Transcription
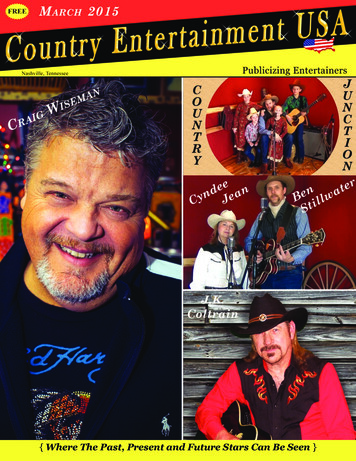
As seen in the February 2013PALLET ENTERPRISEPalletOne Embraces LeanManufacturing, Certification toImprove Its Butner, N.C. FacilityBy Chaille BrindleyThink Lean: Managers at the Butner facility started with lean improvements by cleaning up around the Viking nailing lines. Earlywins here helped develop buzz throughout the plant on the value of the lean program.Besides being one of the workhorse facilities for PalletOneInc., the nation’s largest palletmanufacturer, the Butner, N.C. plant isalso a showcase for the company’s leanmanufacturing initiative and the coordinator of its colored mulch certificationprogram. Although the plant doesn’thave a lot of new shiny equipment, itsmanagers have found ways to boost pro-duction, reduce problem orders, improvesafety and better promote its products.Quite simply lean manufacturing is aprocess improvement strategy that leadscompanies to reduce the amount of timeit takes to complete a particular task,limit unnecessary waste of materials andhuman movement, and minimize downtime. Companywide PalletOne has beenutilizing a lean manufacturing strategyfor the last three years.Howe Wallace, the president andchief executive officer of PalletOne,said, “The whole world is under a margin squeeze; by identifying lean savings,you can improve your margins withoutincreasing prices.” He added, “TheButner plant is the star of the show as faras adopting lean manufacturing principles.”Copyright 2013 Pallet Enterprise magazine — All rights reserved, Industrial Reporting, Inc.PalletOneReprintpeFebruary2013.pmd12/8/2013, 10:44 AM1
Getting Started withLean ManufacturingIt all began with a customer that introduced PalletOne to lean principles. Senior management met with lean consultants that started the process of educatingthe company about lean business principles. Wallace appointed a senior manager to lead the effort at the company andrequired all plant managers and supervisors to go through lean training. Eachplant was directed to come up with itsown plan to target one area and work toimprove it.PalletOne has followed the 5S leanmanufacturing strategy, which focuses onhow best to organize a workspace for efficiency and effectiveness. The 5S phases:sorting, set in order, systematic cleaning,standardizing and sustaining. PalletOneadded a 6th S in safety to its focus.Armed with a 6S approach, the managers at Butner tackled its Viking production lines as its initial effort. TheButner plant has two Viking 504s andone Viking 505 located at the center ofthe plant. The idea was to impact an areain the center of the plant and move out-ward so that everyone realized this wasmore than just management’s latest littleidea.Eddie Stokes, the sawing supervisor,has worked at the plant for 18 years, andhe said, “It’s a culture thing putting leanmanufacturing to work at PalletOne.Lean is not just a process, it is a culturechange.”Wallace said that before the 6S approach was deployed on Butner’s Vikinglines there were bad hydraulic fluid leakson the floor and everything was clutteredaround the nailing machines. He explained that now you could eat off thefloor around the machines. He added,“Thanks to the lean process changes weare making a pallet a nickel cheaper thanwe were a year ago at the Butner facility.”The nailing line supervisor, “Big”Mike Miller, joined the company aroundthe time that the lean initiative startedand was an early believer and evangelistfor the program. Miller said, “The quality of work has improved for everyone inthe building – it’s just a better work environment.”Lean Starts at the Top: Butner Plant manager, Danny Brooks, (right) and midAtlantic regional manager, Matt Sheffield, (left) led the lean process improvements bylooking for ways to reduce downtime, remove clutter, improve maintenance practicesand build a new culture at the rs took pictures of the workarea before the project began so that theycould demonstrate to others and remindthemselves of the conditions before andafter the process. These pictures areposted on a board near the work areawith information about production runsand key metrics. They had to realize thatthey had accepted conditions as normalthat would no longer be acceptable. Instead of puddles of leaking hydraulicfluid, the floor was to be kept clean andclutter free. There were leaks everywhere, and the maintenance team fixedthem.The entire line was analyzed to optimize the location of every item fromboxes of nails to fans to board bins andso on. Instead of a big pallet load of nailsstored near the nailing line, the supervisors make sure that only what is neededfor the day’s work is placed near themachines while the remainder is kept instorage. This has helped reduce clutteraround the machine and provided a visual reminder to help operators analyzehow many nails are being used on eachrun.Concerned with safety hazards, theButner managers looked to clean up anything that could be a safety concern orcause unnecessary strain on workers.They put nail gun stands near the workers and placed hoses on reels for easyfeeding and storage. Fans were movedfrom on the floor in the way to overheadand out of the way.Each machine received its own colorcoded set of tools and a board to storethem on so that it was easy to tell ifsomething was missing by a quickglance. This cost money initially becausePalletOne has to buy new tools. But itsaved money in the long run by ensuringthat tools were at the location when theywere needed, and it also reduced theamount of lost or stolen tools becausethere was visual accountability andtracking. If a tool was missing, it wasyour job to find it, and if a blue tool wasnear a green machine, it was easy toknow where the tool belongs. Tools withcords were replaced with cordless toolsto reduce trip hazards and improve mobility.PalletOne placed lift tables near thepallet lines so that employees had tobend over less in their daily work. Millersaid, “Lift tables have made a big impactCopyright 2013 Pallet Enterprise magazine — All rights reserved, Industrial Reporting, Inc.22/8/2013, 10:44 AM
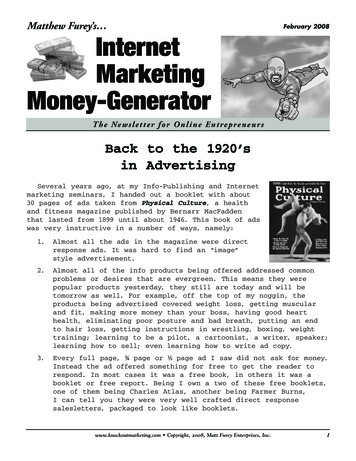
SNEHIT - Fotolia.com6S: Mike Miller, the nailing line supervisor, became an early evangelist for the lean initiative. PalletOne followed the 5S leanmanufacturing strategy, which addresses the following: sorting, set in order, systematic cleaning, standardizing and sustaining.PalletOne added a 6th S in safety to its focus.on productivity because people aren’t astired and fatigued at the end of the day.”The placement of everything wasquestioned to optimize it. Managerswould ask, “Why is this here?” or “Whatis in the way?”Managers also began asking questionsof the operators to find out what theythought would make their job and workspace better. One simple thing theyadded was a cup holder on each side ofthe line for the Viking operators. Millerlaughed and said that you would be surprised how much a little thing like a cupholder can improve the life of an employee. Also, the company added ladderson both sides of the Viking to make iteasier for employees to access the top ofthe machine from either side.The lean process also analyzed problems with orders or product consistency.For example, PalletOne produced a pallet that led to a 900 drum punctureproblem due to an exposed nail.PalletOne made the problem right withthe customer and then sought to improveits process to reduce the likelihood thatexposed nails would go unnoticed in theassembly process. It added a metal pipeover the conveyor at the end of the nailing area before the stacker. Thus, anypallet with a significantly raised nailwould get caught and not go into thestacker. The worker would then hammerMulch Certification: PalletOne has obtained certfiication through the InternationalPlayground Equipment Manufacturers Association (IPEMA) for five of its plants. Thisgives customers ease of mind that they are buying consistent quality and mulch that issafe for children and playgrounds. The Butner plant coordinates the IPEMA programfor PalletOne. It develops top quality mulch thanks to its West Salem grinder, BM&Mscreens and Colorbiotics colorants.Copyright 2013 Pallet Enterprise magazine — All rights reserved, Industrial Reporting, Inc.PalletOneReprintpeFebruary2013.pmd32/8/2013, 10:44 AM3
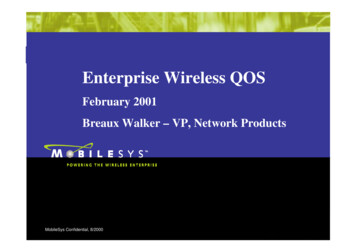
Automation in the Right Places: When the Butner plant wanted to improve theefficiency of its sortating area, the company repurposed a Smetco line from its Bartow,Fla. location. SMETCO’s sortation line has improved efficiency and reduced thestrain on workers. Notice the sign on the line indicating who maintains and operatesthe Smetco line. These signs throughout the plant help create a sense of ownership foreach machinery station.in the nail to fix the problem. Thissimple fix identifies any problems before a customer encounters it withoutrequiring a visual inspection of eachpallet by an employee. The Butnerstaff also added a bump stop to theend of its nailing line to prevent stackerand conveyor separation when the forklift encounters full stacks of pallets.Finding these simple fixes goes a longway to reduce costs and improve customer loyalty.Measuring progress is a key part ofany effective lean strategy. Productionmeters are visible on the plant floor andadjusted every two hours so that lineworkers and managers can trackprogress. During the tour, Stokespointed to pictures near each machinestation. The pictures serve as a daily reminder of what things used to look likebefore the lean initiative. Stokes said,“We don’t want to forget where wecame from so we don’t go back.”The lean process moved from the Viking machines to other machinery areas.Stokes, who oversees the sawing operation, mentioned how they improved thelighting throughout the plant and addeddust collection and piping systems to reduce the amount of sawdust gatheringnear machines. They also mounted atape measure below the cutup operationto facilitate measurements required toadjust for various cut lengths. Previously, they had to work to hold the tapemeasure in place while making adjustments. These little changes may notseem like a lot, but they can make a bigdifference when you have to changeovera line from one size to another. Stokesexplained that they have made improvements to the sawing operation that hasreduced changeover time from 45 minutes to 15 minutes all without sacrificingany safety consideration.Butner Equipment ListThe 900 Pallet: After an exposed nail punctured a drum causing 900 in damagefor a customer, PalletOne developed this metal stop to hold up the line if any similarsituation arises in the future.4PalletOneReprintpeFebruary2013.pmdHere’s some of the key equipmentat the Butner location: Two CornellCLB’s, three Cornell stackers, threeWoodKraft gang saws, Pendu inlinenotcher, WoodKraft block saws, several Whirlwind pop up saws, WestSalem grinder, BM&M screens, threeMorgan bandsaws, LM Package Saw,two 504 Turbo Vikings, one 505 Viking, two Morgan edgers, G-Tek trimsaw, Cornell trim saw, West Plainsdouble head notcher, two Morganedgers, Cornell trim saw, severalSmart dismantlers, several IndustrialResources dismantlers, two Kiln Direct heat treatment chambers, Eagledip tank, Smetco pallet sortation system and several Big Ass fans.Copyright 2013 Pallet Enterprise magazine — All rights reserved, Industrial Reporting, Inc.42/8/2013, 10:44 AM
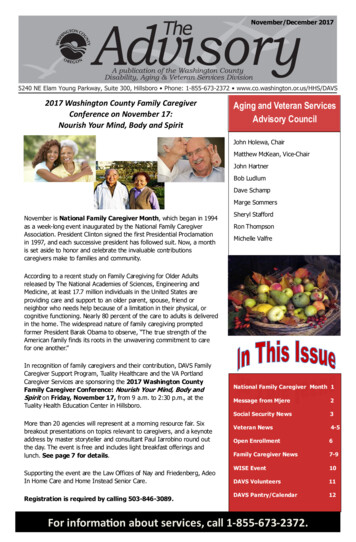
Moldy Pallets: The Butner facility uses two Kiln-Direct heat treatment chambers to produce ISPM-15 compliant pallets. It alsodeploys fans to ventilate finished pallets as well as dipping some pallets in PQ80 from ISK Biocides to mitigate mold problems.A Lean RevolutionTakes CommitmentLeading the lean initiative has taken astrong commitment from each of theplant managers at PalletOne. Maybe nobody in the company has made it a reality to the same degree that DannyBrooks, the plant manager of the Butnerplant, has achieved.Wallace confirmed that the Butner facility has become the location that hasdone more with implementing lean practices than any other plant. He added, “Iam happy with the progress at other facilities too. All of our facilities have donea good job of embracing lean principlesas a way of life not just a momentarychange.”One of the challenges is that it is easyto slip back into old habits after a while.Wallace said, “The lean process cost usmoney before it saved us money andsome of the initial benefits were mostlyintangible.” But once the company madeit past the initial investment of staff time,higher maintenance costs and additionaltools, the changes demonstrated realtime, efficiency and cost savings.Matt Sheffield, the mid Atlantic regional manager for PalletOne, said, “Itstarts with measuring everything. Fromthe saw line to finished pallets and containers, nothing is off limits. If you measure something, you can get better atit Once you change culture, it startssnow balling.”Wallace said, “It’s nothing new underthe sun. Some of the lean principles arethings we have been doing in the past.It’s just that we are trying hard to instilldiscipline so that lean becomes a way oflife not just a temporary project.”The company began sharing successstories across its corporate computer network. This allowed the company to recognize achievements, share ideas and createbuzz around the lean manufacturing concept. Wallace writes a daily letter to hisemployees to communicate vision, newinitiatives, success stories, etc. Thesemessages are emailed to managers and supervisors and get shared throughout theorganization. Many of these letters findtheir way to a blog that Wallace posts onthe Web. You can view it at http://blog.palletone.com/Overall, lean has cut labor costs forPalletOne by 15%. Wallace added, “Theequalizer may be the machines, but thedifference maker is the people. If you losegood people, you discover real quicklythat good people make all the differencein the world.”Lean Thinking Only Goes asFar as Your MaintenanceProgram Will Carry ItA major driver of the success of anylean initiative is a company’s maintenance staff. Wallace admitted, “We haveinvested more in maintenance personnelthan we did in the past. If you don’t havethe right maintenance people a lean program is not going to work.”Maintenance became a bigger focus especially when it comes to organizing partsand developing better preventative maintenance routines. James Sanders, themaintenance manager at the Butner plant,said, “If you do lean properly, it will de-crease downtime on machines.”Sanders embarked on a program toimprove the cleanliness of machinesand organization of the parts department. Sanders even leaned down thetool bag that maintenance staff uses sothat it is all organized and optimized toreduce the amount of running back andforth to get tools. Sanders said, “We canfix 90% of our problems with all thetools in this one bag.”The Butner staff also cleaned up theparts room to get rid of things they willnever use and add inventory of frequently needed parts. They also startedusing carts and bins to make it easier totransport blades to the sharpeningroom.Mulch Certification GivesCustomers Ease of MindAnother major initiative that goesright along with the lean program is themulch certification program that hasbeen led by managers at the Butner facility. One of the few locations with alarge pallet recycling operation, theButner plant has an extensive grindingoperation.Danny Brooks oversees PalletOne’scertification program with the International Playground Equipment Manufacturers Association (IPEMA). Four otherPalletOne locations are also IPEMAcertified, which ensures that size, consistency and quality control is followed.Brooks said, “The IPEMA certificationtells customers that what we are puttingon the ground is safe for kids to play onwith no contaminants. It means ourCopyright 2013 Pallet Enterprise magazine — All rights reserved, Industrial Reporting, Inc.PalletOneReprintpeFebruary2013.pmd52/8/2013, 10:44 AM5
product is put through testing, annual audits and a rigorous paper trail system.”IPEMA certified facilities include:Butner, Chase City, Mocksville, SilerCity and Shipshewana, Ind. PalletOnehas been IEPMA certified since 2009.Brooks explained, “We go through avery strict process of maintaining consistency in our mulch product for size andcontent to meet certain specificationsthat are mandated by the IPEMA regulations.”Sheffield added, “It’s an easy salestool for our sales staff. Our customerslike to know that they are buying certified products.”For more information on theIPEMA certification process visitwww.ipema.org.The Butner facility uses a West Salemgrinder to grind material for its mulch.BM&M screens help ensure the propersized material is colored and sold asmulch. Larger material may be sent backfor another pass through the grinder.Colorbiotics colorants treat the materialto provide a number of popular colors.Strong Suppliers Make a DifferenceFormerly Southern Pallet, the locationhas been under PalletOne ownership foryears. This plant focuses on new andused pallets as well as colored mulch andplayground mulch. Although most of theequipment has been in service for years,the durability of the equipment points tothe value of PalletOne’s machinery suppliers.Little Changes Make a Big Difference: Eddie Stokes, the sawing area supervisor,demonstrates how mounting a tape measure on a saw line has made changes easier forone person to accomplish. Also notice the color-coded wrench situated exactly where itis needed to make adjustments. Little improvements like this have dramatically reducedchangeover times.6PalletOneReprintpeFebruary2013.pmdWhen the company decided to improve automation of its Butner repair facility, it brought a Smetco sortation lineand two stackers from PalletOne’sBartow, Fla. plant. Gerald Oakley, theButner recycling plant manager, said,“These guys have energy at the end ofthe day thanks to the sortation line.” Itremoves a lot of the physical palletmovement that can wear out workers.Also, they are able to process more pallets per shift with fewer people.Brooks pointed to what PalletOne hasdone to counter the mold issue with customers. The Butner facility runs twoKiln-Direct chambers for heat treatingpallets. Brooks said, “Our Kiln-Directheat treating units do a great job and areeasy to maintain.”Many customers were originally confused that heat treated meant mold freeas well. But heat treating can actuallymake surface mold worse by bringingmoisture to the surface of the pallet. AllPalletOne plants in the mid-Atlantic region use chemicals (PQ80 ISK Biocides)to prevent mold growth as requested bythe customer. Also, the Butner facilityuses fans to keep air moving in its palletstorage and manufacturing areas.PalletOne has also educated customerson ways to minimize mold by offeringseminars led by Dr. Mark White of Virginia Tech.Changing CustomerDynamics for Butner PlantThe Butner plant has evolved throughthe years as the market has changed. Today, the Butner facility processes a variety of hardwoods (oak, gum, maple, sycamore, ash and poplar), green pine, andkiln dried pine, etc. It has a growing recycle business and is now 60% new pallets and 40% recycled pallets. The overall GMA pallet size (48x40) used to be60% of the business at the facility. It isnow 20-25% or less according toSheffield. Overall for the Mid-Atlanticregion, 48x40 production is currently29% compared to 45% 15 years ago.Brooks said, “Change is hard, and wehave had to deal with a lot of changewhen it came to lean manufacturing.” Headded that the change has been greatfrom a customer, bottom line and workplace environment perspective eventhough some employees were skepticalPEat first.Copyright 2013 Pallet Enterprise magazine — All rights reserved, Industrial Reporting, Inc.62/8/2013, 10:44 AM
Fla. location. SMETCO’s sortation line has improved efficiency and reduced the strain on workers. Notice the sign on the line indicating who maintains and operates the Smetco line. These signs throughout the plant help create a sense of ownership for each machinery station. in the na