Transcription
Feature Focus Singleton N-D 2012-RT:Metal Multi Template USE THIS.qxd 1/10/2013 3:02 PM Page 1featurefocusBY RAYMUND SINGLETON, SINGLETON CORP., CLEVELAND, OHIOAccelerated Corrosion TestingAccelerated corrosion testing ofmetals and coatings was firstdeveloped in the late 1890s and early1900s for testing products toincrease their useful performanceand service life. This method of testing the corrodibility of ferrous andnonferrous metals and organic andinorganic coatings has since beenimproved and variations added tobetter test new materials and helpoperators understand how they mayperform in, and withstand, a widerrange of real world environments.Accelerated corrosion testing hasalso evolved from providing information to help determine durability ofproducts, and their quality assuranceduring manufacturing, to use inproduct research and development.Professional trade, industry, militaryand standards organizations, such as:ASTM International (AmericanSociety for Testing and Materials),the Society of Automotive Engineers(SAE), the Federation of Societies forCoatings Technologies (FSCT),NACE International (NationalAssociation for Corrosion Engineers), Society for Protective Coatings(SSPC) and others have developed anumber of accelerated corrosion teststo meet the demands of changes, andadvances, in technology, materials,and other performance requirementsand environmental regulations.For instance, water-based coatingshave been developed as replacementsfor solvent-based liquid coatingmaterials in response to environmental concerns. Some powder coatingsand their application methods reducethe use of solvents and ease application. In addition, the automotiveindustry has improved coatings andincreased the number of surfacescoated as part of the response to market pressures for longer warranties.12 I metalfinishing I November/December 2012Some of the more widely used testsare the representative ASTMStandards detailed in this article andwell known industry cyclic corrosiontests such as: General MotorsGMW14872 (formerly GM9540P),and SAE J2334. There are many othertests in use; however, those mentioned also exhibit wider applicabilityand versatility and are, therefore,some of the more popular procedures. Other than the ASTM B117Salt Fog test, most widely used foron-line process and product qualitycontrol, no other single corrosion testis as dominant because of the widevariety of service conditions, productindustries and specific issues such asvarious materials, applications methods, properties, and varying surfaces.Other considerations to considerwhen choosing or specifying a particular accelerated corrosion testinclude the multitude of environments and customer demands facedby a product and industry. A varietyof standard tests has been developedto address these issues.One of the first—and still mostwidely utilized—accelerated corrosion tests developed is ASTM B117Operating Salt Spray (Fog)Apparatus. Early development ofcorrosion tests was initiated in orderto evaluate the corrodibility of metals and protective properties of coatings in a marine or “near shore” environment. As corrosion testing wasincreasingly used also to evaluateproduct quality and materials usedin product development, variationson the basic, or original, corrosiontest standards have been added toincrease their usefulness for a widerrange of environments and materials. This process has resulted in thedevelopment of the various representative accelerated corrosion teststo be discussed in this update.The usefulness of testing coatingsfor resistance to water, or highhumidity, as a good indicator of theirservice life in service environments ofthat type resulted in the ASTMD1735 Standard Practice for TestingWater Resistance of Coatings UsingWater Fog Apparatus and the ASTMD2247 Standard Practice for TestingWater Resistance of Coatings in 100%Relative Humidity. Demand forimproved evaluation of decorativecopper/nickel/chromiumornickel/chromium coatings on steel,zinc alloys, aluminum alloys, andplastics designed for severe serviceresulted in the ASTM B368 StandardTest Method for Copper AcceleratedAcetic Acid-Salt Spray (Fog) Testing,widely known by its acronym as the“CASS” test.Additional needs for testing ofproduct resistance to harsh industrial environments led to the development of the ASTM G85 StandardPractice for Modified Salt Spray (Fog)Testing with its 5 included corrosiontest variations and the ASTM G87Standard Practice for ConductingMoist SO2 Tests. The ASTM G85variations (tests): Annex 2, Annex 3,Annex 4, and Annex 5 along withASTM G87 were developed to subjecttest pieces to cycles of differing environments to more closely resemblethe changes occurring in pertinentreal-world environments. See Table Ifor information on “static” versus“cyclic” environment tests.With the wide variety of materialsand coatings, their uses, and the service environments in which they maybe used, manufacturers and productdevelopment personnel now canselect an accelerated corrosion testthat best suits their particular product and applicable environmentalconditions. Table I is provided to givea guide to which ASTM test standardcan be used for the representative situations listed. Along with the development of new accelerated corrosiontests ASTM Standards have beendeveloped to give direction andresources for the preparation of testpieces prior to testing and evaluationof post test results. A good example iswww.metalfinishing.com
Feature Focus Singleton N-D 2012-RT:Metal Multi Template USE THIS.qxd 1/10/2013 3:02 PM Page 2featurefocusASTM D609 Standard Practice forPreparation of Cold-Rolled SteelPanels for Testing Paint Varnish,Conversion Coatings and RelatedCoating Products. This standard provides guidelines for the preparationof test pieces before they are introduced into the accelerated corrosiontest. ASTM Standards: D1654Standard Test Method for Evaluationof Painted or Coated SpecimenSubjectedtoCorrosiveEnvironments; D610 StandardPractice for Evaluating Degree ofRusting on Painted Steel Surfaces,and; D714 Standard Test Method forEvaluating Degree of Blistering ofPaints were developed to providecommon standards for analyzing andreporting the results obtained fromthe corrosion tests and observed onthe tested specimens. These standards are summarized below.ISSUESPrimary issues that arise when discussing the usefulness of accelerated corrosion tests are comparison toreal-world exposures and the consiswww.metalfinishing.comtency of test results. Accelerated corrosion tests are performed undercontrolled conditions with a limitednumber of variables, which generally do not duplicate the vast varietyof variables that occur in any onelocation in a real-world environment. Comparison standards can beused to compensate for this.Comparison standards are properlyprepared, representative test piecesfrom a product with a known “trackrecord” of exhibiting acceptable performance from exposure in applicable real-world environments and/oralso acceptable corrosion resistanceafter being exposed to the specifiedaccelerated corrosion test(s). Theythen can be used as standardsagainst which other tested pieces arecompared. This process helps especially product developers and alsoquality professionals predict how anew product or production run ofan existing product will performwhen used. It is usually not possible,unless additional “long-term, realtime”, comparative outdoor or “inservice” exposure data is available,to directly compare any given number of hours in an accelerated corrosion test with a given number ofyears exposure in real-world environments. The development ofadditional variations on basic accelerated corrosion tests have allowedengineers, technicians, and qualityprofessionals to better evaluatedurability of products to be used ina wider variety of environments,under multiple corrosive influences,and under constantly changingservice conditions.The issues are: consistency in theaccuracy of test results from subsequent runs of the same test in a single test chamber; and consistency forcomparison of test results obtainedfrom the same test run in otherchambers. These issues have beenaddressed with the development ofASTM methods for evaluating thisnecessary consistency. This verification is called repeatability of resultsfrom subsequent runs of the sametest in a single test chamber andreproducibility of results from subsequent runs of the same test inother test chambers (regardless ofhow many other corrosion testchambers are involved). Theseimportant verification proceduresare covered in Section X3 of theAppendix of the ASTM B117 teststandard and incorporate “MassLoss” Corrosion Coupons describedin that section. A similar variation ofthis Mass Loss Corrosion Couponprocedure is described in Paragraph8.7 of ASTM B368, using nickelcoupons for the “CASS” test.CRITERIA FOR CYCLIC TESTSThe American Iron and SteelInstitute, in cooperation with theAutomotiveCorrosionandPrevention Committee of the SAE,conducted a study of existing cycliccorrosion tests (completed in 2003,revised in 2007) in order to developtests that could be used to rank performance of materials used in automotive “cosmetic” applications.Approximately 20 existing corrosiontests were selected for study. Theseincluded “static” exposure conditiontests (tests where the exposure conNovember/December 2012 I metalfinishing I 13
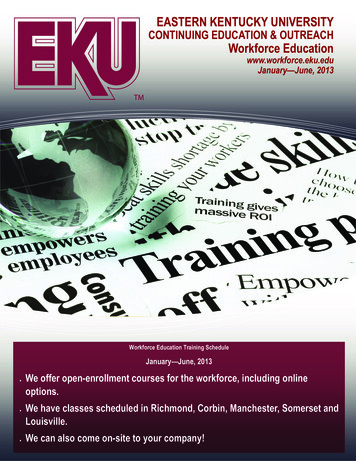
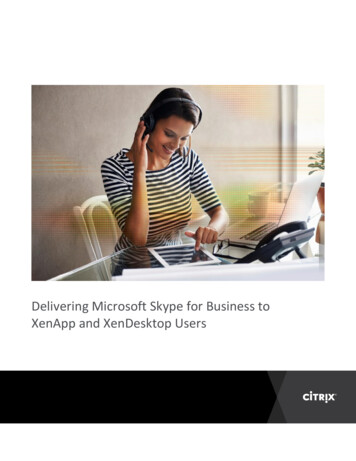
Feature Focus Singleton N-D 2012-RT:Metal Multi Template USE THIS.qxd 1/10/2013 3:02 PM Page 3featurefocusFig. 1. Schematic drawing of a typical salt fogtest chamber.ditions do not vary over the duration of the test), such as ASTMB117, and “cyclic” exposure condition tests such as ASTM G85 Annex5 and GMW14872 (formerlyGM9540P), (tests which subject testpieces to a variety of different exposure atmospheres and conditionsover the duration of the test). Tendifferent test materials wereexposed in each test. The results ofthe tests were compared to realworld exposure results from 10 sitesaround the globe utilizing duplicates of the same materials. It wasconcluded from results that anacceptable corrosion test must: (1)simulate the rank order of performance of coatings in actual service; (2)produce the same type (character)of failure as found in real-worldexperience (example: blistering); (3)be reproducible; (4) be of relativelyshort duration; and (5) be feasibleand cost effective.The test established as a result ofthis effort is the SAE J2334Laboratory Cyclic Corrosion Test.The SAE J2334, GMW14872 (formerly GM9540P), and ASTM G85,Annex 5 meet the above criteriaand are some of the more commonly used cyclic corrosion tests inthe U.S. and around the world. TheSAE J2334 and the GMW14872were originally developed for testing cosmetic finishes on automotive components. Fortuitously,they have been shown to producemore “realistic” corrosion resultsand, therefore, are used to test a14 I metalfinishing I November/December 2012much wider variety of materials,finishes, and applications. ASTMG85, Annex 5, is known to be particularly useful for testing both:architectural coatings and industrial maintenance paints as well asother applications.TYPES OF TESTSIn this case, ASTM B117 is describedfirst. The other ASTM CorrosionTest Standards discussed aredescribed in terms of how they varyfrom the basic B117 Standard. Onlythose aspects of these standards,which are different from the B117standard, will be discussed.ASTM B117 — Standard Practicefor Operating Salt Spray (Fog)ApparatusThe ASTM B117 Standard is primarily used to test the corrosion resistance of organic and inorganic coatings on metals. Examples are paintor plated finishes on metal itemsand exposure of products to“marine” or “near-shore” environments. This standard will also be thebase against which this article willdescribe other corrosion tests. TheB117 Standard is a “static” (constant) condition, continuous test,preferably run in multiples of 24hour periods. The test pieces arewww.metalfinishing.com
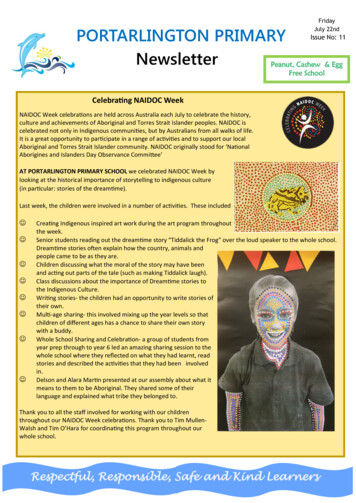
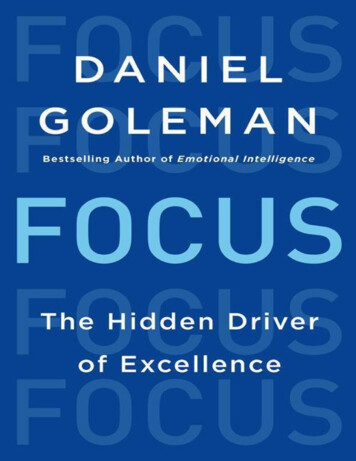
Feature Focus Singleton N-D 2012-RT:Metal Multi Template USE THIS.qxd 1/10/2013 3:02 PM Page 4featurefocusFig. 2. Typical water-jacketed-type corrosiontest chamber, mostly used for static conditiontests.Fig. 3. Typical large-size, drive-in-type corrosiontest chamber.exposed to a salt fog atmospherefrom atomized solution made up of5% sodium chloride and 95% ASTMD1193 Type IV water by mass andheld to purity standards specifyingthat it contain: not more than 0.3%by mass total impurities. Halides(Bromide, Fluoride, and Iodide)other than Chloride, shall constituteless than 0.1% by mass of the saltcontent. Copper content shall be lessthan 0.3ppm by mass. SodiumChloride that has had anti-cakingagents added shall not be usedbecause such agents may act as corrosion inhibitors. This solution isthen atomized into the chamberexposure zone, which is maintainedat a temperature of 35 /- 2 C (95 /- 3 F) and a relative humidity of atleast 95%, creating a fog that has acondensate collection rate of 1.0to2.0 ml/hr per 80 m2 of horizontalwww.metalfinishing.comcollection area. To maintainthese conditions, the chamber is heated and best maintained with a wet bottomcondition in the exposurezone. The equipment needed to maintain these testconditions will meet therequirements described inTable II and be made suchthat all component partsthat come in contact with the exposure zone, water, or solutions aremade of, or coated with, inert materials. Typical test chamber components and operational connectionsare illustrated in Fig.1.ASTM D1735 — Standard Practicefor Testing Water Resistance ofCoatings Using Water FogApparatusThe ASTM D1735 Standard uses astandard fog-generating chamber asused for the ASTM B117 Standard.The primary variations are thechamber temperature, which is heldat 38 C (100 F) and the eliminationof the corrosive salt (electrolyte).The fog is created by atomizingASTM D1193 Type IV water withoutany salt whatsoever. This testmethod is used to gauge the lifeexpectancy of coating systems bymeasuring their resistance to waterpenetration.ASTM D2247 — Standard Practicefor Testing Water Resistance ofCoatings in 100% RelativeHumidityThe ASTM D2247 Standard is usedto investigate how a coating resistswater, which can help predict its useful life. This is generally a pass/failtest; however, the time to failure anddegree of failure can be measured. Acoating system typically passes ifthere is either no sign of water-related failure after the specified testperiod or less than an establishedspecified amount of failure.For the ASTM B2247 Standardthe ASTM D1193 Type IV water isplaced in the bottom of the exposurezone to a depth of 6 to 8 in. and thenheated. The area of the exposurezone above the water is not heatedFig. 4. Humidity test chamber schematicdrawing.directly in order to cause condensation on the test pieces. The water isintroduced into the chamber beforethe test pieces and maintained at atemperature approximately 5 to10 C (10–20 F) higher than thetemperature of the vapor above it.The major variation in the chamberis the elimination of the foggingtower. The 100% humidity resultsfrom the vaporization of the heatedwater in the bottom of the chamberand/or having heated humidified airpumped through the water. Thehumidifying tower is used when theoption of having air pumpedthrough the heated water is chosen.The exposure zone is maintained at38 2 C (100 4 F) and 100% relative humidity. This test method isperformed in water-jacketed chambers (see Fig.2) with the 6 to 8 in. ofwater mentioned above in the bottom of the exposure zone and thewater jacket filled to 12 in. above thebottom to ensure that the immersion heaters are submerged. It canalso be run in larger chambers, suchas walk-in or drive-in size units (seeFig. 3), equipped with heated watertanks in the exposure zone to generate the required humidity. A primaryconcern when conducting the ASTMD2247 test is that the chamber besufficiently insulated. Figure 4 is aschematic of a typical ASTM D2247humidity test chamber configuration. To ensure that the ASTMD2247 test is being performed consistently, it is recommended that acontrol test piece with known durability be included in each test run.ASTM B368 — Standard TestMethod for Copper AcceleratedNovember/December 2012 I metalfinishing I 15
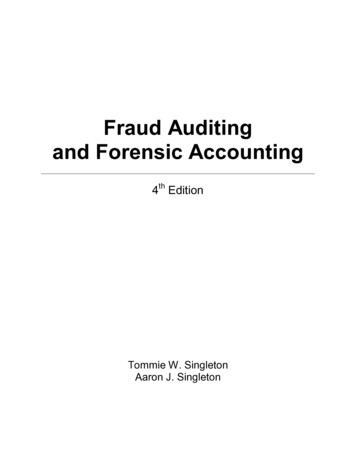
Feature Focus Singleton N-D 2012-RT:Metal Multi Template USE THIS.qxd 1/10/2013 3:02 PM Page 5featurefocusAcetic Acid-Salt Spray (Fog) Test(or CASS Test)The ASTM B368 Standard, originally developed by the NationalAssociation for Surface Finishing(NASF), is used primarily in thedevelopment of coated metal products, including decorative coatings,which will be exposed to severe service and more corrosive environments and also to evaluate the performance and protective propertiesof more durable coatings whichwould not be affected by the typicalASTM B117 type salt fog test. Thistest method is particularly applicable to the evaluation of the performanceofdecorativecopper/nickel/chromium or nickel/chromium coatings on steel, zincalloys, aluminum alloys, anodizedaluminum and plastics designed forFig. 5. Typical cyclic-type corrosion testchamber with PLC control for automaticoperation of changeable atmospheres,temperatures, and durations of various stepsin cycle.severe service. This test meets thechallenges of providing a simulatedservice evaluation to test productspecifications in research and development and provide manufacturingcontrols for environmental changescaused by human intervention.The B368 Standard is a variationon the basic ASTM B117 Salt Spray(Fog) Test. For this variation, adjustthe pH of the 5% salt solution intothe range 6.0 to 7.0, and then add0.25 grams of reagent-grade copperchloride per liter of salt solution.The test is not considered to startuntil the temperature within the16 I metalfinishing I November/December 2012exposure zone has reached 49 C /1 C (120 /- 2- F) and is then runcontinuously for 6 to 170 hours asagreed upon between purchaser andseller prior to the start of the test. Itis required that the temperaturewithin the exposure zone bechecked twice a day only on regularbusiness days when the chambermay be periodically opened for“short” durations (preferably lessthan 5 min) to work with test piecesand/or replenish solution.Another variation from the standard salt spray (fog) test is in themandatory verification for consistency of test exposure conditions. InASTM B using “Nickel Mass LossCoupons” rather than steel (as usedin the B117 Practice, Section X3[non-mandatory]).TheB368Standard uses corrosion test chamber apparatus that meets the requirements for the ASTM B117 Standardand will withstand the increased temperature and stronger electrolytesolution used for this test.ASTM G85— Standard Practicefor Modified Salt Spray (Fog)TestingFive variations of this standard havebeen developed to accommodate itsuse to different purposes. The variation that is used by interested partiesin any situation must be agreed uponprior to the start of testing. Followingare brief explanations of each of thefive individual test variations:Annex 1—Acetic-Salt Spray (Fog)TestingThe Acetic Acid-Salt Spray (Fog)Test is used to test ferrous and nonferrous metals and inorganic andorganic coatings for resistance toadditional and more corrosive environments than the ASTM B117Standard. This test is designed as acontinuous exposure test withoutinterruptions. It uses a 5 1 part bymass solution of sodium chloride in95 parts of ASTM D1193 Type IVwater. The pH of the solution isadjusted with the addition of glacialacetic acid to be within the range of3.1 to 3.3. This solution is thenatomized into the exposure zone tocreate a fog that has a condensatecollection rate of 1.0 to2.0 ml/hr per80 m2 of horizontal collection areawhile the temperature of the exposure zone is being held at a constant35 /- 2 C (95 /- 3 F). This variation is particularly useful inresearch when evaluating the effectof altering the parameters of anelectroplating process or evaluatingthe quality of the process on decorative chromium plating. It is used primarily for steel and zinc die-castingsubstrates. It should be noted byusers that even though this test isutilized as a more severe alternativeto the ASTM B117 Salt Spray (Fog)test, the type of actual corrosionproduced is not necessarily of a“like-kind” to that resulting fromthe B117 test on the same test specimen material.Annex 2—Cyclic Acidified Salt FogTestFor this variation the pH of the testsolution is adjusted to a range of 2.8to 3.0, the exposure zone temperature is raised to 49 C (120 F), andthe humidifying tower temperatureis raised to 57 C (135 F); however,the most significant change is thewet and dry cyclic nature of the test.This change in the test requires thatthe test chamber be equipped withapparatus to produce differingatmospheres for the various steps inthe test cycle and timing apparatusthat will cause the atmosphere within the chamber to vary as follows.Every 6 hours, the test pieces will beexposed to 3/4 of an hour spray ofatomized salt solution, then a 2-hrdry period, during which the chamber is purged of humidity. The finalcycle is 1 ¾ hours of high humidityas described by the temperature andcollection rates specified. Addingthe cycles to this test increases itseffectiveness if evaluating how products perform in a continuouslychanging environment.Annex 3—Acidified Synthetic SeaWater (Fog) TestThe addition of 42 g of synthetic seasalt and 10 ml of glacial acetic acidper liter of solution, in this variawww.metalfinishing.com
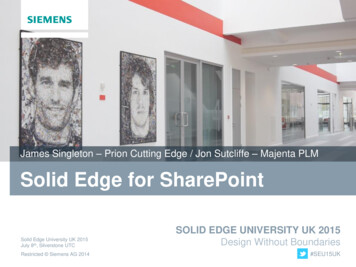
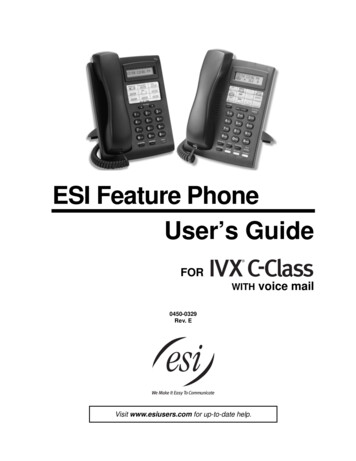
Feature Focus Singleton N-D 2012-RT:Metal Multi Template USE THIS.qxd 1/10/2013 3:02 PM Page 6featurefocustion, is to increase its usefulness forproduction control of exfoliationresistant heat treatments used inproducing 2000, 5000, and 7000series aluminum alloys. The pH isadjusted into the range 2.8 to 3.0and the test is performed at a temperature of 49 C (120 F). Whenusing this variation to test organiccoatings on metallic substrates thetest is performed at a pre-selectedtemperature in the range 24 to 35 C(75–95 F). The collection rate specification for fog cycles of this test isunchanged from the B117 Standardat 1 to 2 ml/hr of operation; however, 2-hr cycles are used throughoutthe test period. Because of the cyclicnature of this test, prior to startingthe test a separate 16-hour salt fogtest is necessary to establish and verify proper condensate collectionrates. The test chamber must beequipped with apparatus and controls that will cycle the exposurezone repeatedly through a ½ -hrspray step then 1 ½ hours of soaktime at 98% relative humidity (seeFig. 5).Annex 4—Salt/SO2 Spray (Fog)TestIn this test either a sodium chlorideor synthetic sea salt solution can beused. The determination of whichwill be used is dependent on theproduct being tested and therequirements of the interested parties. A primary difference in this testprocedure is the addition of sulfurdioxide (SO2) to the exposure zoneusing a predetermined cycle. Therequirement of the ASTM G85,Annex 4 standard is that all thecycles during the test period be equalin length. Introducing SO2 into theexposure zone on a periodic basisrequires additional apparatus. Thechamber can be equipped with adevice that will disburse the SO2evenly throughout the chamberwithout directly impinging on anytest pieces. The SO2 supply sourceattached to the chamber must have aregulator, flow meter, and timer toallow for accurate introduction ofSO2 in accordance with any set cycle.www.metalfinishing.comIt is imperative to address all safetyissues: equipment, personnel, apparatus, and procedures prior to testing with SO2, since it is a very hazardous highly toxic gas. Note thatthe primary changes to the chamberare to allow for the correct introduction of the SO2. All parts of thechamber that come into contactwith the SO2 must be made of materials that are inert to SO2 gas.Annex 5—Dilute Electrolyte CyclicFog/Dry TestFor this test the electrolyte solutioncontains 0.05% sodium chloride and0.35% ammonium sulfate in 0.60%by mass of ASTM D1193 Type IVwater. This solution is much moredilute than the standard salt spray(fog) test and is run using 2-hr cycletimes comprised of 1-hr fog at ambient 24 C 3 C and relative humidity below 75%, followed by 1-hr dryoff at 35 C. That is, the test piecesare exposed to 1 hour of spray fog atcontrolled “room” temperature,then 1 hour dry-off time at 35 C(95 F). The collected condensateshall have a pH within the range of5.0 to 5.4. Because of the cyclicnature of this test, a separate 16-hrsalt fog test is necessary to establishand verify proper condensate collection rates prior to starting the cyclictest. Because of the differences inhumidity in this test method andthe cyclic nature of the test, thechamber will need to have a separateair line and valve to allow the atomizing air to bypass the humidifyingtower and timing apparatus to control the cycle times, temperaturechanges, spray, and airflow. This testis a modification of the British Rail“Prohesion” test developed in the1960s for the industrial maintenance coatings industry. This test isbest suited for the testing of paintson steel.ASTM G87—Conducting MoistSO2 TestsThe ASTM G87 standard is an adaptation of the sulfur dioxide testsused in Europe and is particularlyeffective in producing easily visiblecorrosion on metals as would beFig. 6. Custom-sized, computer-controlled corrosion test chamber for cyclic testing.observed in an industrial or marineenvironment. This test requires 2 0.2 L (122 in3 12 in3) Type IVwater in the bottom of the test chamber and does not use a fogging apparatus. The apparatus used to generate the necessary humidity is thesame used in the ASTM D2247 test.The gas introduction apparatus isthe same as used in the ASTM G85Annex 4 test. Once the test pieces areplaced in the chamber 0.2, 1, or 2 L(12, 61, or 122 in3 12 in3) of sulfurdioxide (SO2) with a purity of 99.9%(liquid phase) is introduced. Thenthe temperature of the chamber israised to 40 C (104 5.4 F) in 1 ½hours and remains at this level forthe duration of the test cycle. Onetest cycle is 24 hours. A test can berun for as many cycles as are agreedupon between the purchaser and seller; however, the SO2 and water mustbe changed for each 24-hr cycle.The 24-hr test cycles are executedin one of the following ways: 1.Continuous — change of water andSO2 with as little disturbance as possible 2. Alternating Exposure — 8-hrexposure; drying in ambient for 16hours with 20–30 C (68–86 F) and75% relative humidity The variationsdiffering from the B117 practice arethat for this test method all testpieces be placed on the same horizontal plane and all test pieces in agiven test run be of similar reactivity.NOTE: While adding corrosive gasesmay expedite degradation of the protective properties of the coating onthe steel substrate, the purpose ofthe test must be kept in mind. Thisgas introduction may be acceptablewhen testing materials used in anenvironment that may include similar acids, such as roofing materials,that could be exposed to acid rain.November/December 2012 I metalfinishing I 17
Feature Focus Singleton N-D 2012-RT:Metal Multi Template USE THIS.qxd 1/10/2013 3:02 PM Page 7featurefocusEQUIPMENTWith continued developments inaccelerated corrosion testing, basicchanges and improvements havebeen made to the equipment. Thebasic requirements for acceleratedcorrosion testing equipment are listed on Table II under the ASTM B117Standard. The adjustments requiredfor each variation on the acceleratedcorrosion-testing model are thenlisted next to the appropriate ASTMstandard. Typical applications arelisted in Table III. Along with thebasic operating requirements,improvements have been made inthe materials used in the construction of the chambers, the hardwareand software controls, and datarecordingcapabilities.18 I metalfinishing I November/December 2012Programmable logic controller(PLC) systems provide for increasingly sophisticated data acquisition,manipulation, and display (see Fig.6). As a result, both test chamberswith manually entered settings forautomatic operation, and test chambers with increasingly sophisticatedprogrammable controls for automatic temperature changes; varyinglevels of controlled humidity; automatic changes for different environmental atmosphere cycles; and automatic data logging/accumulation,record keeping, and output withgraphic data display, are availablethrough a variety of suppliers. Thesecomprehensive capabilities alloweach laboratory to find acceleratedcorrosion testing equipment thatmeets their specific needs.TEST PIECE PREPARATION/CLEANINGIn order for any of the above accelerated corrosion tests to obtain comparable results, all test pieces muststart the test in a similar conditionwithout contaminants present onthe surface of interest. The ASTMtest standards discussed above indicate reference standards to be usedfor the preparation and cleaning oftest pieces. Particular attentionmust be paid to the wide variety ofmaterials being cleaned and recognition of differing specialized materialand coating operations. ASTM teststandards state that the cleaningmethod is to be dependent on theproduct being cleaned and thenrefer to ASTM D609 StandardPractice for Preparation of ColdRolled Steel Panels for Testing Paint,Varnish, Conversion Coatings andRelated Coating Products whererequired. This standard describesfive cleaning and preparation methods. The preparation methodsdescribedare: ProcedureA—Conversion Coating; Procedure B—Vapor Degreasing; Procedure C—Solvent Brushing; Procedure D—Solvent Wiping; and Procedure E—Alkaline Cleaning. Procedure A(Conversion Coating) addresses theissue of ensuring that the test piecebe protected from rusting betweenthe manufacturing process and thecorrosion test. Procedure B (VaporDegreasing) exposes the test piecesto solvent vapors within controlledconditions to remove contaminants.This procedure is currently discouraged for environmental reasons.Procedures C (Solv
Appendix of the ASTM B117 test standard and incorporate "Mass Loss" Corrosion Coupons described in that section. A similar variation of this Mass Loss Corrosion Coupon procedure is described in Paragraph 8.7 of ASTM B368, using nickel coupons for the "CASS" test. CRITERIA FOR CYCLIC TESTS The American Iron and Steel Institute, in .