Transcription
Kinetex TextileCompositeFlooringEnvironmental Product DeclarationWe believe true sustainability requires full attention to the potential impacts of everyaspect of our business. Like other leading companies, we gauge our progress by measuringour environmental and social performance with as much stringency as our financialperformance.As responsible stewards of the environment, we believe in using all resources as efficientlyand judiciously as possible — prioritizing conservation and consumption reduction beforerecycling or reuse. With conservation at the heart of our sustainability philosophy, findingalternatives for (and preventing the excessive use of) valuable resources is the basis of ourapproach to environmental impact management.1
Program OperatorGeneral Program instructions and Version NumberManufacturer Name and AddressDeclaration NumberDeclared Product and Functional UnitReference PCR and Version NumberProduct’s intended Application and UseProduct RSLMarkets of ApplicabilityDate of IssuePeriod of ValidityEPD TypeRange of Dataset VariabilityEPD ScopeYear of reported manufacturer primary dataLCA Software and Version NumberLCI Database and Version NumberLCIA Methodology and Version NumberThe sub-category PCR review was conducted by:This declaration was independently verified inaccordance with ISO 14025: 2006. The ULEnvironment “Part A: Calculation Rules for the LifeCycle Assessment and Requirements on the ProjectReport,” v3.1 (February 2018), based on CEN Norm EN15804 (2012) and ISO 21930:2017, serves as the corePCR, with additional considerations from theUSGBC/UL Environment Part A Enhancement (2017)InternalExternalThis life cycle assessment was conducted inaccordance with ISO 14044 and the reference PCR by:This life cycle assessment was independently verifiedin accordance with ISO 14044 and the reference PCRby:NSF International789 N. Dixboro, Ann Arbor, MI 48105www.nsf.orgPart A: Life Cycle Assessment Calculation Rules and ReportRequirements, Version 3.2EF Contract1502 Coronet DriveDalton GA, 30720EPD10181Kinetex Textile Composite Flooring1 square meter of installed flooring and with a building service life of75 yearsPart A: Life Cycle Assessment Calculation Rules and ReportRequirements, Version 3.2Part B: Flooring EPD Requirements. UL 10010-7, September 28, 2018Commercial Flooring and Wall Applications15 yearsNorth America03/22/20195 years from date of issueProduct SpecificN/ACradle to Grave2017GaBi 8.7.0.18GaBi Database Version 8.7, Service Pack 35TRACI 2.1CML 2001-Jan 2016Jack Geibig (Chair)Thomas Gloria, PhDThaddeus OwenJenny Oorbeckjoorbeck@nsf.orgWAP Sustainability ConsultingJack Geibig - l declarations from different programs (ISO 14025) may not be comparable.Comparison of the environmental performance of Flooring Products using EPD information shall be based on the product’s use andimpacts at the building level, and therefore EPDs may not be used for comparability purposes when not considering the building energyuse phase as instructed under this PCR.Full conformance with the PCR for Products allows EPD comparability only when all stages of a life cycle have been considered.However, variations and deviations are possible”. Example of variations: Different LCA software and background LCI datasetsmay lead to differences results for upstream or downstream of the life cycle stages declared.
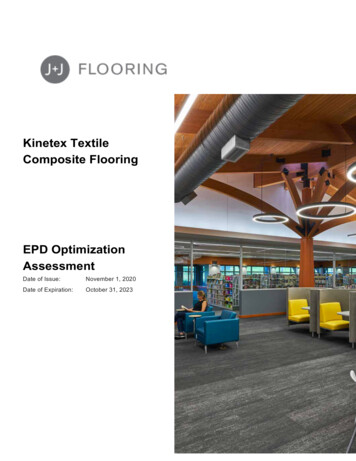
Product Definition and Information1. Company DescriptionEF Contract (EFC) is part of the fastest-growing, most progressive family of flooring companies,Engineered Floors. We stand for confidence in quality, relentless service and doing right by all. Ourproducts are inspired by you: offering the carpet and hard-surface flooring that you want and need,that you’ve been seeking but unable to find, until now. Every collection, pattern and colorway arecreated with best in class performance and in pursuit of design that is simply beautiful. That guidingethic continues today as EF Contract strives to positively impact our associates, customers andcommunity on a daily basis. By putting our people first, we produce products with pride, provide valueto our customers and make a difference in our community. Our commitment to our associates andtheir families, as well as our larger community, requires EF Contract to provide gainful employmentand economic development. In 2018, EF Contract joined Engineered Floors, LLC. Based in Dalton, Ga.,Engineered Floors, LLC is a privately held carpet producer founded by Robert E. Shaw in 2009 andbased in Dalton, Ga., with facilities in Calhoun and Dalton, Ga. Engineered Floors employs 4000people.2. Product DescriptionFigure 1: Product ConstructionKinetex is an advanced Textile Composite Flooring that combineskey attributes of soft-surface floor covering with the long-wearingperformance characteristics of hard-surface flooring. Kinetex is acarpet tile product family with polyester face fiber and a PET feltbacking that is mechanically bonded. A representative productwithin the Kinetex family was chosen. The composition within theKinetex family of products does not differ other than pigments anddyes used to give each style of carpet tile its own distinctappearance. The variation in terms of pigments and dyes used is less than 5% of the total productweight and is excluded from the study. This EPD covers all styles and colors under the Kinetex productfamily. Specific products can be found on EFC’s website. The key to the high-performance attributesof Kinetex lies within its construction. Each layer, when used together, creates a versatile,lightweight, soft-surface flooring design with parallel qualities to that of hard-surface.Table 1: Technical DetailsParameterAdditional characteristics per NSF/ ANSI 140Sustainable certificationsVOC emissions test methodProduct FormType of ManufacturingYarn TypeTotal Carpet WeightTotal Pile WeightCRI-TARR RatingFully RecyclableCertified Platinum to NSF/ ANSI 140Green Label Plus (GLP)Carpet tileMechanically bonded PET on PET feltbackingPolyester1.60 kg/m20.29 kg/m24.51
ParameterCharacteristicsTotal thicknessSurface pile thicknessNumber of tufts or loops /dm2Surface pile weightSecondary backingNominal Value 10.16 ( 0.4)5.08 (0.20) 6.4516 ( 100)291.589 (8.6)100% PETUnitmm (inch)mm (inch)dm2(in2)g/m2(oz/yd2)-Table 2: Performance Testing for KinetexTestAATCC2 Test Method 134-2011Electrostatic Propensity of Carpets (Normative value 3.5KV)AATCC2 Test Method 16-2004Colorfastness to Light (minimum grade 4 at 40 AFU)ASTM6 E648Standard Test Method for Critical Radiant Flux of FloorCoveringSystems Using a Radiant Heat Energy SourceASTM6 E662Standard Test Method for Specific Optical Density of SmokeGenerated by Solid MaterialsASTM6 D5252Standard Practice for the Operation of the Hexapod TumbleDrum TesterASTM6 D7330Standard Test Method for Assessment of Surface AppearanceChange in Pile Floor Coverings Using Standard ReferenceScalesISO14 2551/ ASTM6 Dimensional Stability(Modular Tiles Only)Result 0.7 kV50.64Non-Flaming 49Flaming 1364.54.5Ct1 -0.012Ct2 -0.190Ct3 0.002Ct4 -0.0233. ApplicationEF Contract’s Kinetex non-slip flooring is intended for use as a flooring tile in medium-to-high trafficcommercial applications such as retail, healthcare, education, offices, public venues and institutionalenvironments. Further information about the product may be found on EF Contract’s website.4. Properties of Declared Product as DeliveredThe product is usually delivered packaged in a cardboard box with plastic film and paper to protectthe tiles during shipping. These are usually shipped in tile sizes of 12”x48”, 18”x36”, 24”x24”.5. Declaration of Methodological FrameworkThis EPD is considered a Cradle-to-Grave study. A summary of the life cycle stages included in thisEPD is presented in Section 17. The reference service life is outlined in Table 10. and is only applicableif all manufacturing guidelines are followed regarding site-selection and installation, found online. No2
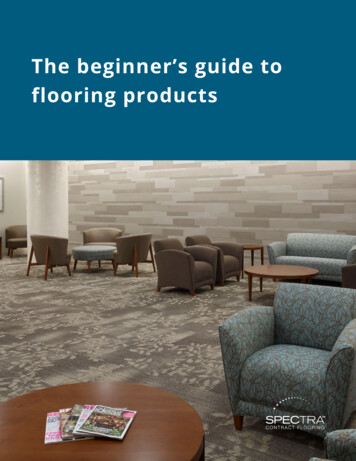
known flows are deliberately excluded from this EPD. Third party verified ISO 14040/44 secondary LCIdata sets contribute more than 67% of total impacts in all impact categories required by the PCR.6. Flow DiagramFigure 2: Flow Diagram7. ManufacturingThe first step in Kinetex manufacturing isneedle- punching. The process involvescombining three different PET fibers into a feltproduct. The fibers are combined by teasingthem together with a series of needles. The feltwhich forms a part of the secondary backingcontains recycled content and this has beenincorporated into the LCA model. Needlepunching is followed by mechanical bondingwhere PET yarn is affixed to a PET film. Thisprocess is similar to tufting which is used intraditional carpet manufacturing. No glues orother additives are utilized. Next, themechanically bonded intermediary from theprevious step undergoes bulking. This processinvolves adding heat and steam to theintermediary to add volume to the fibers on themechanically bonded product. This is then sentfor laminating and embossing.The laminating process involves adding heat tothe intermediary created in the bulking stageand the felt product. This process involvesheating the two intermediaries to a level inwhich they “melt” together. The process createsa permanent bind between the two layers.Embossing refers to the stamping of a patternon the face of the product. No additionalmaterial inputs are necessary in this step.Finally, the tile cutting process involvesstamping out individual carpet tiles from thecarpet roll completed in the laminating phase.This is followed by packing the TextileComposite Flooring tiles for storage orimmediate shipment. This product contains noregulated substances above the requiredthreshold.3
8. Material CompositionTable 3: Material CompositionComponentFace erialPolyester, CarbonBlack, Titanium onPET Felt63.3%TopicalNon-fluoro Stain Resist0.5%9. PackagingTable 4: Packaging InputsInput per sq. m2CardboardPalletPaperPlastic film10. gkgIt is assumed that all raw materials aredistributed by truck. An average distance usingthis information was calculated and used in themodel. Transport of raw material from supplierto the manufacturing facility was calculated foreach raw material using primary data. Averagedistance to installation site was calculatedbased on average distance of total shipmentsto be 565.46 miles from the EF Contract facilityin 2017.11. Product Installationrequired though not included in the study asthese are multi-use tools and the impacts perdeclared unit is considered negligible.Packaging waste is generated and disposed ofin this stage. For installation of Kinetex, EFCrecommends Kinetex adhesive to be used foroptimum performance. Non-applied patternKinetex products feature the proven releasablespread system, Kinetex Adhesive. This adhesiveis formulated for Kinetex Textile Compositeflooring products and is built to bond the textilecomposite to the properly prepared substratesfor the life of the installation. Products withKinetex Adhesive will perform in elevated RHslabs up to 95%. Kinetex Adhesive offers theflexibility to simply remove and replaceindividual modules if conditions warrant a quickfix.12. UseThe reference service life (RSL) of Kinetexcarpet tile is assumed to be 15 years. Given theRSL of the products under consideration, 4replacements of the product are required tocover the Estimated service life (ESL) of thebuilding which is 75 years. Table 6 shows theparameters for the use phase scenarioundergoing study.Table 6: Use phase parametersMaintenanceLightMediumHeavyVacuum135Spot Check/Clean5552412124Table 5: Product Installation InputsInput per sq. m2AdhesiveInstall wasteValue0.1155Unitkg%The product is delivered to the customer viatruck, depending on the location of the enduser. Detailed installation instructions areprovided online. Installation equipment ek#/week#/year#/year2
13. Reference Service Life and EstimatedBuilding Service LifeA reference service life of 15 years isassumed for EFC’s modular carpet tiles. Theestimated service life of the building is 75years as per Part A: Life Cycle AssessmentCalculation Rules and Report Requirements,UL Environment, V3.2, 2018.14. Reuse, Recycling and Energy RecoveryKinetex has been designed with the end inmind. Its construction is among the simplestof all flooring products (excluding dirt floors,of course). As a result, we’d love to have itback at the end of its useful life. Toaccomplish this, EF Contract, as a brand ofthe larger Engineered Floors family, offersour customers the opportunity to use ourCarpet Reclamation Program. With thisprogram we facilitate the reclamation ofused carpet and guarantee that it will notreach a landfill. To initiate the remailreclamation@engineeredfloors.com.Inaddition to reclaiming used carpet, oldflooring can be safely disposed of inmunicipal landfills or sent to ).15. DisposalAll waste has been classified according toregional-specific legislation as laid out inSection 2.8.5 and 2.8.6 in Part A: Life CycleAssessment Calculation rules and ReportRequirements from UL Environment. PerPart A, the product is completely landfilled.3
Life Cycle Assessment Background Information16. Functional UnitThe functional unit of the flooring product is one (1) square meter of floor covering.Kinetex TileFunctional Unit[m2]Average Weight[kg]11.317. System BoundaryThis EPD is a cradle-to-grave study.Table 7: Description of system boundary modules (X Included in ructionB1UseA4BENEFITS ANDLOADSBEYOND THESYSTEMBOUNDARYEND OF LIFE STAGEBuildingOperationalEnergy Use DuringProduct UseBuildingOperational WaterUse During ProductUseA5Assembly/InstallA3USE STAGETransport fromgate to siteEPD TypeA2ManufacturingRaw materialsupplyA1TransportPRODUCT STAGECONSTRUCTION PROCESSSTAGEXXXXMNDTable 8: System Boundary and t Stage: RawMaterial Supply2018Raw Material sourcing and processing as defined by secondarydata.A2Product Stage:Transport2018Shipping from supplier to manufacturing site. Fuel userequirements estimated based on product weights andestimated distance.A3Product Stage:Manufacturing2017Energy, water and material inputs required for manufacturingproducts from raw materials. Packaging materials andmanufacturing waste are included as well.A4ConstructionProcess Stage:Transport2018Shipping from manufacturing site to project site. Fuel userequirements estimated based on product weights and mappeddistance.A5ConstructionProcess Stage:Installation2018Installation materials, installation waste and packagingmaterial waste.B1Use Stage: Use2018Use of the product.Summary of Included Elements4
ModuleNameDescriptionAnalysisPeriodSummary of Included ElementsB2Use Stage:Maintenance2018Cleaning energy, water, and materials, including refinishing theproduct.B3Use Stage: Repair2018Materials and energy required to repair the product.2018Total materials and energy required to manufacture areplacement.2018Materials and energy required to refurbish the product.B4B5B6B7Use Stage:ReplacementUse Stage:RefurbishmentOperational EnergyUseOperational WaterUse20182018Operational Energy Use of Building Integrated System DuringProduct UseOperational Water Use of Building Integrated System DuringProduct UseC1EOL:Deconstruction2018No inputs required for deconstruction.C2EOL: Transport2018Shipping from project site to landfill. Fuel use requirementsestimated based on product weight and mapped distance.C3C4DEOL: WasteProcessingEOL: DisposalBenefits beyondsystem2018Waste processing not required. All waste can be processed asis.Landfill impacts modeled based on secondary data.MNDCredits from energy or material capture.201818. Estimates and AssumptionsAll estimates and assumptions are within the requirements of ISO 14040/44. The majority of theestimations are within the primary data. The primary data was collected as annual totals including allutility usage and production information. For the LCA, the usage information was divided by theproduction to create an energy and water use per square meter. As there are different productsproduced at this facility, it is assumed all products are using the same amount of energy. Anotherassumption is that the installation tools are used enough times that the per square meter impacts arenegligible.19. Cut-Off RulesMaterial inputs greater than 1% (based on total mass of the final product) were included within thescope of analysis. Material inputs less than 1% were included if sufficient data was available to warrantinclusion and/or the material input was thought to have significant environmental impact. Cumulativeexcluded material inputs and environmental impacts are less than 5% based on total weight of thefunctional unit. The excluded materials are some additives and pigments (0-3.09%).20.Data SourcesPrimary data was collected by EFC associates for onsite energy, water and waste during the courseof manufacturing. Whenever available, supplier data was used for raw materials used in theproduction process. When primary data did not exist, secondary data for raw material production wasused from GaBi Database Version 8.7, Service Pack 35. All calculation procedures adhere to ISO14044.5
21. Data QualityThe geographical scope of the manufacturing portion of the life cycle is Dalton, GA. All primary datawere collected from the manufacturer. The geographic coverage of primary data is consideredexcellent. Primary data were provided by the manufacturer and represent all information for calendaryear 2017. Primary data provided by the manufacturer is specific to the technology that the companyuses in manufacturing their product. It is site-specific and considered of good quality. Data used toallocate energy and water on a per unit of product produced includes overhead energy such as lighting,heating and sanitary use of water due to unavailability of sub-metering. Sub-metering would improvethe technological coverage of data quality.22. Period under ReviewThe period under review is calendar year 2017.23. AllocationGeneral principles of allocation were based on ISO 14040/44. There are no products other than carpettiles and broadloom carpets that are produced as part of the manufacturing processes studied in theLCA. Since there are no co-products, no allocation based on co-products is required. To derive a perunit value for manufacturing inputs such as electricity, natural gas and water, allocation based ontotal production in square meters was adopted. Discussions with EF Contract staff divulged this wasa more representative way than via mass to allocate the manufacturing inputs based on themanufacturing processes used and the types of products created. As a default, secondary GaBidatasets use a physical mass basis for allocation. Throughout the study recycled materials wereaccounted for via the cut-off method. Under this method, impacts and benefits associated with theprevious life of a raw material from recycled stock are excluded from the system boundary.Additionally, impacts and benefits associated with secondary functions of materials at end of life arealso excluded (i.e. production into a third life or energy generation from the incineration plant). Thestudy does include the impacts associated with reprocessing and preparation of recycled materialsthat are part of the bill of materials of the products under study.24. Comparability and BenchmarkingThe user of the EPD should take care when comparing EPDs from different companies. Assumptions,data sources, and assessment tools may all impact the uncertainty of the final results and makecomparisons misleading. Without understanding the specific variability, the user is therefore, notencouraged to compare EPDs. Even for similar products, differences in use and end-of-life stageassumptions, and data quality may produce incomparable results. Comparison of the environmentalperformance of Flooring Products using EPD information shall be based on the product’s use andimpacts at the building level, and therefore EPDs may not be used for comparability purposes whennot considering the building energy use phase as instructed under this PCR. Full conformance with thePCR for Products allows EPD comparability only when all stages of a life cycle have been considered.However, variations and deviations are possible”. Example of variations: Different LCA software andbackground LCI datasets may lead to differences results for upstream or downstream of the life cyclestages declared.6
Life Cycle Assessment ScenariosTable 11: Installation into the building (A5)Table 9: Transport to building site (A4)NameAdhesiveNameFuel typeTruckDieselUnit-Liters of fuel39.0625Truck – Trailer,basic enclosed/45,000 lbpayloadl/100km909.3kmVehicle typeTransport tilization volumefactor1-kg-Value15UnityearsDeclared productproperties (at the gate)and finishes, etc.See Table 1-Design applicationInstallation perrecommendationby manufacturer-Acceptedindustrystandard-An assumed quality ofwork, when installed inaccordance with themanufacturer’sinstructionsIndoor environment (ifrelevant for indoorapplications)Use conditions, e.g.frequency of use,mechanical exposureNormal buildingoperatingconditionsNormal buildingoperatingconditionskgkgWaste materials at theconstruction site before wasteprocessing, generated byproduct installation0.3kgOutput materials resulting fromon-site waste processing0kgPackaging waste, cardboard0.067kgPackaging waste, plastic film0.001kgPackaging waste, wooden pallet0.127kgPackaging waste, paper0.00003kgBiogenic carbon contained inpackaging0.25kgCO2Table 12: Maintenance (B2)Table 10: Reference Service LifeNameRSLUnit0.110.08Product loss per functional unit%Weight ofproductstransportedKinetex--NameMaintenance Vacuum (Daily)3600Number/RSLVacuum (Daily)18000Number/ESLSpot Check (Daily)3600Spot Check (Daily)18000Interim Maintenance(Monthly)180Interim Maintenance(Monthly)900Restorative Maintenance(Quaterly)60Number/RSLRestorative Maintenance(Quaterly)300Number/ESLNet freshwaterconsumption specified bywater source and fate10.27kg/m2floor/yrNeutral detergent0.007Electricity for vacuuming1.17kg/m2floor/yrkWh/m2floor/yrFurther assumptions forscenario development (e.g.frequency and time periodof use, number ESLVacuum and spot checkeveryday, interimmaintenance every monthand restorativemaintenance everyquarter7
Table 13: Replacement (B4)NameValueUnitNumber/RSLNumber/ESLReplacement cycle0Replacement cycle4Energy input, specified byactivity, type and amount0kWhNet freshwater consumptionspecified by water source andfate0m3Adhesive0.11kg/replacementTable 14: End of life (C1-C4)NameAssumptions for scenario xUnitProduct is either disposedof with the underlying flooror manually removed viascrapingCollected separately0kgCollected with mixedconstruction eration0kgIncineration with energyrecovery0kgEnergy conversionefficiency rate84-94Product or material forfinal deposition1.72kg0.0825kgRemovals of biogenic carbon (excludingpackaging)%1
Life Cycle Assessment ResultsAll results are given per functional unit, which is 1 m2 of installed flooring over an estimated buildinglife of 75 years. Environmental Impacts were calculated using the GaBi software platform. Impactresults have been calculated using both TRACI 2.1 and CML 2001-Jan 2016 characterization factors.LCIA results are relative expressions and do not predict impacts on category endpoints, the exceedingof thresholds, safety margins or risks. These six impact categories are globally deemed mature enoughto be included in Type III environmental declarations. Other categories are being developed and definedand LCA should continue making advances in their development, however the EPD users shall not useadditional measures for comparative purposes. See Impact Category Key below for definition ofacronyms.Table 15: Impact Category KeyAcronymADPelementsTextAbiotic depletion potential for nonfossil resourcesAcronymTextGWPGlobal warming potentialADPfossilAbiotic depletion potential for fossilresourcesOPDAPAcidification potential of soil and waterPOCPEPEutrophication potentialResourcesDepletion of stratospheric ozonelayerPhotochemical ozone creationpotentialDepletion of non-renewable fossilfuelsLCI IndicatorsRPRERPRMUse of renewable primary energyexcluding renewable primary energyresources used as raw materialsUse of renewable primary energyresources used as raw materialsSMUse of secondary materialsRSFUse of renewable secondary fuelsNRPREUse of non-renewable primary energyexcluding non-renewable primaryenergy resources used as raw materialsNRSFUse of non-renewable secondaryfuelsNRPRMUse of non-renewable primary energyresources used as raw materialsFWNet use of fresh waterHWDDisposed-of-hazardous wasteMRMaterials for recyclingNHWDDisposed-of non-hazardous wasteHigh-level radioactive waste,conditioned, to final repositoryMERMaterials for energy recoveryEEExported energyCRUComponents for reuseHLRWILLRWIntermediate- and low-level radioactivewaste, conditioned, to final repositoryRecovered energyTable 16: Carbon Emissions and RemovalsREParameterBCRPBCEPParameterBiogenic Carbon Removal fromProductBiogenic Carbon Emission fromProductKinetexUnit0.0825kg CO20.0825kg CO2BCRKBiogenic Carbon Removal fromPackaging0.51kg CO2BCEKBiogenic Carbon Emission fromPackaging0.109kg CO22
1. Kinetex Textile Composite Flooring – Yarn Weight – 8.6 oz/yd21.1 CML ResultsImpactCategoryADP-elements [kgSb eq]ADP-fossil 36E-081.81E-070.00E 001.15E-050.00E 006.75E-060.00E 000.00E 000.00E 000.00E 003.79E-090.00E 003.29E-08MND8.43E 011.83E 006.34E 000.00E 006.53E 020.00E 003.75E 020.00E 000.00E 000.00E 000.00E 002.93E-010.00E 001.18E 00MNDAP [kg SO2 eq]1.00E-024.46E-047.55E-040.00E 001.08E-010.00E 004.61E-020.00E 000.00E 000.00E 000.00E 007.16E-050.00E 003.23E-04MNDEP [kg Phosphateeq]1.06E-031.20E-043.53E-040.00E 008.87E-030.00E 006.30E-030.00E 000.00E 000.00E 000.00E 001.92E-050.00E 004.18E-05MNDGWP [kg CO2 eq]4.50E 001.30E-014.21E-010.00E 005.07E 010.00E 002.05E 010.00E 000.00E 000.00E 000.00E 002.08E-020.00E 007.63E-02MND5.69E-124.44E-158.32E-140.00E 008.24E-110.00E 002.32E-110.00E 000.00E 000.00E 000.00E 007.12E-160.00E 001.40E-14MND9.26E-044.48E-051.57E-040.00E 007.20E-030.00E 004.62E-030.00E 000.00E 000.00E 000.00E 007.19E-060.00E 002.72E-05MNDODP [kg CFC 11eq]POCP [kg Etheneeq]1.2 TRACI C4DAP [kg SO2 eq]1.21E-027.17E-041.66E-030.00E 001.27E-010.00E 005.95E-020.00E 000.00E 000.00E 000.00E 001.15E-040.00E 004.20E-04MNDEP [kg N eq]9.25E-045.84E-053.33E-040.00E 008.85E-030.00E 005.35E-030.00E 000.00E 000.00E 000.00E 009.37E-060.00E 002.13E-05MNDGWP [kg CO2 eq]5.35E 001.54E-014.83E-010.00E 006.03E 010.00E 002.43E 010.00E 000.00E 000.00E 000.00E 002.49E-020.00E 009.07E-02MNDODP [kg CFC 11eq]6.82E-125.31E-159.95E-140.00E 009.86E-110.00E 002.78E-110.00E 000.00E 000.00E 000.00E 008.52E-160.00E 001.67E-14MNDResources [MJ]1.05E 012.93E-011.03E 000.00E 006.14E 010.00E 004.81E 010.00E 000.00E 000.00E 000.00E 004.70E-020.00E 001.82E-01MNDPOCP [kg O3 eq]1.65E-012.37E-021.27E-020.00E 001.41E 000.00E 008.39E-010.00E 000.00E 000.00E 000.00E 003.80E-030.00E 008.31E-03MND2
1.3 Resource Use C4DRPRE [MJ]8.59E 005.43E-021.63E-010.00E 006.85E 010.00E 003.56E 010.00E 000.00E 000.00E 000.00E 008.72E-030.00E 001.03E-01MNDRPRM [MJ]0.00E 000.00E 000.00E 000.00E 000.00E 000.00E 000.00E 000.00E 000.00E 000.00E 000.00E 000.00E 000.00E 000.00E 00MNDNRPRE [MJ]1.16E 022.20E 007.83E 000.00E 001.02E 030.00E 005.09E 020.00E 000.00E 000.00E 000.00E 003.53E-010.00E 001.45E 00MNDNRPRM [MJ]0.00E 000.00E 000.00E 000.00E 000.00E 000.00E 000.00E 000.00E 000.00E 000.00E 000.00E 000.00E 000.00E 000.00E 00MNDSM [kg]0.00E 000.00E 000.00E 000.00E 000.00E 000.00E 000.00E 000.00E 000.00E 000.00E 000.00E 000.00E 000.00E 000.00E 00MNDRSF [MJ]0.00E 000.00E 000.00E 000.00E 000.00E 000.00E 000.00E 000.00E 000.00E 000.00E 000.00E 000.00E 000.00E 000.00E 00MNDNRSF [MJ]0.00E 000.00E 000.00E 000.00E 000.00E 000.00E 000.00E 000.00E 000.00E 000.00E 000.00E 000.00E 000.00E 000.00E 00MNDRE [MJ]0.00E 000.00E 000.00E 000.00E 000.00E 000.00E 000.00E 000.00E 000.00E 000.00E 000.00E 000.00E 000.00E 000.00E 00MNDFW [m3]2.89E-022.64E-042.21E-030.00E 001.17E 000.00E 001.26E-010.00E 000.00E 000.00E 000.00E 004.25E-050.00E 001.76E-04MND1.4 Output Flows and Waste C4DHWD [kg]6.67E-071.71E-084.01E-090.00E 005.04E-070.00E 002.77E-060.00E 000.00E 000.00E 000.00E 002.74E-090.00E 005.00E-09MNDNHWD [kg]8.35E-028.25E-052.21E-010.00E 003.95E-010.00E 009.50E 000.00E 000.00E 000.00E 000.00E 001.33E-050.00E 002.07E 00MNDHLRW [kg]7.44E-065.83E-091.15E-070.00E 001.10E-040.00E 003.03E-050.00E 000.00E 000.00E 000.00E 009.34E-100.00E 001.88E-08MNDILLRW [kg]5.86E-034.82E-069.61E-050.00E 009.20E-020.00E 002.39E-020.00E 000.00E 000.00E 000.00E 007.74E-070.00E 001.50E-05MNDCRU [kg]0.00E 000.00E 000.00E 000.00E 000.00E 000.00E 000.00E 000.00E 000.00E 000.00E 000.00E 000.00E 000.00E 000.00E 00MNDMR [kg]0.00E 000.00E 000.00E 000.00E 000.00E 000.00E 000.00E 000.00E 000.00E 000.00E 000.00E 000.00E 000.00E 000.00E 00MNDMER [kg]0.00E 000.00E 003.82E-030.00E 000.00E 000.
spread system, Kinetex Adhesive. This adhesive is formulated for Kinetex Textile Composite flooring products and is built to bond the textile composite to the properly prepared substrates for the life of the installation. Products with Kinetex Adhesive will perform in elevated RH slabs up to 95%. Kinetex Adhesive offers the