Transcription
Where energies make tomorrowDorr-OliverFluoSolids SystemsTechnology that makes Technip Energiesa leading provider of fluid bed systems
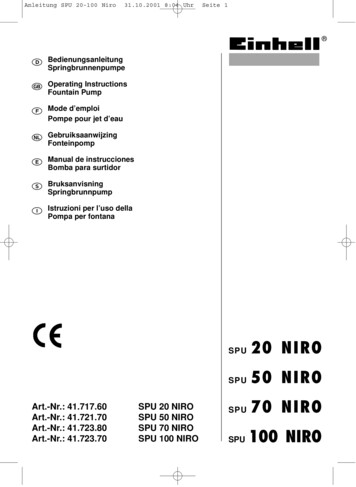
Technology historyThe Dorr-Oliver FluoSolids technology makes TechnipEnergies a leading provider of fluid bed systems, with nearly1,000 reference projects. The technology has a wide range ofapplications in the metallurgical, chemical and waste processingindustries.1940s: Technology developed by Dorr-Oliver.1947: First commercial installation, arseno-pyrite roasterfor gold recovery.1997: Business transferred from Dorr-Oliver tosister company Kinetics Technology International (KTI),a company specializing in furnaces and other hightemperature equipment and systems.2000: KTI merged with Technip Energies who continues todevelop the technology.Calcining systemsThe multi-compartment FluoSolids reactor usually consists ofa reaction bed and one or more heat exchange beds for heatrecovery.To gas cleaningOur referencesinclude more than:ElevatorPreheating bedy 310 roaster systems for metallurgicalapplications, as well as sulfur dioxideand sulfuric acid manufacturey 100 calcining systemsy 270 drying systemsy 90 preheaters and calcine coolersy 200 waste incineration systems, bothmunicipal and industrialFeed binHotcyclone2012: Technip Energies Process Technology becomes theexclusive provider of this technology, offering modernfluidized bed systems for roasting, calcining, incineration,and a host of other applications to customers worldwide.FuelgunCalcining bedIn a typical 3-stage unit as illustratedhere, hot gases from the maincalcining compartment are used todry and preheat calciner feed. Fuelis directly injected into the reactioncompartment, where temperature andatmosphere are closely controlled.Finally, heat is recovered from hotproduct solids and used to preheatthe fluidizing air. Auxiliary vessels,such as fluid bed spray or indirectcoolers, may be used to further coolproduct solids for ease of handling.Belt feederCooling bedFluosolids coolerAirblowersProductArseno-pyrite roaster, AustraliaMAIN FEATURESPhosphate rock calciner, Morocco2 Dorr-Oliver FluoSolids Systemsy Chemical and thermalefficiencyy Simple start-up and shutdowny Uniform solids temperaturein the bedy Variable solids retention timey Vertical, cylindrical design forefficientspace utilizationy Low operating costy No internal moving partsy Long refractory lifey Low maintenance costsy Simple controlsApplicationsMulti-compartment FluoSolids reactors have beensuccessfully employed in the following applications:y Limestone calciningy Calcium and magnesium sulfite decompositiony Foundry sand calciningy Ilmenite roastingy Phosphate rock calciningy Fireclay calciningy Lime mud calcining and pelletizationy Alumina and bauxite calcinationy Iron ore preheatingy Iron ore reduction (hematite to magnetite)y Manganese oxide reductionPhosphate rock calciner, USADorr-Oliver FluoSolids Systems 3
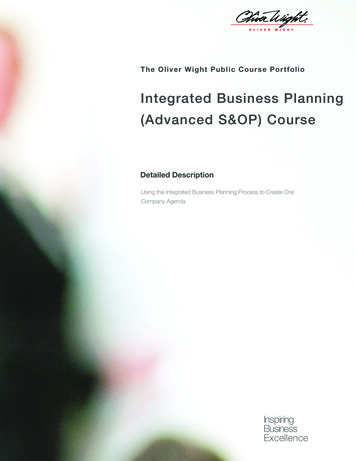
Roasting systemsand referencesKGHM Glogow - 2017Client: KGHM Polska MiedzCountry: PolandScope: FluoSolids Roaster SystemFacilities: One Fluidized Bed Dead Roaster for reduction ofcarbon and sulfur of copper concentrate and in-bed steamcoils for cogeneration of electricity, 480 dry tpd.The world’s first commercial fluidized bed roasting system wasa FluoSolids unit designed to treat gold-bearing sulfide ore.The technology continued to develop under Dorr-Oliver andnow Technip Energies to include a vast array of roasting processapplications and reactor designs.KGHM Glogow is one of the world’s largest smeltingcomplexes and the FluoSolids roasting system will reducecarbon and sulfur from copper concentrate to improvecopper production, as well as generate electricity from heatrecovered from in-bed steam coils. KGHM is one of theworld’s leading producers of copper, silver and other metals.Roasting applicationsVale Copper Cliff - 2015y Two-stage roasting of refractory gold oreusing pure oxygen (Freeport process)y Partial roasting of copper concentratesfor arsenic and sulfur removaly Circulating fluid bed (CFB) roasting ofrefractory gold orey Two-stage roasting of gold-bearingarseno-pyrite concentrates for arsenicand sulfur removaly Partial roasting of copper and nickelsulfides for sulfur control in smeltingy Dead roasting of pyrite, pyrrhotite, zinc,nickel and other sulfidesy Sulfation roasting of Cu and Cu/Cosulfides (RLE processes)y Reduction roasting of iron ores andnickel laterite oresy Chlorination roasting of copper ores(TORCO process)Gas to gascleaning oracid plantCountry: CanadaScope: Basic and Detailed Engineering for New FluoSolidsRoaster No. 3 SystemFluosolidsreactorCyclonesSlurryfeed tankFacilities: Vale Canada, Ltd. has three FluoSolids nickelmatte roasters and needed to replace the No. 3 FluoSolidsroaster system installed in the 1960s. Technip Energiesprovided basic and detailed engineering, construction,commissioning and start-up supervision.Koniambo - 2012Feed gunClient: Glencore XstrataLocation: New CaledoniaQuenchtanksAir blowerFeatures of a FluoSolidsroaster systemFluoSolids roaster systems incorporate the idealcombination of design features, specific to anyapplication. Each system is tailored to specificprocess requirements and solids handlingcharacteristics and incorporate the followingdesign features:y Cyclone, bag filter and hot ESP dust collectiony Direct quench and fluid bed calcine coolers withheat recoveryy Fluidized feed distributors for bone dry feedy Slinger-belt feeders for filter cake feedy Slurry distributors and in-bed slurry injectiony Direct in-bed injection of liquid, gas and solidfuelsy In-bed steam coils for temperature control andheat recoveryy Exhaust gas waste heat boilers4 Dorr-Oliver FluoSolids SystemsClient: Vale Canada, Ltd.Product collection tankOperating Advantagesy Ease of operationy High reliabilityy Low operating and maintenance costsy Flexible designs for various roasting applicationsScope: From bankable feasibility study (BFS) to EPCM(prime contractor)Facilities: Two Fluidized Bed Reduction Roasters forpre-reduction of nickel laterite feed to DC furnace, 160t/h, each unit World Nickel 2017 – Process presented byKoniambo Nickel SAS as technical successKoniambo is one of the world’s largest and highest-gradeundeveloped nickel deposits. In New Caledonia, we haveimplemented an opencast mine, ore transportation andstorage, a pyrometallurgical plant constructed of modules,and all associated utilities and infrastructure.Boliden Ronnskar – First copper arsenic reduction roasterClient: BolidenCountry: SwedenScope: FluoSolids Arsenic Reduction Roaster Systemy More than 300roaster referencesworldwideFacilities: Located in Ronnskar, Sweden, this 960 tpdFluoSolids copper concentrate partial roaster wasdesigned to reduce arsenic concentration prior to feedingcalcine directly into submerged arc electric furnace. ThisFluoSolids roaster is still in operation after almost 40 yearsof service.Dorr-Oliver FluoSolids Systems 5
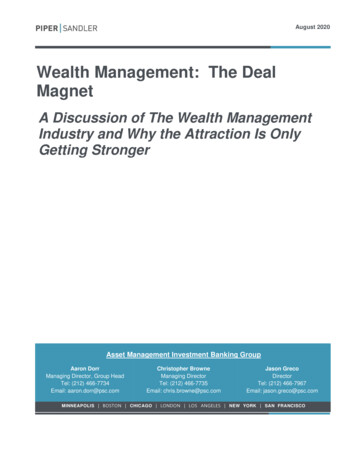
CombustionsystemsTechnip Energies is a world leader in FluoSolids combustiontechnology with more than 200 installations worldwide,spanning the municipal, refining, petrochemical, food,pharmaceutical and pulp/paper industry sectors.Circulating fluid bed(CFB) systemsAs gas velocities increase, more fluidized solids are carriedupward in the reactor and the boundary between the bed andfreeboard zones becomes less distinct.To gas cleaningThe fluid bed with its homogeneoustemperature, high turbulence and longresidence time performs exceptionally well forthe combustion of sludges, waste oils, wastechemicals, solid wastes and other hazardouswastes. Total systems are available from feed tostack including ash dewatering and heat recovery.y Improved reaction kineticsy Greater range of gas turndown capabilityy Higher throughput per unit areaCycloneFluosolids CFB roasterFeaturesAll combustion systems are designed to specificapplication and process requirements and solidshandling characteristics. FluoSolids systems forthemunicipal and industrial waste sectors havethese integrated features designed into each plant:y Efficient combustion with low excess airy Lower temperature operations forequivalent combustion resultsy Reduced air emissionsy Flexibility of operationy Simplicity of controly Lower staffing requirementsy Lower maintenance and operating costsy Lower total system capital costsCombuster, USATechnip Energies is one of the most qualifiedsuppliers of fluidized bed waste combustionsystems. Installation capacity ranges from 2 to200 million BTU per hour feed input.y Municipal sludges primary, secondaryy Petroleum wastesy Pharmaceutical sludgey Pulp and paperdeinking sludgey Automobilemanufacturing wastey Food wastesy Livestock wastey Chemical processwasteVenturiscrubberAdditional capabilitiesFluid bedChemical tankFluid bed dryersTechnip Energies can design and supply fluidbed dryers for a multitude of applications. Dryersystems can be configured for direct heating,indirect heating with bed coils, or as a dryercooler combination.Sludge feed pumpFeed gunAuxilliary fuelBurnerAir heaterAir blower6 Dorr-Oliver FluoSolids SystemsAir blowerA dense phase of coarse solids is created inthe lower zone of the reactor followed by adilute phase of upwardly moving particles inthe upper zone. A majority of the solids exit thereactor with the exhaust gases and are collectedand re-circulated via a cyclone.Heat exchangerFreeboardWind boxAPPLICATIONS HAVE INCLUDED:y Limestone and dolomitey Phosphate rocky Potashy Sulfide concentratesy Sand and fluxy SlagHeat recovery and gas cleaningApplicationsFluosolidsreactorWaste sludgestorage tanksADVANTAGESRecycle pumpTechnip Energies provides heat recoverysystems including flue gas to air, water andsteam via water tube or fire tube waste heatboiler. Proprietary in-bed coils are used forspecial exothermic applications for steamgeneration. Plume-less stack can be achievedby using proprietary heat recovery systems. Wealso design proprietary cyclones and venturiscrubbers for solids recovery and emissionscontrol and provide custom, multi-componentemission systems to meet stringentair regulations.Pilot scale testingTechnip Energies routinely conducts pilotplant testing of fluid bed processes to supportequipment design, scale-up, and processguarantees. This testing offers the followingadvantages:y Determine process feasibilityy Optimize product qualityy Define gaseous emissionsy Prove destruction and removal efficiencyy Establish design parameters forcommercial designEffluentDorr-Oliver FluoSolids Systems 7
Kevin O’Malley / Eric Eccleston 1 909 447 n@technipenergies.comWhere energies make tomorrow. TechnipEnergies.com 2021 Technip Energies B.V.
6 y Dorr-Oliver FluoSolids Systems Dorr-Oliver FluoSolids Systems y 7 Combustion systems Technip Energies is a world leader in FluoSolids combustion technology with more than 200 installations worldwide, spanning the municipal, refining, petrochemical, food, pharmaceutical and pulp/paper industry sectors. The fluid bed with its homogeneous