Transcription
I. INTRODUCCION.Las películas nitruradas de metales de transición son muy importantes por suspropiedades tribológicas, dichas propiedades aumentan la vida útil de herramientasde corte, dados, moldes, estas propiedades mecánicas (alta dureza, alta resistenciaal desgaste, lubricación), junto a la estabilidad química (resistencia a la corrosión),propiedades térmicas (conductividad), propiedades eléctricas, aplicadas a partesautomotrices y aeroespaciales muestran mejor desempeño de sus componentes [1].Las películas nitruradas son depositadas utilizando una gran variedad de técnicasde deposición de vapor ya sean físicas o químicas. Las técnicas de CVD (chemicalvapor deposition) utilizan temperaturas que normalmente exceden los 1000 C quepuede afectar las propiedades de algunos sustratos; de forma alterna las técnicas dePVD utiliza temperaturas de deposición más bajas, por debajo de 500 Cpermitiendo a los sustratos retener sus propiedades mecánicas, además la película oel recubrimiento puede exhibir esfuerzos residuales compresivos que inhiben lapropagación de grietas, así como granos microestructurales finos dependiendo dela técnica PVD utilizada [2].Los recubrimientos de TiN producidos mediante técnicas de deposición de vaporfísicas (PVD) han sido estudiadas extensivamente desde los comienzos de losochentas [3]. Dependiendo de la técnica PVD utilizada y las condiciones dedeposición se obtendrán diferentes microestructuras y propiedades en la película[3].Dentro de la gran diversidad de técnicas pertenecientes a PVD se encuentra latécnica de erosión catódica utilizada en el presente trabajo.En el caso específico de deposición de películas con erosión catódica reactiva, lapresión parcial de nitrógeno, la aplicación de temperatura y voltaje al sustrato,potencia (W), velocidad de rotación del porta sustratos juegan un papel importanteen la deposición de películas. Un parámetro importante en la deposición depelículas delgadas es el tratamiento del sustrato antes de la deposición del materialdado que influye enormemente en la calidad y desempeño de un recubrimiento. Eltratamiento preeliminar normalmente consiste, en dos etapas: una etapa de pulidosuperficial y de ataque de la superficie con algún agente químico.En general, sea cual sea la técnica de deposición utilizada el sistemarecubrimiento/sustrato permanece constante, la rugosidad, las propiedades delsustrato, orientación cristalina, compatibilidad con el recubrimiento, ínter difusión,impactaran en el desempeño de la película, [5].1
HIPÓTESISSe corroborará como las características microestructurales y superficiales delsustrato obtenido mediante la anodización de aluminio a diferentes tiempos, afectala textura, morfología y la dureza del sistema membrana- película delgada.OBJETIVO GENERAL.El objetivo de esta investigación es obtener membranas porosas a partir delanodizado de aluminio y depositar una película de TiN sobre estas, evaluandocomo afecta la morfología, textura y dureza del sistema membrana-película.OBJETIVOS ESPECIFICOS.1. Diseñar y construir el sistema para anodizado de placas de aluminio.2. Obtener membranas de alúmina porosa a diferentes tiempos de anodizado.3. Depositar películas delgadas de nitruro de titanio sobre las membranasporosas y evaluar su morfología, composición estequiométrica, impurezas ysus concentraciones.4. Medir la dureza en el sistema membrana-película y relacionarla con el tipode morfología y composición.2
II ANTECEDENTES.II.1. Anodización.Una capa de óxido puede inducirse y crecer aumentando su espesor en ciertosmetales como: aluminio, niobio, tantalio, titanio, tungsteno y circonio [9], estainducción se lleva acabo mediante un proceso electroquímico denominadoanodización. Para cada uno de estos metales hay ciertas condiciones en el procesoque promueven el crecimiento de una capa oxidada que se caracteriza por serdelgada, densa y de espesor uniforme. El grosor de esta capa, así como suspropiedades varían enormemente dependiendo del material utilizado, solo laspelículas de aluminio, tantalio y recientemente niobio tienen importanciatecnológica como capacitores dieléctricos. El aluminio se distingue de entre estosmateriales por su capacidad natural de crecer en su superficie una capa de óxido(óxido nativo), las aleaciones de aluminio en ciertos electrólitos ácidos producenun sustrato grueso con una alta densidad de poros microscópicos y bajo ciertascondiciones mesoscopicos. Este recubrimiento resultante tiene diversas eimportantes aplicaciones como acabados arquitectónicos, como barreraanticorrosiva en estructuras automovilísticas y aeroespaciales, como aislanteseléctricos. El proceso de anodización es llevado a cabo en una celda electrolítica,figura II.1, donde la pieza de aluminio es el ánodo en la celda de anodización alconectarse en la terminal positiva de la fuente de poder. El cátodo se conecta en laterminal negativa de la fuente. El cátodo es un plato, barra de carbono, plomo,níquel, acero inoxidable (cualquier conductor eléctrico inerte al baño electrolítico).Fuente depoderCátodoBañoÁnodoFigura II.1. Celda electrolítica.3
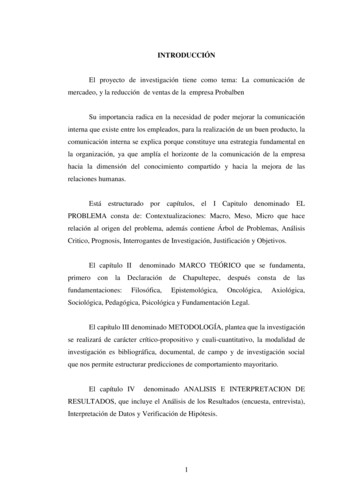
Cuando el circuito se cierra, los electrones salen de la placa de aluminiopermitiendo a los iones en la superficie reaccionar con el electrolito para formar lacapa de óxido. Los electrones regresan al baño electrolítico mediante el cátododonde reaccionan con los iones de hidrógeno formando gas.Los baños electrolíticos se seleccionan de tal forma que la capa de óxido formadasea insoluble o que se disuelva a una velocidad más lenta que la velocidad dedeposición. La composición del baño electrolítico es determinante para que laformación de la capa sea porosa o continua. Para crecer una capa continua seutiliza soluciones neutras en las cuales el óxido de aluminio es difícilmentesoluble, las composiciones más utilizadas son boratos de amonio, fosfatos otartratos. Los sustratos porosos crecen en electrólitos donde la capa se disuelva másrápido llevando a una deposición más lenta. Los baños normalmente utilizados sonácido sulfúrico, oxálico y fosfórico.II.1.1. Capas de óxido continuas.Los metales que pueden anodizarse reaccionan fácilmente con el oxígeno delmedio ambiente, por lo que a condiciones ambiente la superficie siempre estacubierta por una película de óxido delgada. En el aluminio siempre hay una capade 2 a 3 nm de espesor. Esta capa estabiliza la superficie, lo que inhibe cualquiertipo de reacción en el medio en el que se encuentre, además de ser un excelenteaislador eléctrico. Cuando una pieza de aluminio es anodizada en un medioelectrolítico como el borato de amonio, no hay un suficiente flujo de electrones,hasta que el voltaje aumente entre uno a dos volts. Esta capa mantiene un campoeléctrico del orden de 1V por nm. El voltaje a través del óxido puede serincrementado sin haber un flujo de corriente inicial hasta que dicho campo es losuficientemente grande para impulsar los iones de aluminio y oxígeno a lo largo dela capa oxidada. El flujo de corriente a través de esta capa es iónico y los ionesreaccionan para formar el recubrimiento. Un proceso con altos campos para laconducción iónica es esencial en la anodización. Los aniones de oxígeno semueven en dirección al aluminio para reaccionar en la interfase óxido-metal. Loscationes de aluminio se mueven hacia fuera del metal para reaccionar con el bañoen la interfase óxido/electrólito. En el cátodo el circuito es completado al reducirlos iones de hidrógeno formando hidrógeno molecular. La figura II.1.1.1 muestrala formación de óxido en ambas interfases.La velocidad con que crece la capa es proporcional a la densidad de corriente(A/cm2), el campo eléctrico generado en ambas interfases no cambia con el espesory tiene una pequeña dependencia con la temperatura y densidad de corriente,conforme la capa crece el voltaje a lo largo de ella se incrementaproporcionalmente, a temperatura ambiente la relación de crecimiento es de 1.2 nm4
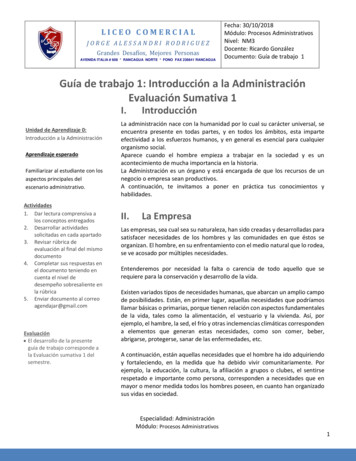
por Volt. El espesor resultante es muy uniforme a lo largo de la superficie debido aque la caída de voltaje es la misma.Figura II.1.1.1. Esquema ilustrativo del transporte deiones a través de la película de óxido.Para cada composición electrolítica del baño y temperatura, existe un máximovoltaje que puede mantenerse antes de que ocurran otras reacciones, comoevolución de oxígeno, oxidación de solutos, o descargas eléctricas originadas porla avalancha electrónica a través del óxido. Entre más diluido este el electrolito, amás altos voltajes ocurrirán estas fallas, los voltajes más altos alcanzados enelectrólitos acuosos son de 1000 V, a este voltaje la barrera de óxido es de cercauna micra, 300 a 500 veces más grueso que el óxido nativo. La estructura de lacapa depositada sobre aluminio puro a temperatura ambiente es amorfa, esto es, supatrón de difracción de electrones es un halo difuso. La figura II.1.2 muestra lasección transversal de una capa oxidada continua, crecida a una densidad decorriente de 10 mA/cm2 en 0,16M de tartrato de amonio a 20 C a un voltaje de200 V. El espesor de la capa es de 220 nm, equivalente a 1,1 nm por volts. Lasfiguras II.1.2.1 (a) y (b) fueron obtenidas con un microscopio electrónico detransmisión y muestran como al modificar el óxido nativo inicial en ciertas formas,por ejemplo, calentar en aire a altas temperaturas y enseguida anodizar a elevadastemperaturas, produce una capa cristalina. La figura II.1.2.1.b muestra la seccióntransversal de una capa cristalina anodizada a 140 V. La estructura fina ynanocristalinadelóxidoesevidenteenestaimagen.5
(a)(b)Figura II.1.1.2. Vista superior (a) y transversal de una barrerade óxido cristalina (a) [9].Los cristales con diferente orientación dan origen a la textura en la seccióntransversal, figura II.1.2.1 (a). Para obtener esta estructura, el aluminio escalentado a 550 C por 30 segundos. La capa de óxido amorfa que crece durante laleve exposición al aire a altas temperaturas es de menor espesor que la capa nativaa temperatura ambiente pero que contiene semillas de óxido cristalino, estas hansido identificadas en películas crecidas a grandes periodos de tiempo a estatemperatura. Durante la subsecuente anodización a 70 C, estas semillaspromueven un crecimiento uniforme de la fase cristalina. Para mover los iones dealuminio y oxígeno a lo largo de la capa de óxido cristalina es necesario altoscampos eléctricos.II.1.2. Capas anodizadas porosas.Las películas de óxido de aluminio, se obtienen en soluciones de ácido sulfúriconormalmente en 10 por ciento en peso de concentración, también existen procesoscomerciales que utilizan ácido fosfórico, crómico, oxálico y mezclas de ácidosorgánicos e inorgánicos. Una característica común en estos baños de anodizaciónes su capacidad de retener altas concentraciones de aluminio en la solución. Esto esesencial, debido a que un gran porcentaje de aluminio que es oxidado nopermanece en la película sino en la solución, por ejemplo, en anodizaciones conácido sulfúrico, cerca del 60 por ciento del aluminio oxidado permanece en lapelícula y el resto se encuentra en la solución. A diferencia de las capas deanodización continua, en las películas porosas no se requieren altos voltajes.6
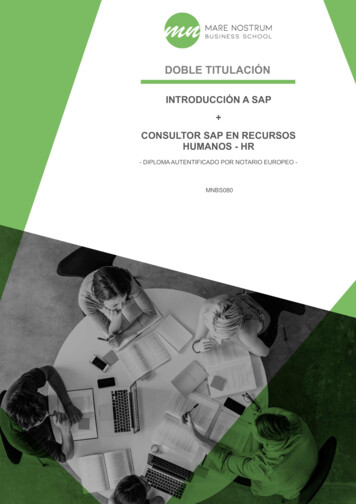
b)(a)(b)Figura II.1.2.1. (a) Sección transversal de una capa de óxido tomadaa 3500X y b) ampliación a 40,000X [9].Figura II.1.2.2 Toma superficial y transversal de una capa deóxido porosa [9].7
La figura II.1.2.1 (a), muestra una sección fracturada de una película de 8,6micrómetros de espesor crecida en ácido sulfúrico, estas imágenes fueron tomadasmediante SEM. La figura II.1.2.2 muestra la vista superior de una membrana dealúmina porosa.Figura II.1.2.3. Estructura hexagonal ideal de una capaanodizada [9].Un esquema de una estructura ideal se muestra en la figura II.1.2.3. El óxido tieneuna estructura celular con un poro central en cada celda, en la práctica lascondiciones de anodización producen películas no tan ordenadas originandodistribuciones de tamaño de celda y diámetro del poro. Las dimensiones de la celday del poro dependen de la composición del baño, temperatura, voltaje, perosiempre resulta en una alta densidad de poros finos. El diámetro de la celda es delrango de 50 a 300 nm y el diámetro del poro es 1/3 a 1/2 del tamaño de la celda.La densidad de población de la celda es de 10 a 100 por micra cuadrada. Hay unabarrera en el fondo del poro como se muestra en la figura II.1.2.4 (a) se observauna interfase metal/óxido. Cuatro poros se muestran en la micrografía, en cadaporo esta centrada una depresión, esta originada desde el metal. En la base de cadaporo hay una capa de óxido de 0,2 micras de espesor de forma cóncava en cuyoperímetro crecen las paredes del poro como se muestra en la figura II.1.2.4 (b).8
(a)(b)(c)Figura II.1.2.4. Sección Transversal de una capa deóxido en la interfase metal/óxido [9].La geometría de la celda permite que las cargas se concentren a la largo de la basedel poro las zonas grises obscuras en la figura II.1.2.4 (c). El camino más cortoentre el metal y el electrólito esta dentro de esta zona, aquí el campo es uniforme yademás de alto valor. Esta es una característica importante para el desarrollo deuna estructura porosa. Un alto campo eléctrico mueve a los iones: los cationes dealuminio se mueven hacia la superficie del poro y pasan hacia la solución, el óxidoresultante es confinado a la interfase metal/óxido en la base del poro. Conforme elmetal es oxidado, la interfase metal/ óxido se mueve en dirección a la placa dealuminio como se muestra en la figura II.1.2.4 (c). La pared de la celda y el poroaumentan de tamaño (espesor).La descripción anterior se explica de manera clara como el poro y la celda iniciansu crecimiento. El metal en su superficie posee algún grado de rugosidad. Estopuede deberse al tipo de proceso de fabricación del metal, como: rolado, durante elataque químico o limpieza antes del anodizado. Aun durante el electro pulido, elcual deja un acabado espejo, crea una superficie texturizada de montes y valles delorden de 100 nm de diámetro. La película es más gruesa en las crestas yprotuberancias que en las depresiones. Aparentemente los iones se mueven másrápido en estas áreas. Esto debido probablemente a altos esfuerzos, impurezas,imperfecciones, de tal forma que la corriente se concentra en tales puntos. Esto es9
un estado temporal, conforme el óxido adquiere propiedades uniformes, lacorriente cambia hacia las capas más delgadas (valles). Debido a la forma cóncavaque desarrolla hay un incremento en el campo eléctrico en las depresiones, quepromueve la disolución de la capa produciendo un adelgazamiento así como laconcentración de la corriente. Esto inicia la formación del poro, tamaño ydensidad, la distribución se ajusta hasta que prevalece un estado continuo. Paraprocesos comerciales normalmente este proceso ocurre dentro del primer minutode anodizado.La utilidad de estas películas estaría limitada si no fuera posible cerrar los poros.Esta etapa se denomina de sellado. Normalmente se lleva a cabo al reaccionar lacapa anodizada con agua caliente. El óxido sobre la superficie y dentro de losporos reacciona produciendo un hidróxido que tiene una estructura diferente, asícomo una densidad más baja que el óxido anodizado. Debido a su baja densidad, elhidróxido ocupa más volumen que el óxido. Esta reacción llena los poros y haceuna capa impermeable que es estable bajo un gran amplio rango de condicionesambientales.II.1.3. Aplicaciones.a) Anodizado de acabado.El anodizado de acabado usualmente significa anodizado con ácido sulfúricoseguido del sellado con agua caliente. Este es el recubrimiento mayormenteutilizado. Es utilizado en algunas aleaciones para acabado superficial durante elpulido automotriz. También se utiliza en platos en procesos de fotolitografía.Sumergir la capa anodizada en una solución colorante antes del sellado, crea unasuperficie teñida agradable a la vista.b) Anodizado duro.Este proceso se lleva a cabo en ácido sulfúrico a bajas temperaturas. Esto produceun recubrimiento con grandes celdas y diámetros pequeños en poros. Elrecubrimiento es extremadamente duro, durable. Se utiliza en aplicacionesingenieriles como en superficies de rodamientos, también se utiliza como adhesivoen hojas metálicas de diferentes alecciones en aplicaciones aeroespaciales.10
c) En arquitectura.Las aplicaciones en arquitectura incluyen puertas y ventanas, así como panelesexteriores. Dichas superficies deben ser estables por muchos años en condicionesatmosféricas severas. En este tipo de aplicaciones los recubrimientos de anodizadode acabado, ni el anodizado duro es estable, en lugar de esto, se utilizan ácidosorgánicos en el baño de anodización. Los aniones orgánicos se incorporan en elóxido lo que produce un tono dorado a un bronce oscuro.d) En nanotecnología.La importancia de la textura superficial durante el desarrollo de los poros ha sidocomprobada. Dicho resultado abre una nueva gama de aplicaciones paraestructuras anodizadas. Un arreglo hexagonal de hendiduras nanométricas fueimpreso sobre una superficie de aluminio usando un molde (dado) de SiCfabricado por litografía de haz de electrones. Resultando en un arreglo de celdashexagonales ideales. Este proceso se ilustra en la figura II.1.3.1, dicho experimentofue llevado a cabo en un baño de ácido oxálico. Estos poros pueden utilizarse comotempletes para la obtención de nanoalambres y nanotubos. Para hacernanoalambres los poros son llenados con un metal u otro material mediantedeposición catódica o electro deposición. Al disolver la alúmina se liberan losalambres y tubos con un agente químico que no ataca al material nanoestructurado.e) Capacitores electrolíticos.La principal aplicación de las películas anodizadas, es como dieléctricos encapacitores electrolíticos. Estos capacitores tienen una alta densidad de energía,amplio rango de voltaje (3V a 600V) y de bajo costo. Estos capacitores son de dostipos: húmedos y sólidos. Los de tipo húmedo utiliza un electrólito orgánico comocontacto eléctrico entre el óxido dieléctrico y el colector de corriente. Loscapacitores sólidos utilizan un óxido conductor normalmente dióxido demanganeso o polímero conductor, como contacto entre el óxido dieléctrico y elcolector de corriente [9].11
Figura II.1.3.1. Proceso de fabricación de una estructurahexagonal porosa. (a) Molde de SiC utilizado para hacerel arreglo de marcas convexas sobre la superficie dealuminio antes de la anodización [9].II.2. Nitruros de Metales de Transición.El titanio forma parte de los metales de transición y pertenece al grupo IVB, que ensu estado nitrurado forma compuestos con características tribológicas. Los metalesde transición del grupo IV, V y VI son metales altamente reactivos que fácilmenteforman compuestos con metaloides tales como el nitrógeno [10, 11]. Estos sonllamados nitruros intersticiales, de los cuales los elementos del grupo IV y Vforman nitruros refractarios. Se denominan nitruros intersticiales debido a que lasdiferencias en el tamaño atómico y electronegatividad entre el metal y el nitrógenoes tan grande que el átomo de nitrógeno se acomoda fácilmente dentro de losintersticios de la red estructural del metal. El tipo de enlace de los nitrurosintersticiales es predominantemente metálico con alguna cierta cantidad de enlacescovalentes y iónicos [12]. Se necesitan pequeñas cantidades de impurezas, como eloxígeno para distorsionar la estructura, entonces, la estructura acomoda vacanciasmetálicas y no metálicas, lo que permite exceder la relación 1:1 entre el nitrógenoy el metal. Por lo tanto, la red cristalina de los nitruros intersticiales normalmentees difícil de identificar [12].12
Las diferentes estructuras que son posibles en estos compuestos de alto punto defusión (2000 a 4000 C) a menudo poseen un largo rango de propiedadesmagnéticas, mecánicas, eléctricas [13, 14]. Las propiedades características de estetipo de nitruros incluyen alta dureza y tenacidad, resistencia al desgaste,superconductividad, y resistencia al ataque químico [15]. Sin embargo, en el casode recubrimientos duros estas propiedades pueden variar enormemente con lacomposición [15], así como las relaciones interfaciales entre el recubrimiento y elsustrato [16].Figura II.2.1. Propiedades en el sistema recubrimiento/sustrato, loscuales son importantes en la determinación del desempeño delrecubrimiento en aplicaciones tecnológicas [16].Las características de la superficie de la película, volumen de la película y lasuperficie del sustrato se muestran en la figura II.2.1.II.2.1. Propiedades físicas y químicas de nitruros.La mayoría de los nitruros se caracterizan por su alta resistencia mecánica a altastemperaturas. Aunque también puede encontrarse una amplia variedad depropiedades electrónicas desde superconductores hasta dieléctricos. Normalmentelos metales que se utilizan para producción de nitruros pertenecen al grupo IV(titanio, zirconio y hafnio) y del grupo V (vanadio, niobio y tantalio), estos tienenpropiedades y características similares, pero dentro de estos seis, el nitruro detitanio es el mas importante desde el punto de vista de aplicación en la industria[17].13
II.2.2. Estequiometría.La composición estequiométrica de mononitruros intersticiales, MNX, puedenexistir dos casos: composiciones sub estequiométricas (x 1), a estascomposiciones la subred del nitrógeno es predominantemente deficiente mientras acomposiciones hiper estequiométricas (x 1), la red metálica espredominantemente deficiente. El parámetro de red es un máximo a composicionesestequiométricas. Pero aún a composiciones estequiométricas, ciertas fraccionesdel total de los sitios ocupados del nitrógeno o del metal se encuentran vacantes.Las densidades y puntos de fusión de este grupo de nitruros están dadas en la tablaII.2.2.1, como es de esperarse, la densidad se incrementa conforme aumenta elradio atómico del metal. A una presión de nitrógeno de 1 MPa, los nitruros delgrupo IV funden sin descomposición, caso contrario a los del grupo V.En cuanto a conductividad y expansión térmica se refiere, se consideran buenosconductores térmicos, ver tabla II.2.2.2, reflejando el carácter metálico de suselementos [17]. Sin embargo, su conductividad térmica puede considerarse bajacon respecto a los mejores conductores como los de nitruro de aluminio (220 W/m·K).La expansión térmica de estos elementos depende enormemente de su energía deenlace, ver tabla II.2.2.3, esto es, a más alta energía de enlace menor será suexpansión térmica [17].I.2.3. Propiedades eléctricas.Los nitruros de estas familias son buenos conductores y muestransuperconductividad a bajas temperaturas ver tabla II.2.2.3 y figura II.2.3.1, peroesta característica se ve afectada por sus temperaturas de transición, por lapresencia de vacancias e impurezas tales como de oxígeno [17].14
Tabla II.2.2.1. Densidad y puntos de fusión de nitrurosintersticiales.Tabla II.2.2.2. Propiedades térmicas de nitruros intersticiales.15
Tabla II.2.2.3. Propiedades eléctricas de nitruros intersticialesa 20 C.Figura II.2.3.1. Resistividad eléctrica de un monocristal de TiN.16
II.2.4. Propiedades mecánicas y químicas.Las propiedades mecánicas de los nitruros, se ven afectadas por las diferencias ensu estequiometría, nivel de impurezas y proceso de fabricación. En la tabla II.2.4.1se muestra la dureza Vickers y modulo de Young. Donde se observa que losnitruros del grupo IV tienen más alta dureza que los del grupo V, reflejando unamás alta contribución del metal-nitrógeno en estos compuestos. Estos dos gruposde materiales muestran una transición de dúctil a quebradizo a una temperaturaaproximada de 800 C.La dureza se ve afectada por la variación en la composición y la orientación de loscristales que componen el material [17].Tabla II.2.4.1. Propiedades mecánicas de nitruros intersticialesa 20 C.Figura II.2.4. 1. Dureza de nitruros intersticiales contrarelación atómica nitrógeno/metal.a) Dureza/composición. La dureza de los nitruros del grupo IV (TiN, ZrN)alcanza un máximo a composiciones estequiométricas mientras que la dureza del17
grupo V (NbN, TaN) ocurre antes de alcanzar una composición estiquiometrica,ver figura II.2.4.1.b) Dureza/orientación cristalina. La orientación que proporciona una mayordureza es la (111) como se muestra en la figura II.2.4.2. Studt reportó durezasextremadamente altas para redes epitaxiales en nitruros con composiciones deNbN/TiN y VN/TiN.Figura II.2.4.2. Dureza de monocristales de TiN y una muestrasinterizada de TiN como una función de la relación N/Ti.En lo que respecta a propiedades químicas los nitruros intersticiales sonquímicamente estables y tienen una resistencia química similar a los carburos de18
los grupos IV y V. la figura II.2.4.3 muestra la solubilidad de los nitruros de losgrupos IV y V donde destaca el TiN que es soluble con la mayoría de los nitrurosde los dos grupos, excepto con VN [17].Figura II.2.4.3. Solubilidad entre nitruros intersticiales del grupo IV y VII.2.5. Nitruro de titanio.El nitruro de titanio es uno de los nitruros de metales de transición más diversos enrecubrimientos y sus aplicaciones se encuentran en una gran variedad deaplicaciones tecnológicas: Por sus propiedades tribológicas se utiliza enherramental de corte, brocas, en prótesis dentro del área medica, por su naturalezano tóxica y como barrera difusional en microelectrónica. El nitruro de titanio tienetambién aplicaciones decorativas debido a su color dorado, tiene varias fases yestructuras cristalinas que son: ө-TiN (hex), η-Ti3N2-X (r), ξ-Ti4N3-X (r), δ TiN1-X(fcc), el más común e importante es el mononitruro y normalmente se expresacomo MN1-X (M metal). Esta notación muestra que el contenido de nitrógeno esvariable y es resultado de un llenado incompleto de los sitios disponibles. Losmononitruros con excepción del WN tienen una estructura cúbica centrada en lascaras como se muestra en la figura II.2.5.1; el orden de apilamiento de las capas esABC-ABC figura II.2.5.2. La siguiente composición en importancia es M2N la cual19
tiene una estructura hexagonal compacta (hcp) donde los átomos de la primeracapa están directamente sobre los de la tercera capa, el orden de apilamiento esABAB. Ver figura II.2.5.3. Tal estructura no es compacta y no forma sitiosintersticiales octaédricos; los sitios intersticiales disponibles son prismastrigonales. Esta estructura no se puede formar si la relación de radio atómiconitrógeno/metal es muy pequeño, como es el caso de los sistemas Zr-N y Hf-N.Finalmente a composiciones no estequiométricas predominan estructurasromboédricas, algunas de las cuales pueden contener más átomos de nitrógeno queátomos metálicos [17].Figura II.2.5.1. Representación de un cristal fcc típico deTiN[17].20
Figura II.2.5.2. Apilamiento ABC-ABC de lasestructuras fcc [17].Figura II.2.5.3. Apilamiento AB-AB de lasestructuras hcp [17].21
II.2.6. Difusión en TiN.Las mediciones de difusión en nitruros son difíciles de realizarse debido a su altopunto de fusión e insuficiente cantidad de trazas radioactivas para dicha medición.Además, muchos de estos materiales nitrurados no son estequiométricos ycontienen impurezas o defectos puntuales cristalinos dependiendo de la técnicaPVD utilizada. Todas estas características tienen efecto en la difusividad en elmetal o en el nitrógeno.El comportamiento de la difusión de nitruros, los cuales incluyen los sistemas deU-N, Pu-N, SiN, Al-N es analizado por Matzke en 1992 [18] La mayoría de losprocesos PVD emplean irrigación de iones de baja energía para modificar lamicroestrucutra y composición durante el crecimiento de la película delgada. Sinembargo, el bombardeo con iones puede tener efectos perjudiciales como lageneración de defectos puntuales, la incorporación de gases nobles y excesos en lacomposición del nitrógeno. Entonces, se formará un nitruro lejos del equilibriotermodinámico lo que origina distintas fuerzas de empuje para la difusión en laspelículas.La tabla II.2.6.1 presenta datos de auto difusión o difusión en fronteras de granosdel nitrógeno e impurezas en el metal de transición Ti, se espera que el nitrógenose mueva a través de vacancias (sitios octaédricos), condición confirmada porShinozuka, K., et al. [19]. En general, el nitrógeno difunde más rápido que elátomo del ión metálico.SistemaMecanismo Do (cm2/s)Eo (eV)Temperatura CN en TiN0.82Auto difusión 4X10-72.2700-1400N en TiNAuto difusión 5.4X10-32.21000-1500Ar en TiNDifusión de impurezas1.5X10-44.3750Tabla II.2.6.1. Difusión de nitrógeno y Argón en TiN [20].22
La deposición de películas nitruradas asistidas por iones de baja energía puedeproducir una sobre saturación de nitrógeno o átomos de gas inerte, frecuentementesituados en sitios intersticiales [20]. Si se recoce la película habrá un exceso de N ypor lo tanto producir sitios vacíos en la red cristalina, iniciar un proceso decompetencia, precipitar en las fronteras de grano o producir burbujas de gas. Estaprecipitación en forma de burbujas y de gas y estado sólido (fase cúbica) seobservo en películas monocristalinas de TiN depositadas con erosión catódica condescargas de N2 a temperaturas de 500 a 800 C, a temperaturas por debajo de 500 C, la difusión es limitada durante la deposición, lo que origina un aumento en laprecipitación de burbujas, la segregación y desorción del exceso de gas en lasuperficie de la película durante el crecimiento mantiene una composiciónestequiométrica de la película [20, 21].II.2.6.1. Difusión del metal en TiN.Las energías de activación para la difusión del metal, son generalmente más altascomparadas con el nitrógeno en cualquier compuesto nitrurado. La autodifusión esmediante mecanismos de vacancias en la sub red metálica [22].II.3. APLICACIÓN Y FABRICACIÓN DE RECUBRIMIENTOS DUROS ABASE DE NITRÓGENO.II.3.1. Aplicación.El objetivo primordial de los recubrimientos superficiales es ofrecer la posibilidadde modificar las propiedades superficiales de un
Las técnicas de CVD (chemical vapor deposition) utilizan temperaturas que normalmente exceden los 1000 C que puede afectar las propiedades de algunos sustratos; de forma alterna las técnicas de PVD utiliza temperaturas de deposición más bajas, por debajo de 500 C permitiendo a los sustratos retener sus propiedades mecánicas, además la .