Transcription
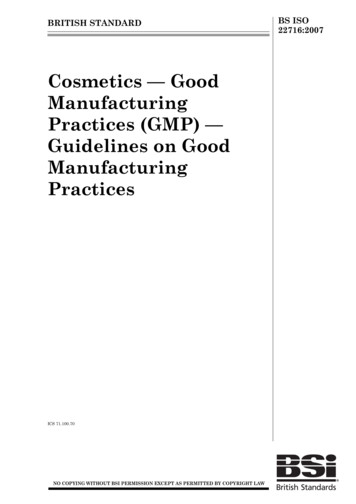
Biopharmaceutical ManufacturingTechnology: Vision for the FutureJim Thomas, Vice PresidentProcess & Product DevelopmentBiotech has a rich history and bright futureDNA moleculedeciphered byWatson & CrickEnzymeinvolved in thesynthesis ofnucleic acidisolated1950sHarris &Watkins fusemouse andhuman cellsAutomaticproteinsequencer isperfected1960sCohen & Boyerreproduce DNAin bacteriaFirst genericmarkers forhuman diseaseare foundHuman GenomeProjectYeast genes areexpressed inE. coli bacteriaRecombinanthuman insulinNearly 5 millionacres of biotechcrops grownCommercialbiotechcompaniesformedDevelopment m cellapplicationsGene therapyProbioticsEfficientbioconversionof celluloseinto fuelTomorrow
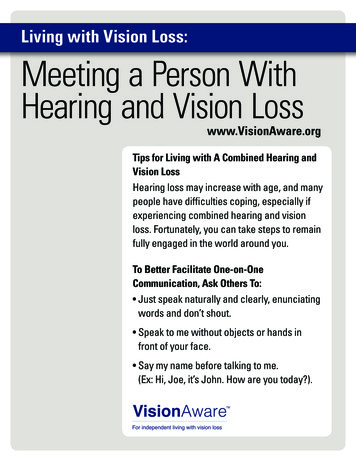
our industry is changing rapidly More competitivebusinessenvironment More challengingreimbursementenvironment MoreconservativeregulatoryenvironmentThe molecules of biotechnology are complexSmall MoleculesProteins(including therapeutic antibodies)MW: 180 DaMW: 150 kDaAcetylsalicylic Acid(Aspirin)Organic ChemistryPDB identifier 1hzhScience (2001) 293:1155BiochemistryRecombinant DNA Technology
Many patients have been served due toadvances in biopharmaceutical manufacturing but biopharmaceutical manufacturing is a very complex andexpensive businessOpportunity for measurements and standardsin the future manufacturing of biotherapeuticsMeasure Quality / Safety / ProductivityDesign theProcessDesign thePlant
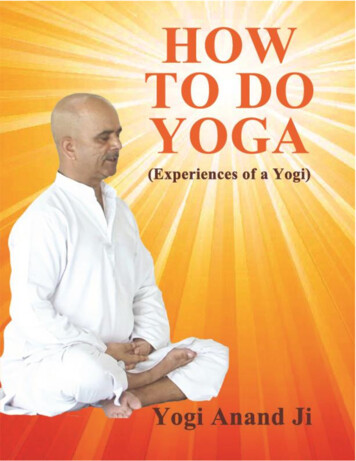
The MoleculeChallenges and Trends in MeasurementHeterogeneity can be influenced bythe manufacturing processProduct variants from upstream (cell culture) processingVHSCH1SSSVLSSSSSSSSSSN-terminal glutaminecyclization to pyregluteic acidSSCLDisulphide scramblingmisfoldsCH2CH3mAbs IgG II subclassS SS SN-linked glycoformsS SS SC-terminal lysine or argininecleavage
Challenges and trends in measuringprotein therapeutics Greater sensitivity, more specificity– Peak profile (i.e. CEX) does not identify specific chemical changes– Move toward more informative assays Elimination of subjectivity– Visual inspection- presence of particles, color– Move toward automated instrument-based inspection Focus on Critical Quality Attributes (CQA)– Move toward knowing the specific chemical change and the site ofmodification– Move toward understanding the biological importance of chemicalchangesTrends in analytical tools Measuring host cell protein Measuring molecule fragmentation Measuring protein microheterogeneity1990- SDS-PAGE- ELISA- Chromatography- Some MS2020MS based analysis:- Host Protein Fingerprint- Top Down Analysis- Routine analysis of CQA
Trends in mass spectrometer (MS)sensitivity*YearDetection limit of peptide 080.0001* typical industrial laboratoryProteins can form aggregates or particlesDissociable DimerNon Dissociable AggregateVisible Protein ParticlesNon Dissociable DimerSubvisible ParticlesVisible Extraneous Particles
Measuring protein aggregation/particulationLaser Diffraction*DLS*AUCMicroscopeSECnm10Visual InspectionL.O. (HIAC)100monomers &oligomersμm10100subvisible particlesmmcm (107 nm)visible particles* qualitativePotency measurements In Vitro Binding AssaysTargetSA biotin FcRnTarget Cell Based Reporter GeneProductTargetSpecific Signaling CascadeTFPro Luciferase
Developing theManufacturing ProcessHow will biotherapeutics be manufacturedin the future? Transgenic animals Transgenic plants Cell free systems Cell based systems
The Host CellMammalian Cells:Core Manufacturing TechnologyMOLECULAR CELL BIOLOGY 2ed by Lodish et al. (c) 1990 by Scientific American Books.Used with permission by W.H. Freeman and Company. Illustration by Tomo Narashioma
Isolating the best cell clones is challenging andtime consuming 250 Clones Pool of stabletransfected cells Individual encapsulationinto gel‐microbead Capture and staining ofsecreted products FACS quantitationand single‐cellsorting of highproducing subclone96well plateDay 9 Imaging10‐20 ClonesScale‐Up24 Clones(HTRF)T25T7525mL shakeflasks24well platePoor growerseliminated11 Day Fed‐Batch AssayGreater productivity requires improvedfundamental scientific understandingMOLECULAR eeringENVIRONMENTALDESIGN bioreactor conditionsMore cells / volume / timeDe-bottleneckexpression pathwayCELLSMEDIA DESIGN nutrients & metabolitesMore product / cell / timeIncreased product titer
Mapping the design space of critical unitoperations is a significant challenge but will be important for building qualityinto the manufacturing process Response surfaces represent titer Green dots represent conditions confirmed in 2L bioreactors
High throughput process development isneeded5 incubatorsTemp. CO2, O2. Humidity, Mixing1260 mini-reactors8 sources for liquid addition ( 1.5ul)pH control ( 0.1)OD measurementIntegrated databaseLink to other systemsTECAN, Guava etc. including high throughput purificationdevelopmentFilterplates with96 conditionsBatch-bindingStack Filterplateon ELISA plateCentrifuge/ Vacuum filterWells: 800 μLResin: 100 μLLiquid: 365 μLCollect 300 μLSupernatant HTS batch binding and elution narrowschoice of conditions column runs forfurther optimization
High throughput analytics are needed to supportreal time data acquisition and analysisExamples of implemented HT assays: Titer Aggregate High mannose Amino acid analysis CHOP ElisaThe Manufacturing OperationProcess DesignPlant DesignMeasuring the EnvironmentQuality of Raw Materials
Manufacturing operations will be moreefficient in the future Higher yielding processes Greater plant flexibility Better utilization of capital Significant reduction in operating costsHolistic approach to optimizationPlantDesignProcessDesignProcessControl
The manufacturing operation opportunities for measurements and standardsProductivityQuality / SafetyPLANTRawMaterialsPROCESSEnvironmentProcess DesignProductivity and QualityProduct
Upstream parameters for potentialmeasurement and control O2, CO2, pH, temperature Nutrient composition Depletion of nutrients– Metabolic byproducts– Amino acids– Carbohydrates Cell mass, cell number, cell viability Product titre Product quality– Aggregation– Clipped species– GlycosylationExamples of monitoring and control pointsBioreactorEnvironmentalRaw materialsProcess aidspH, OD, temp,pO2, pCO2Product titreViability,metabolitesTMP, flow,conductivityUVpH,conductivity C, time,concnWaterDrying time,temperaturepH,conductivityUV, flow, TA
Opportunities for monitoring and controlBioreactorBioreactorRaw materialsProcess aidsOn-line HPLC,pH, OD, temp,NIR, MS, CZEpO2, pCO2Viral detectionProduct titremetabolitesViability,Product ityvariants,UVcontaminantspH,conductivityHPLC/CE C, timeWaterEnvironmentalDrying time,NIR, UV,MSBiosensorPlant Design
Trends in manufacturing plant designFlexibility for optimizing plant capacityCapital Cost engineering construction materialsOperating Cost utilities maintenance environmental control/monitoringPlug ‘n Play concept assemblyAssembly1.Taps off the headers and connectionsto the skids would be made only asneeded for each specific skidrequirement2.Removable wall panels allow skidreplacementREMOVABLEPANELUTILITYHEADER
Modular pre-fabrication approachesDegree of Integration ComprehensivePrefab– integrated prefab structure /facility / process “Box-in-a-Box”– integrated pre-fab facilitywithin a stick-built structure Partial Prefab– prefab assemblies for insertionin stick-built structure andfacilityDisposable technology could improveplant utilization and decrease utility cost Top mounted magnetic-drive agitator Disposable optical pH and DOsensors Sparge, overlay, and exhaust filterlines Weldable media addition and samplelines Fully customizable bag design Touch screen PLC controller Movable platform skid
Measuring the EnvironmentMycoplasmaBacteriaVirusesHigh throughput methods for detectingmicrobes will improve environmental control Detects all infectiousthreat agents– Bacteria,mycoplasma, viruses,fungi, protozoa Resolves mixtures oforganisms Quantitative Sub-speciesresolution (straingenotyping)Universal Pathogen Detector
Contamination turn-around time10095Days80Confirm contaminantID contaminant60Total time to results604035200110111With RapidMethodology*Without RapidMethodology**01With UniversalPathogen Detector* Assumes a detection assay exists for the contaminant**Best case scenario. Some reports indicate over a year’s time investigationwithout definitive identification (finally identified using the universal pathogendetector)Quality of Raw Materials
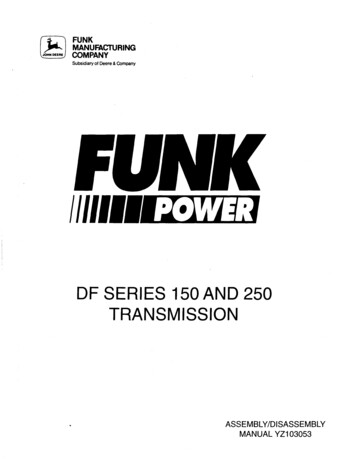
Distribution of chemical classes forraw materials in upstream cell culturesingle component organicsproteinspolymersinorganicschemically defined mediachemically undefined mediaamino acid mixture1Hand 13C NMR cover all chemical classes except inorganicsRiboflavin 1HNMR spectrum of riboflavin lot # 0010011629. Asterisks denote impuritypeaks.20waterD M SO1141417,26aOHOHOHOH26b222418*44*T M S,internal std21
Riboflavin 1H NMR spectral comparison between riboflavin lot # 0010011629and USP reference standard lot# N0C021Riboflavin lot# 0010011629Riboflavin USP reference standard, lot # N0C021Technological opportunities for improvingthe future of biotherapeutic manufacturing Quick assessment of chemical modifications and their biologicalrelevance Merging of characterization, release and online product qualityassays to deliver PAT Improve measurements associated with creating and quicklyselecting high expressing clones High throughput tools for process development and formulationdevelopment that function as scale down models More continuous upstream and downstream processing withassociated measurements and controls Standard high throughput methods for measuring microbes Powerful analytical tools and shared standards for assuring thequality of raw materials.
AcknowledgmentsIzydor Apostol Analytical & Formulation SciencesThomas Arroll Cellular ResourcesPavel Bondarenko Formulation & Analytical ResourcesHouman Dehghani Cellular ResourcesGreg Flynn Analytical & Formulation SciencesAndy Goetze Analytical & Formulation SciencesDrew Kelner Analytical & Formulation SciencesBrent Kendrick Analytical SciencesDuncan Low Process DevelopmentJeff McGrew Cell Sciences & TechnologyLinda Narhi Formulation & Analytical ResourcesTimothy Osslund Analytical & Formulation SciencesSuresh Vunuum Purification Process DevelopmentSiowfong Wee Analytical & Formulation SciencesZhongqi Zhang Formulation & Analytical Resources
advances in biopharmaceutical manufacturing but biopharmaceutical manufacturing is a very complex and expensive business Opportunity for measurements and standards in the future manufacturing of biotherapeutics Design the Process Design the Process Design