine.Position 2: Movement left.Guide bars move to the frontof the needles and to the left.Position 3: Swing betweenneedles. Guide bars areswinging between the needlesand back to the front side ofthe machine.456Position 4: New loopformation. Needles are takendown causing the loops toslide from the latches into thehook.Position 5: Knocking over.The new loops are drawnthrough the last row of loops.Position 6: Completion. Theneedles rise and the new loopsslide down from the hook,open the latch and slip over itsedge onto the stem.Source: Reisfeld, et. al,1953. Pgs. 8-18.Article Designation: Scholarly7JTATMVolume 4, Issue 4,Summer 2005
2.5bars move between and around the needles.The type of machine being used (Tricot orRaschel) can be identified by the numbersbetween the wales at the bottom of thediagram. Sequential numbers (i.e., 0, 1, 2, 3,etc.) indicate that the structure being knittedis on a Tricot machine while even numbers(i.e., 0, 2, 4, 6, etc.) indicate a Raschelmachine is being used. Additionally, eachrow of needles is labeled as either the frontbar (FB) or the back bar (BB). As will benoted later, when spacer fabrics areproduced, it is necessary to identify frontand back needle bed knitting actions. Tables2.5a and 2.5b show notation for single guidebar fabrics while Table 2.5c shows notationfor fabrics that are produced on machineswith two guide bars.Warp Knitting NotationSimilar to the concept of notation introducedin weft knitting, warp knitting requires ameans of communicating how a structureshould be knitted. The three methods ofnotating warp stitches used in this paper aregraphic, diagrammatic representation andnumbers (Reisfeld, et al, 1953; Reisfeld,1966; Spencer, 2001; Smith, 2001). Thegraphic method uses pictures or photographsto illustrate the fabric structure andexamples can be seen in Figures 2.6 a-c.Figures 2.5 a-c show the diagrammaticmethod which is more useful as the warpstructures become increasingly complex.The dots represent needles, while the linesrepresent the path of the yarns as the guideTable 2.5a: Single Guide Bar Warp StructuresArticle Designation: Scholarly8JTATMVolume 4, Issue 4,Summer 2005
Table 2.5b: Single Guide Bar Atlas FabricsTable 2.5c: Two Guide Bar Structure RepresentationsArticle Designation: Scholarly9JTATMVolume 4, Issue 4,Summer 2005
2.6Variations in Warp Knit Fabric StructuresWarp structures can be composed of stitches containing both open and closed loops as canbe seen in Figures 2.6a and 2.6b.Figure 2.6a: Open LoopFigure 2.6b: Closed LoopSource: Smith, 2001.Figures 2.5 a-c show fabric notations, someof which contain what are referred to asopen loops (two examples include the openchain stitch, and open half tricot stitch)which tend to be flimsy, and lack stabilitybecause the yarns do not cross at the bottom,however, they are easier to knit (Raz, 1987;Spencer, 2001; Smith, 2001). Closed loopsare those that do cross at the bottom andcreate a more fixed fabric. It should benoted that the chain stitch is used to lockfabrics in place and is successful at addingFigure 2.6c: Full TricotSource: Reichman, et al, 1967. Pg. 36Article Designation: Scholarlylength stability, but if used alone cannotmake a fabric (Raz, 1987; Smith, 2001).Warp knit fabrics can be classified inmany ways. For example they can besolid/full-set fabrics or open-work fabrics(Reisfeld, 1966; Smith, 2001). Examples ofsolid fabrics include Locknit, Full Tricot andQueenscord (see Figures 2.6 c-e). In orderto have a two bar solid fabric both guidebars must be full set meaning that each walewill have two yarns (Reisfeld, 1966; Smith,2001).Figure2.6d: LocknitSource: Reichman, et al, 1967. Pg. 3610Figure 2.6e: QueenscordSource: Reichman, et al, 1967. Pg. 36JTATMVolume 4, Issue 4,Summer 2005
Open-work or mesh fabrics are often created using either the Van Dyke/Atlas or laid-in approach(see Figures 2.6f and 2.6g for illustrations).Figure 2.6f: Single Atlas FabricFigure 2.6g: 2-Bar, Full-Set, Laid-In FabricSource: Paling, 1965. Pg. 76Source: Paling, 1965. Pg. 175An Atlas lapping is a movement where theguide bar laps progressively in the samedirection for a minimum of two consecutivecourses, normally followed by an identicallapping movement in the opposite direction(Spencer, 2001). Used alone, atlas lappingmakes poor fabrics, but can generate desiredeffects such as interesting design and openwork fabrics. The concept of laid in yarnsallows for a fancy or special yarn to beincorporated into the fabric. Laid-in yarnsare typically locked in place by a knittingyarn and must therefore be placed on a backguide bar (Spencer, 2001; Smith, 2001).set, adding pile bars, and moving needlebeds further apart (Smith, 2001).Figures 2.6h and 2.6i show openworkor mesh fabrics and Figures 2.6j and 2.6kshow laid-in, open work fabrics and theirnotations. The fabric depicted in bothFigures 2.6j and 2.6k are full set and can bemodified by changing the way in which theyarns are laid-in, ultimately changing thesize and shape of the openings. Figure 2.6kis more rigid and has greater verticalstability because it has three sets of yarnsbeing knitted rather than the two seen in2.6h. It is important to note that the varietyof fabrics that can be created is many andsignificant in the production of spacerfabrics. Because solid or open-work fabricscan be used independently or as a basis forboth sets of fabric in a warp knit spacerfabric, meaning that each side of the spacerfabric can have a different construction (i.e.the front may have the construction ofFigure 2.6h and the back could have theconstruction of 2.6i).Yet another way an openwork fabricmay be created is through the use of ‘partialset threading’ or if the number of guides leftempty equals the number of guides threaded,‘half set threading’ (e.g. with a threading of1 in 1 out or 2 in 2 out) (Wheatley, 1972).By having full set threading the weight ofthe fabric is increased. Additional means ofincreasing fabric weight include heavieryarn (lower cotton count or higher denier),using full set threading as opposed to partialArticle Designation: Scholarly11JTATMVolume 4, Issue 4,Summer 2005
Figure 2.6h: 2-Bar, Half-Set NetFigure 2.6i: 2-Bar, 2-in, 2-out NetSource: Paling, 1965. Pg. 110Figure 2.6j: 2-Bar, Full SetOpen-Work FabricSource: Paling, 1965. Pg. 118Figure 2.6k: 2-Bar, Full Set Open WorkFabric with 3 Sets of YarnsSource: Smith, 2001.Source: Smith, 2001.Identified as the second way ofclassifying warp knits, the number of guidebars on Tricot and Raschel machines canvary. Fabrics knitted using only a singleguide bar use only one set of yarns and tendto be less stable and more distorted leadingmanufacturers and consumers to demandfabrics made with 2 or more guide bars(Reisfeld, 1953; Raz, 1987; Smith, 2001).By adding guide bars, the fabric becomesmore balanced and stable. Figures 2.6l and2.6m show fabrics made with one and twoguide bars.Figure 2.6l Single Guide Bar FabricFigure 2.6m: Two Guide Bar Fabric(Technical Face)(Technical Face)Source: Spencer, 2001. Page 296Article Designation: ScholarlySource: Spencer, 2001. Page 31612JTATMVolume 4, Issue 4,Summer 2005
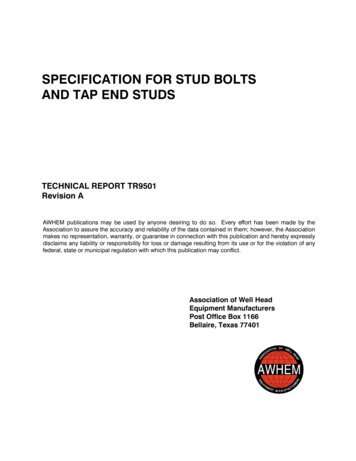
3.0 Introduction to Spacer FabricsAccording to Cass (2000), spacer fabrics aremuch like a sandwich and feature “twocomplementary slabs of fabric with a thirdlayer tucked in between. The inner layercan take a variety of shapes, including tubes,pleat or other engineered forms, which givesthe entire three-layer fabric a wide and everexpanding range of potential applications”(pg. 20) (see Figure 3.0a for illustration).Figure 3.0 a: Spacer FabricTopLayerConnectingLayerBottomLayerSource: Knitting International. (2002, February 2002). Breathing Room. Knit p?PubID 27&NewsId 191. [2005, January 17].Although increasing in popularity andexposure, the innovation of spacer fabrics isnot new, commercial developer MatthewTownsend of Leicester took out an initialpatent for spacer fabrics in 1868. The patentwas for knitting mattresses on a two needlebed hand frame with interconnecting“threads” (Bremner, 2004; KnittingInternational, 2002). More prevalent in themarketplace, spacer fabrics are essentiallypile fabrics that have not been cutconsisting of two layers of fabric separatedby yarns at a 90 degree angle. Typically,double plush or “plush” fabrics are createdby knitting two separate layers of fabric thatare connected by pile yarns then sliced downthe middle to create two separate fabrics(Smith, 2001). Figure 3.0b illustrates a sideview of a two needle -bed Raschel machineusing one pile bar.Figure 3.0b: Cut Plush Fabric Made on Five Guide Bar Raschel MachineSource: Spencer, 2001. Page 368Article Designation: Scholarly13JTATMVolume 4, Issue 4,Summer 2005
Three examples of different notation and structures used to produce double plush fabrics onRaschel machines having 5 guide bars are given in Figures 3.0c – 3.0e.Figure 3.0c: Here a pile fabric is made with onepile bar (3). Bar 3 is moving between wales inorder to make a design effect. Bar 3 is lappingover both needle bars and is alternating courseswhich results in a fabric with less overall weight.Source: Smith, 2001Figure 3.0d: Here is a variation on Figure 3.0c,however, Bar 3 is moving straight up and down ina single wale. Bars 1 and 5 are making longermovements creating a heavier, more stable fabricthan seen in Figure 3.0c.Source: Smith, 2001Figure 3.0e: Here a variation of the pile fabricshown in 3.0d is made. Here we have a fabricwith more movement and less stability becauseBars 2 and 4 are making open chain stitches asopposed to closed chain stitches seen in Figures3.0c and 3.0d.Source: Smith, 2001More recently these uncut pile fabrics haveattracted new attention with one useestablished in 1982 when A.W. Fischer ofGermany applied for a patent for theproduction of fabr ic for padded bras. Theinnovation offered great opportunity to themarket since it would allow for theelimination of foam or other layeringoptions traditionally found in suchundergarments that were subject todeformation, deterioration and difficulty indisposal (Reisfeld, 2002).and safety exist and will be noted later in thepaper.3.1 Spacer Fabric Production on WeftKnitting MachinesSpacer fabrics are two distinctivelayers of fabric joined together by aconnecting layer. Weft knitting machineswith two sets of needles have the ability tocreate two individual layers of fabric that areheld together by tucks. Such a fabric wasreferred to as a double -faced fabric inSection 2.1, but can also be called a spacerfabric. Double -face fabrics can be producedon dial and cylinder, v-bed and purlmachines.As a result of unique attributes,applications to various industries such asautomotives, medical textiles, technicaltextiles, geotextiles, sportswear and otherapparel products, environmental protectionArticle Designation: Scholarly14JTATMVolume 4, Issue 4,Summer 2005
different types of needles in the cylinder anddial. In the following notation, long linesrepresent high butt needles and short linesrepresent low butt needles. Interlock needlegating is shown.3.1.1 Dial and Cylinder Spacer FabricsProducing knitted spacer fabrics ondial and cylinder machines can be doneusing a variety of combinations of stitchesthat ultimately connect two independentlayers of fabric together. All techniquesrequire the use of at least three differentyarns for each course of visual fabric: 1)yarn for the cylinder needles; 2) yarn for thedial needles; and 3) a spacer yarn, normallymonofilament yarn connecting the twolayers (Anand, 2003b).The distancebetween the two fabrics can be manipulatedby the dial height adjustment, ultimatelydetermining the amount of pile yarn beingput between the two ground fabrics. Anand(2003a, pp. 10), describes two techniques ofproducing spacer fabrics that are explainedand depicted below. It should be noted thatusing high and low butt needles refers to the1.Tucking on dial and cylinder needlesat the same feeder (see Figure 3.1.1a):a) tucking on the dial and cylinderneedles on feeders 1 and 4 on lowand high butt needles alternately(this connects the two layerstogether);b) knitting dial needles with dial yarnat feeders 2 and 5 on low and highbutt needles alternately; andc) knitting cylinder needles withcylinder yarn at feeders 3 and 6 onlow and high butt needlesalternatelyFigure 3.1.1a: Circular Knitted Spacer Fabric Formed by Tucking on Dial and CylinderNeedlesDFeed 1CDFeed 2CFace FabricDFeed 3CDFeed 4ConnectingLayerCDFeed 5CFace FabricDFeed 6CSource: Anand, S. (2003). Recent Advances in Knitting Technology andKnitted Structures for Technical Textiles Applications. Istek, 2003.2.Knitting/plating on the dial needlesand knitting on cylinder needles (seeFigure 3.1.1b):A special yarn feeder is required withtwo holes to enable two yarns to beArticle Designation: Scholarlya.15knitted at the same feeder (feeders 1and 3):Face yarn knitted on the dial needleson low and high butt needlesalternately; and spacer yarn knitted onJTATMVolume 4, Issue 4,Summer 2005
dial needles and tucked on cylinderneedles, as shown in feeders 1 and 3;b.cylinder yarn knitted on cylinderneedles at feeders 2 and 4 on low andhigh butt needles alternately.Figure 3.1.1b: Circular Knitted Spacer Fabric Formed By Knit/Plating on Dial and Tuckon CylinderSource: Anand, S. (2003). Recent Advances in Knitting Technology and KnittedStructures for Technical Textiles Applications. Istek, 2003.Note that the concept used in the secondtechnique is similar to the concept ofproducing a plated single jersey fabric. Itshould also be noted that a single jerseyfabric is not a spacer fabric because there isno separation of fabric layers present.Figure 3.1.1c depicts a circular knitspacer fabric before it has been cut to makean open-width fabric.Figure 3.1.1c: Cylindrically Shaped Double -Face FabricFacePile / Connecting layerRearSource: USPTO (2004). Decorative Faced Multi-Layer Weft Knit Spacer Fabric, Method,and Articles Made Therefrom. US Patent Application. 0097151.Another example of a spacer fabricproduced on a dial and cylinder machine iscreated using jacquard patterning. In thiscase a jacquard pattern layer is weft knittedon the cylinder needles, a plain layer is weftknitted on the dial needles, and the twoArticle Designation: Scholarlylayers are coupled together with spacer yarnconnected in each layer on alternate needlesof the cylinder or dial (USPTO, 2004) (seeFigure 3.1.1d; Appendix 1 shows fullfigure).16JTATMVolume 4, Issue 4,Summer 2005
Figure 3.1.1d: Knitting Structure Diagram for Flat Pattern Jacquard Spacer FabricFeed 1: Sporadicknitting and floating onthe cylinder needles tomake patternDCDFeed 2: Knitting onlong dial needlesCDCDFeed 3: Tucking onlong dial and cylinderneedles to connectfabric layersFeed 4: Knitting onthe long cylinderneedlesCDFeed 5: Knitting onthe short dial needlesCDCFeed 6: Tucking onshort dial and cylinderneedles to connectSource: USPTO (2004). Weft Knitted Spacer Fabrics. US Patent No. 6,779,369.Both of the examples given show fabricshaving the same structure on the front andback and do not indicate what type of yarnsare being used, however, it is possible toproduce the two outer layers from differentmaterials and with completely differentstructures.and absence in industrial production (itshould be noted that purl machines havefewer feeds and knit slowly, making theproduction of spacer fabrics on purlmachines economically unfeasible) (Raz,1993; Spencer, 2001).In addition to dial and cylindermachines, double cylinder purl machines fallunder the classification of circular knitting(Raz, 1993). As mentioned in Section 2.2,double cylinder purl machines have only oneset of needles. However, these needles aredouble-ended and thus have the ability toknit two separate fabrics with a connectinglayer (i.e. double face or spacer fabrics)(Raz, 1993).These fabrics are notdocumented in recent literature on theproduction of spacer fabrics because of theinefficiency associated with the technologyArticle Designation: Scholarly3.1.2 V-Bed Spacer FabricsWhen a flat-bed knitting machine is usedin the production of three-dimensional spacerfabrics, two types of products can be created: 1)two independent structures connected by crossthreads, and 2) two independent fabric structuresconnected by fabric layers (de Araujo, et al,2001). The method used in the first techniquepossible is the focus of this paper. Through theuse of pile yarns to connect two independentlayers of fabric on the front and back needle bedsit is possible to form a double face fabric. This17JTATMVolume 4, Issue 4,Summer 2005
A specific example of the productionand application of a spacer fabric knitted ona v-bed machine is shown in Figures 3.1.2 ad. The product depicted is a decorativefaced multi-layered fabric used in theproduction of brassieres.The knittingsequence shows two fabric layers beingcreated through the use of varying stitchesthat are connected by tucks. Feed 1 hasyarns being tucked on alternate needles ofthe back and front needle beds while Feeds 2and 3 are knitting on alternate needles on theback needle bed. Feed 4 is sporadicallyknitting and tucking to create the decorativejacquard pattern seen on the front of thefabric.technique is extremely limited because whenproducing two separate fabric layers that areconnected by connecting yarns the distancebetween the two needle beds dictates the spacebetween the two fabric layers. Given that thetwo needle beds are a fixed distance apart, theuser’s ability to adjust the space between the twoouter layers or the overall thickness of the spacerfabric is determined by the machine setting andis limited to a thickness between 2-10 mm (deAraujo, et al, 2001). Much creative potential stillexists however because as was found with dialand cylinder machines, it is possible to use twodifferent types of yarns and create two differentstructures on either side of the spac
Figure 2.1c: 1x1 Rib Fabric Figure 2.1d: Interlock Fabric Source: Shinn, 1975. Pg. 12. Source: Spencer, 2001. Pg. 73 1x1 rib is a single layer fabric that has the same yarn knitting loops on both sides of the fabric. Interlock fabrics are a form of rib that use two sets of needles