Transcription
United StatesDepartment ofAgricultureForest N–0310Operation and Cost of aSmall DehumidificationDry KilnRichard D. Bergman
AbstractAcknowledgmentsObtaining small quantities of custom kiln-dried lumbercan be an expensive process for an individual woodworker.Building and operating a small kiln capable of dryingcustom cuts of lumber (such as slabs, bowl blanks) giveswoodworkers another option. Our approach was to buildand operate a small dehumidification dry kiln. The fourcharges of lumber ranged from 600 to 700 board feet (bf),and a woodworker with no dry-kiln experience operatedthe kiln. The first charge of mixed air-dried 4/4 hardwoodsand softwoods was kiln-dried from 18.4% to 7.3% moisturecontent (MC) in 15 days with no casehardening. The secondcharge of 5/4 black cherry lumber was kiln-dried from47.5% to 6.8% MC in 27 days with no casehardening, andthe third charge of 4/4 northern red oak lumber was kilndried from 82.9% to 6.1% MC in 45 days and to 5.2% MCin 50 days with severe casehardening relieved by conditioning. A fourth charge of 300 bf 4/4 northern red oak, 200 bfof 4/4 shagbark hickory, and 100 bf of mixed 4/4 box elderand 4/4 black cherry was kiln-dried from 69.7% to 8.5%MC in 29 days with casehardening only in the northernred oak, and that was relieved by conditioning. We foundthat greater control of the dehumidifier operation earlierin the kiln schedule to maintain the safe drying rate woulddecrease the severity of casehardening when drying greennorthern red oak. New building materials, which are most ofthe initial cost, could be replaced by reused lumber. Dryingsmall amounts of lumber using a dehumidification kiln is asuitable option for woodworkers even with limited knowledge of kilns.I thank Patrick Molzhan, Program Director, Wood TechnicsDepartment, Madison Area Technical College; Terry Mace,Forest Utilization and Marketing Specialist, WisconsinDepartment of Natural Resources; Scott Bowe, AssociateProfessor and Wood Products Specialist, University ofWisconsin-Madison; and Jim Gilbertson and TeddMianowski (retired), Technicians, U.S. Forest Service,Forest Products Laboratory.Keywords: dehumidification, dry kiln, small, MATC,drying, operation, DH, costOctober 2008Bergman, Richard D. 2008. Operation and Cost of a Small Dehumidification Dry Kiln. Research Note FPL-RN-0310. Madison, WI: U.S. Department of Agriculture, Forest Service, Forest Products Laboratory. 20 p.A limited number of free copies of this publication are available to thepublic from the Forest Products Laboratory, One Gifford Pinchot Drive,Madison, WI 53726–2398. This publication is also available online atwww.fpl.fs.fed.us. Laboratory publications are sent to hundreds of librariesin the United States and elsewhere.The Forest Products Laboratory is maintained in cooperation with theUniversity of Wisconsin.The use of trade or firm names in this publication is for reader informationand does not imply endorsement by the United States Department ofAgriculture (USDA) of any product or service.The USDA prohibits discrimination in all its programs and activities on thebasis of race, color, national origin, age, disability, and where applicable,sex, marital status, familial status, parental status, religion, sexual orientation, genetic information, political beliefs, reprisal, or because all or a partof an individual’s income is derived from any public assistance program.(Not all prohibited bases apply to all programs.) Persons with disabilitieswho require alternative means for communication of program information (Braille, large print, audiotape, etc.) should contact USDA’s TARGETCenter at (202) 720–2600 (voice and TDD). To file a complaint of discrimination, write to USDA, Director, Office of Civil Rights, 1400 IndependenceAvenue, S.W., Washington, D.C. 20250–9410, or call (800) 795–3272(voice) or (202) 720–6382 (TDD). USDA is an equal opportunity providerand employer.Conversion TableTo convert fromToMultiply byfeet per minute (ft/min)horsepower (hp)meters per secondskilowatts (kW)pounds (lb)kilograms (kg)0.454pints (pt)liters (L)0.473feet (ft)meters (m)0.305feet squared (ft2)meters squared (m2)0.0929feet cubed (ft3)meters cubed (m3)0.0283gallons (gal)liters (L)3.78miles (m)kilometers (km)30.005080.7461.61tons (t)tonne ( 10 kg)0.907board feet (bf)meters cubed (m3)0.00236british thermal units (Btu) megajoules 3Material.3Experimental Procedure.3Results.5Kiln Data.5Economic 9Appendix A—Bill of Materials.11Appendix B—Procedure for Cutting and Using KilnSamples.12Appendix C—Drying Schedules.13
Operation and Cost of a SmallDehumidification Dry KilnRichard D. Bergman, Research Chemical EngineerForest Products Laboratory, Madison, WisconsinIntroductionIn the past, custom woodworkers would simply visit a localsawmill or lumber retail store to buy lumber, especially kilndried material, for their projects. This material might notbe exactly what they needed and cost twice the wholesaleprice (personal communication on September 8, 2006, withTerry Mace, Forest Products Utilization and ManagementSpecialist, Wisconsin Department of Natural Resources,Division of Forestry, Madison, Wisconsin). Using a customlumber-drying facility to dry green lumber sawn for use bythe woodworker could be expensive. Some woodworkerssimply stock up on green lumber and air dry their own material. Individual woodworkers would like other options tohelp lower the cost of kiln-dried cuts of lumber.Kiln-drying lumber is an expensive process; therefore,kiln-dried lumber is sold at a significantly higher price thangreen lumber. Prices from Hardwood Review Weekly (August 11, 2006) for both green and kiln-dried (gross tally)4/4 #2 common red oak in the North Central Region are505 and 750 dollars per thousand board feet, respectively.For 5/4 Select & Better black cherry, these prices are 2,520and 3,400 U.S. dollars per thousand board feet, respectively.The major reason for the difference in price is the cost ofenergy required to kiln-dry green lumber to a lower moisture content (MC) prior to final manufacturing. Typical MCrange for kiln-dried lumber is 6% to 8% for interior use inthe United States to maintain dimensional stability (FPL1999). Most kiln-drying of lumber is done by conventionalsteam kilns, which can be energy-intensive operations. Fora conventional steam dry kiln, the approximate amount ofenergy to kiln-dry a thousand board feet of Douglas-fir,Southern Pine, and northern red oak green lumber is 1.2,3.0, and 6.5 million Btu, respectively (Comstock 1975).Large commercial dry-kiln facilities produce most of theavailable kiln-dried lumber at a significantly lower cost perunit than other methods. A typical large dry-kiln operationuses steam coils as the indirect heating source fueled eitherby burning woody biomass, fossil fuels, or both. The sizeand type of dry kilns needed for these operations has limited the ability for small operators to enter the commoditymarket or produce kiln-dried lumber for their own use at acompetitive price. However, some small dehumidification(DH) dry kilns under 3 horsepower have been commerciallyavailable since 1976. One company, Nyle Corporation(Bangor, Maine), has already sold 5,000 DH units intendedfor 2,000 to 5,000 board feet. More than 7,000 DH unitsunder 10 horsepower are in use along with many large ones(personal communication on October 10, 2006, with E.M.Wengert, Professor Emeritus in Wood Processing, Department of Forest Products, Virginia Tech University). Oneproblem is that most commercially dried lumber is in standard thicknesses and lengths that may not meet an individual woodworker’s needs. In the United States, woodworkershave expressed interest in producing their own kiln-driedlumber from less expensive green lumber to maintain greater control throughout the manufacturing process. Sometimesspecialty lumber is required, but buying the material commercially or using a custom kiln-drying operation can becost-prohibitive.Technology has advanced not only in understanding the process of wood drying on small scales (less than a thousandboard feet) but also in commercially available products usedto build these small dry kilns capable of producing highquality lumber. Types of dry kilns capable of commercialoperation include solar, vacuum (radio-frequency, heatedplatens, or super-heated steam), microwave, and dehumidification. All these systems have their advantages and disadvantages. For example, solar dry kilns perform better inareas with higher solar radiation, whereas radio-frequencyvacuum kilns have high initial capital costs and require ahighly trained operator.Research on drying small quantities of lumber began decades ago at the Forest Products Laboratory (FPL) with asignificant focus on solar kilns (Peck 1961; Simpson andTschernitz 1984; Simpson and Tschernitz 1988; Tschernitzand Simpson 1985). For the remote locations designed forsolar drying, DH kilns were not as applicable as solar kilnsbecause inexpensive and stable grid-quality electricity wasnot available. Recent research also showed the potential forsolar drying on a small scale in southern climates (Bond2006). However, in northern climates such as the northernUnited States, DH kilns have the advantage of running multiple charges during the year, whereas solar kilns are oftenlimited to one charge during the winter because of limitedsolar radiation. Also, unless a solar kiln has photovoltaicpower to the fans, both systems still require electricity. Other research included combining solar and dehumidificationcapabilities into one kiln, which increased energy efficiencyby 30% (Chen and Helmer 1987).
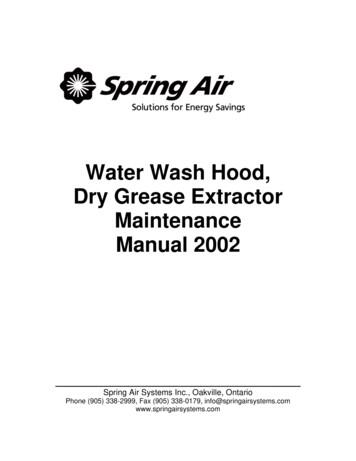
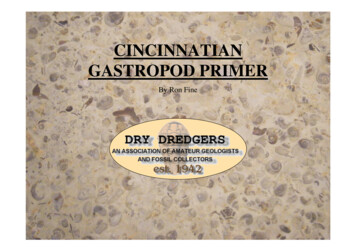
Research Note FPL–RN–0310Figure 1—Typical dehumidification kiln (FPL 1999p. 12–10).Figure 3—Residential dehumidifier.dehumidifier keeps the drying chamber at the requiredtemperature once the kiln reaches operating temperature(Fig. 2).Figure 2—Typical dehumidification cycle (FPL 1999 p.12–10).Dehumidification dry kilns are not as significantly affectedby outside environments as are solar kilns because air exchange is not needed to remove moisture-laden air. Insteadof using steam coils and vents for moisture removal fromthe lumber and the dry kiln as is done in commercial drykilns, the dehumidifier uses electricity to cool the air enoughto condense the moisture released by the lumber. This condensation action keeps the heat of evaporation in the kiln.This heat is usually lost in kilns using vents for wet-bulbcontrol. The fans circulate air through the lumber stack andas the warm, moist air leaving the stack contacts the coolingcoils of the dehumidifier, the moisture is condensed (Fig. 1).For commercial operations, waste heat from the fans and2For smaller DH kilns, a commercial stand-alone dehumidifier is placed in the kiln (drying chamber). This dehumidifierworks likes an air conditioner except the dehumidifier hasboth its hot and cold coils in one unit. A fan draws the warmmoist air into the unit and the moisture condenses on thecold coils that are similar to an air conditioner’s evaporator coils. The condensation drips through a hose to a drainor into a removable bucket (Fig. 3). The second set of coilswarms the cool dry air, and the warm, dry (reconditioned)air is pumped into the kiln to absorb more moisture from thelumber. Some residential dehumidifiers have digital controlsfor setting the relative humidity, whereas other dehumidifiers can be controlled by a humidistat that allows dehumidifiers to cycle on and off to maintain a wider range of relativehumidity (RH) than is possible by standard controls. Theamount of condensate can be used to track the drying rateto adjust the RH setting for an optimal drying rate. Optimaldrying rate is dependent on the species, initial moisture content, wood temperature, air speed, and lumber thickness.This project was a collaboration between the Wisconsin Department of Natural Resources and Madison Area TechnicalCollege (MATC) to construct a 600-bf dehumidification drykiln based on plans from an article (AW 2002) for dryingsmall quantities of lumber. The main objective was testingthe versatility and functionality of drying several domesticwood species at different moisture contents using a woodworker with no previous dry-kiln operational experience.
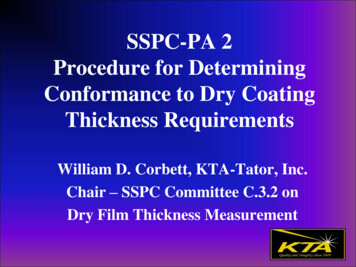
Operation and Cost of a Small Dehumidification Dry KilnFigure 4—Front view of the dehumidification dry kiln(empty) with main doors on the side.(kW). Suggested dehumidifier compressor sizing was1 horsepower per 1,000 board feet of mixed hardwoods(Wengert and others 1988). This dehumidifier could be digitally set from a maximum of 90% to a low of 35% relativehumidity (RH), and the setting was used to change the drying rate. Also, the installed circulating fans operated only inone direction as only one typical-size pack of lumber wasloaded in the kiln (Fig. 5). Commercial dry kilns reversefan direction to even the drying rate for the large number ofpacks. Supplemental heat was from an electric baseboardheater capable of generating roughly 800 (75%) or 1,150(100%) watts depending on its setting. This heater was usedlater in the drying cycle if needed or could be used whenthe kiln operated outside during cold weather to maintainkiln temperatures above 65 F. Most dehumidifiers performpoorly under 65 F and the risk of freezing the coils alsoincreases. Top baffling was constructed from 1/2-in. CDXsheathing (C-D Exposure 1 plywood) and could be raisedwhile loading and unloading the kiln. This baffling forcedthe circulating air through the pack, and the lumber wasstacked to prevent side air flow past the pack. The circulating fans were also installed into the 2-in. by 4-in. frameworkas shown in Figure 6. Air flow readings of 25 and 200 ft/minwere measured at bottom and top of charge, respectively,using an Alnor Velometer hand-held aerometer (AlnorProducts, Shoreview, Minnesota). Two more fans were installed after Run 2 to both increase fan speed to roughly400 ft/min and evenly distribute the air flow. Both sets offans can be operated independently. Metal components notmade of stainless steel were used to save money and wereevaluated on their corrosion resistance after the four runswere complete.Experimental ProcedureFigure 5—Side view of dry kiln indicating airdirection and location of major components. DHis dehumidification.MethodologyMaterialThe Madison Area Technical College (MATC) Wood Technics Department (WTD) bought the material listed in Appendix A using a grant through the Wisconsin Departmentof Natural Resources. Personnel from MATC WTD builtthe 600-bf dehumidification dry kiln based on 2-in. by 6-in.residential housing practices. See Bowe and others (2007)for greater construction detail on building this kiln (Fig. 4).All the kiln components were commercially available.A Maytag 30-pint residential model dehumidifier (Whirlpool Corporation, Benton Harbor, Michigan) using standard115-volt power was installed for dehumidification; maximum dehumidifier power consumption was 0.851 kilowattsAfter construction was completed, the dry kiln was loadedwith a local supply of air-dried 4/4 hardwood and softwoodspecies including red pine, bur (white) oak, black cherry,and shagbark hickory. All kiln operations were run byMATC personnel with oversight by FPL personnel. All fourdry-kiln runs were done inside a temperature- and humiditycontrolled building, although the kiln can be used outside.Run 1 was conducted to verify proper operation of the newDH kiln using air-dried lumber. Air-dried lumber has a minimal chance of casehardening during kiln-drying comparedwith green lumber (Denig and others 2000).After Run #1 was complete and the dry-kiln operation verified, the dry kiln was unloaded and reloaded with 5/4 greenblack cherry (Prunus serotina) lumber sawn from a localportable chainsaw mill operation. The black cherry lumberwas transported in a truck in two trips for a total kiln capacity of 640 bf for Run 2. After kiln-drying the black cherry,the kiln was unloaded. Prior to reloading, two fans wereadded to the fan deck to increase air flow and uniformityand then the kiln was reloaded with 4/4 green northern redoak (Quercus rubra) lumber sawn from a local sawmill. The3
Research Note FPL–RN–0310was collected from the dehumidification process. A bucketcollected the condensate, and the condensate volume wasmeasured and recorded including the day and time of collection for estimating moisture loss.Ways to reduce the initial drying rate and casehardening fornorthern red oak were evaluated after finding severe casehardening in Run 3. The controls did not allow for a higherrelative humidity setting; therefore, a simple lamp timer wasinstalled on the dehumidifier to shorten the dehumidifieroperating time. The dehumidifier also has its own fan thatwas set on high for black cherry and low for northern redoak. Lowering the fan speed on the dehumidifier, however,does lower its efficiency.Average daily moisture loss (DML) was calculated usingEquation (1) and sample board weights for each run.Figure 6—Dehumidification dry kiln loaded with airdried mixed hardwood and softwood.MC DBOMC DBF MCDBO – MCDBFDML d DMLMCDBOMCDBFdFigure 7—Dehumidification dry kiln loaded with greenmixed hardwood (four fans are shown, because twowere added).northern red oak lumber was transported in two trucks fora total of 600 bf for Run 3. The dry kiln was unloaded andreloaded with 300 bf of 4/4 northern red oak, 200 bf of 4/4shagbark hickory (Carya ovata), and 100 bf of mixed 4/4black cherry and box elder (Acer negundo) lumber sawnfrom a local sawmill. This lumber was sawn from logs endcoated and stored for 5 weeks prior to sawing. The lumberwas transported in two trucks for a total of 600 bf forRun 4 (Fig. 7).Both kiln samples and condensate collected from the dehumidifier were used to monitor the MC change throughoutthe drying process. Three to four kiln samples were used perrun and placed both at the corners roughly 1 ft from the edges and at the center of the pack. For all runs, the moistureloss from the kiln samples was monitored with the expectation that measurements would be taken daily. Along withusing kiln samples to monitor lumber MC, the condensate4is 100 (1)average daily moisture loss (%),initial moisture content of the lumber on adry basis (%),final moisture content of the lumber on adry basis (%), andtotal number of days between measuringmoisture content.Kiln samples are used for higher value wood products suchas hardwood lumber to prevent drying defects but still maintain the maximum safe drying rate to produce the highestvolume possible. Daily weighing of kiln samples is highlyrecommended. Figure 8 shows an example of a kiln sampleused; detailed instruction on procedures for cutting and using sample boards are in Appendix B. Core and shell MCwere also taken for one run to calculate the difference anddetermine if equalization of the lumber was needed. Equalization is the process of reducing the moistur
tion Dry Kiln. Research Note FPL-RN-0310. Madison, WI: U.S. Depart-ment of Agriculture, Forest Service, Forest Products Laboratory. 20 p. A limited number of free copies of this publication are available to the public from the Forest Products Laboratory, One Gifford Pinchot Drive, Madison, WI 53726–2398. This publication is also available .