Transcription
TWO-SHOT PRESSURETRANSDUCER FOR INJECTIONMOLDING QUALITY CONTROLBy: Sam Berry and Josh HolcombFaculty Mentor: Muralidhar GhantasalaIndustry Mentor: Tony CrespoSponsor: Summit Polymers Inc. – Plant 18
OVERVIEWCurrent state of artMotivation-need for improved quality controlPresent process vs. Proposed solutionSimulationImplementation of Two-Shot Pressure sensor controlSteps InvolvedWhere we stand todayProject completion-further stepsConclusion
CURRENT STATE OF ARTBasic Plastic Injection Molding consists offive major stepsStep 1. Mold closesStep 2. Injection Process beginsStep 3. Cooling/Packing of the partStep 4. Plasticizing the resinStep 5. Mold opens, ejection of part andrunnerRepeat the processDuring production, the injection unit willstay in place. The injection unit isretracted away from the tool when themachine is not in use.
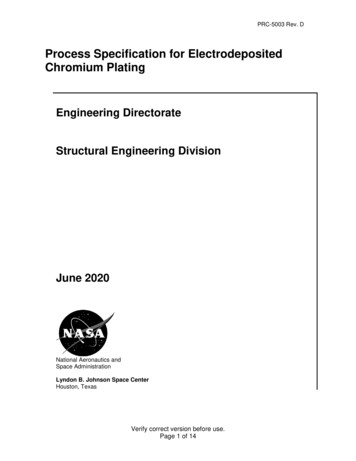
FULL PRESS VIEW FOR TWO-SHOT KRAUSSMAFFEI WITH ROTARY TABLE
TWO-SHOT PROCESSSame process as a traditional plasticinjection molding machine except add inan extra plastic injection unit and a rotarytable.Once the injection process is complete, themold opens, ejects the finished part andthen rotates the live side of the mold 180 ̊,so the bottom cavity will be injected withthe second shot.The rotary table actuates between 0 ̊ and180 ̊. It will rotate 180 ̊ clockwise,complete the injection molding process,then it will rotate 180 ̊ counterclockwise.
MOTIVATION-NEED FOR IMPROVEDQUALITY CONTROLSummit Polymers Inc. – Plant 18 is currently operating a Krauss Maffei Two-Shot pressthat produces a product for General Motors. This product is assembled into a 2021Chevrolet Silverado 2500 for the Upper Steering Colum.It consists of two materials. The plastic portion is Polypropylene (PPR .0590) and therubber portion is Ethylene Propylene Diene Monomer (EPDM) that is a ThermoplasticElastomer (TPE).§The part is a ‘Shoot-and-Ship’. Once it comes out of the machine, it is packed into ashipping tote and sent to a GM facility for assembly.Summit Polymers Inc. – Plant 18 has received multiplecomplaints, from GM, about the part not being fully complete(a Short Shot).
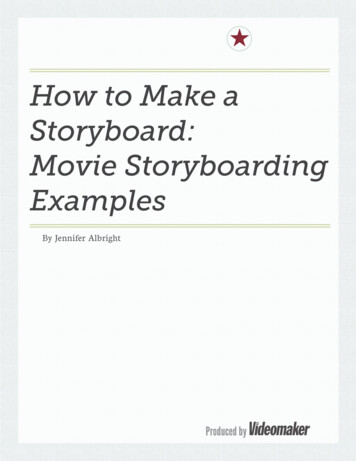
WHAT IS A SHORT SHOTA “short shot” is when the mold stops short of completely fillingthe mold cavity, leaving voids or thin areas, and creating a deficient product.These holes are commonly found in very thin areas of the mold or at theedges of the final product – the last places a mold would normally fill.Many different factors during the molding process can result in a short shot.Reduced cavity pressureFilling speed of injection unitShot sizeFlow restriction from blocked gatesFilling speed, Shot size, mold temperature, and barrel temperature are allfixed variables during the molding process. Cavity pressure is not monitoredin the current process.
PRESENT PROCESS VS. PROPOSEDPROCESS
PRESENT PROCESS VS. PROPOSEDPROCESSCurrent process does not monitor the pressure inside of the mold cavitiesThe proposed process involves a pressure transducer in each of the four cavities of themold.Cavity pressure is measured by placing a strain button sensor (Pressure Transducer) behindthe ejector pins. The force produced on the head of the ejector pin will translate to thepressure transducer.The pressure transducer will be able to read live pressure inside of the mold cavity inorder to produce a quality part every time.The pressure transducers will be wired directly into the HMI (Human Machine Interface)box.The HMI box will consist of a Programable Logic Controller (PLC), an input/outputmodule, sensor conditioners, wire terminal blocks, as well as a touch screen display onthe outside to view all the data.
CAVITY PRESSURE CURVE IN A GENERALMOLD
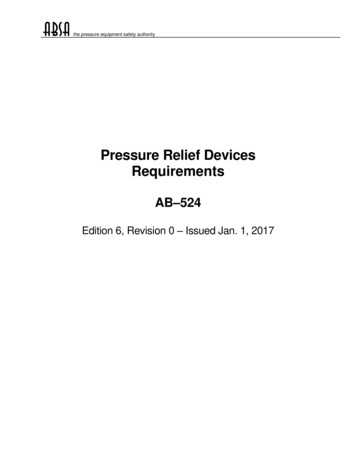
SIMULATIONMold Flow simulation for thefill time needed to fill theTPE section of the moldcavity.This simulation shows us thenecessary location of wherethe sensors should be placedinside the mold cavity.
SIMULATIONSPressure inside the moldingcavity for the TPE section ofthe mold cavity.The sensors should beplaced in two regions. Theend of fill region or in thepost gate region.One sensor will be in eachcavity, so the end of fillregion will benefit us mostfor implementation.
IMPLEMENTATION OF TWO-SHOT SENSORCONTROLHave DME sensors (pressure transducers) placed into moldSimple sensor junction box for quick connect and disconnect whileinstalling tool into the pressHMI box built along with the PLC programming doneHave correct wiring through the rotary table for sensorsHave power routed from press to HMI boxHave signal cable routed from robot to HMI box for good part/bad partsignal
SENSOR PLACEMENT IN THE MOLD
SENSOR PLACEMENT IN THE MOLD
ROTARY TABLE
STEPS INVOLVEDFinding the region to place the pressure sensors.How to read the sensors correctly and how it will communicate with thepress and robot.Wiring diagram of the HMI box.Where to correctly route wires safely in the press.Programming for the sensors to display live pressure values and targetpressure values for a complete part.Mounting HMI box on press for ease of trouble shooting.
WIRING SCHEMATIC FOR HMI
CLICK PLCThe Click PLC programming is used for the complete analysis of thepressure transducers signals from inside of the mold cavity. The PLCprogramming will determine if a good/bad part is produced, and thencommunicates with the robot to either place the good part on theconveyor belt or to put the bad part in the quality sort bin.We are using Click PLC because of its cheaper price and easy ladderprograming.It is compatible with the Whitman Robot and Krauss Maffei Press.Uses the same programming as the Electronic Bead Board used for theconveyor belt and Mattech Program for viewing tooling jobs progress.Open Peripheral input and output selections on press for cavity pressuremonitoring of the PLC to communicate between Press, Robot, and PLC.
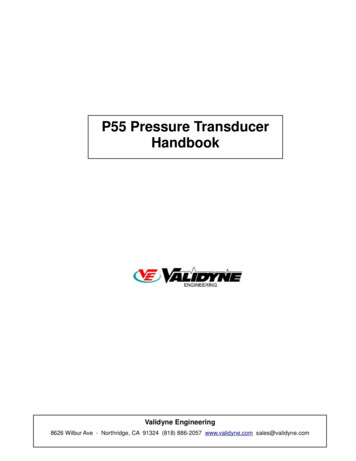
PRESSURE TRANSDUCER AND PLCMODULEDME 500lb pressuretransducer. Twodifferent sensors forthe length of cableneeded to lead theconnection point tooutside of the tool.There is a 12-inch leadand a 36-inch leadneeded for the tool.Click PLC module thatwill be used for thesensor monitoring ofthe system.
COST ANALYSIS - PARTSCavity Pressure BOM ListItemVendorPart NumberC-more EA9 series HMIClick PLCClick Analog ModuleElectrical EnclosureClick Output ModuleEnclosure 10x10x6Terminal Block - OrangeTerminal Block - BlueTerminal Block - GreenEnd CoverEnd BracketTerminal Block Bridge - 2Terminal Block Bridge - 5Signal Conditioner ModuleAutomation DirectAutomation DirectAutomation DirectMcmasterCarrAutomation DirectAllied ElectronicsAllied ElectronicsAllied ElectronicsAllied ElectronicsAllied ElectronicsAllied ElectronicsAllied ElectronicsAllied ElectronicsYoungblood 691037016921270169215Signal Conditioner BaseYoungblood AutomationCavity Pressure SensorDME - See link for correctpart number for atalog.aspx?CatalogId DME&CatalogDetailId 1128PriceQuantityTotal1781-7B30-01 499.00105.00165.00 69.10 132.00 0.529601782-7BAS 110.574442.28 664.9931994.97 721.5121443.02DME - See link for correct part number for atalog.aspx?CatalogId DME&CatalogDetailId 1128 Cavity Pressure SensorAmphenol Plug - Female (Crimp)Allied Electronics70143474 53.795268.95Amphenol Plug - Male (Crimp)Allied Electronics70143472 61.725Total 308.66516.52
COST ANALYSISTotal amount for custom setup is approximately 6500 for all major components.RJG total of components would cost approximately 3200 for new sensors and 3700 for computing system Edart.Approximately 6900 for major components but not including a monitor,stand, and signal conditioning modules needed.Total RJG package would cost around 9000 for all components.
WHERE WE STAND TODAYDue to pandemic related global supply chain restraints, estimated time ofcompletion is July 1st.Installation of components will need to be scheduled around productiontimes.Components are designed to be compatible with system for smoothprogramming.
PROJECT COMPLETION-FURTHER STEPSUpon full installation, data will be obtained through daily production.Quality tracking will be done over the course of two weeks.Trial runs will be performed to analyze best vs. worst products produced.Accuracy analysis will be executed.Data obtained will be compared to annual data to evaluate improvement.
CONCLUSIONAnalysis of the cavity pressure will allow for molding accurate partsconsistently with good quality control, obviating the need for furtherexamination.The PLC programming will analyze every part molded and determine if thepressure is within a set tolerance. This will determine if the part will haveany defects.This will save time, money, and the reputation of Summit Polymers Inc. –Plant 18 with the delivery of quality parts to the customer moreconsistently.From the cost analysis of buy and create, creating a custom set-up wouldbenefit the company in cost savings.
hannels-in.html?m imaterial spritzguss techpol.phpTroubleshooting Short Shot in Plastic Injection Molding - Midstate Mold
ACKNOWLEDGEMENTSWe would like to thank:Summit Polymers Inc. – Plant 18 for funding our projectIndustry mentor: Tony CrespoManufacturing Engineer: Brain DormanTooling Technician: Tony HudsonFaculty mentor: Muralidhar Ghantasala
DISCUSSIONAny Questions?
TWO-SHOT PROCESS Same process as a traditional plastic injection molding machine except add in an extra plastic injection unit and a rotary table. Once the injection process is complete, the mold opens, ejects the finished part and then rotates the live side of the mold 180 ̊, so