Transcription
U. S. FOREST SERVICERESEARCHFPL 80PAPEROCTOBER1967EFFECT OF FIRE-RETARDANTAND OTHER INORGANIC SALTSON PYROLYSIS PRODUCTSOF PONDERSOA PINEAT 250 AND 350 C.UNITED STATESD EPARTMENTOFFOREST SERVICEF OREST P RODUCTS L ABORATORYMADISON, WISCONSINA GRICULTURE
SUMMARYBasic information was obtained on the pyrolysis reaction and products formedwhen wood treated with fire-retardant and other salts was pyrolyzed at 250 and350 C. This information will be useful in the systematic evaluation and selectionof improved fire-retardant treatments for wood.Fourteen inorganic chemicals were used to treat wood shaving samples,which were then pyrolyzed in vacuum at 250 and 350 C. The pyrolysisproducts of untreated wood and chemically treated wood were separated intofour fractions by vacuum distillation. The fractions were: a char residue,low vapor pressure tars, water, and “noncondensable” gases. The flammabilityof wood is normally associated with the volatile tar fraction.When treated and untreated wood were pyrolyzed at 350 C., the chemicalsincreased the yield of the char, water, and gas fractions at the expense of theflammable tar fraction. This effect was greater for chemicals that are usuallyconsidered to be fire-retardant than for non-fire-retardant chemicals. Also,at a pyrolysis temperature of 350 C., very small amounts of chemical (on theorder of 1 percent of the treated sample weight) markedly affected pyrolysis,increasing yields of char, water, and gases, and decreasing tars.When treated wood was pyrolyzed at 250 C., most chemicals reduced thetar and char fractions of the pyrolysis products and increased the water fraction.An important exception was diammonium phosphate, which produced a higherproportion of tars in the pyrolysis products than was observed for untreatedwood. The relation of these data to the fire-retardant characteristics ofdiammonium phosphate may be explained on the basis of the low temperatureat which the tars were released (250 C.), and the fact that the tars were dilutedwith a relatively large amount of water vapor. Thus the result was a non flammable composition.In general, small concentrations of the various chemicals were less effectiveat 250 C. than at 350 C. in altering the composition of the pyrolysis products.
EFFECT OF FIRE-RETARDANTAND OTHER INORGANIC SALTSON PYROLYSIS PRODUCTSOF PONDEROSA PINEAT 250 and 350 C.By JOHN J. BRENDEN, Research Chemical EngineerFORESTPRODUCTSFORESTLABORATORY1SERVICEU. S. DEPARTMENT OF AGRICULTUREINTRODUCTIONWhen a piece of wood is progressively heated,a temperature is reached where the wood structurebegins to decompose. Reactions occur in thecellulose, hemicellulose, and lignin which producetrue gases, mists of liquids dispersed in thegaseous phase, solid particles that are also dispersed,a carbon-rich solid residue known2as charcoal (3). This thermal decomposition ofthe wood is termed “pyrolysis” and the substancesthat result are termed “pyrolysis products.”When oxygen is present and the temperatures aresufficiently high to bring about ignition, thevolatile pyrolysis products burn in flaming combustion and the char burns in glowing combustion.Therefore, in studying fire performance of woodand its modification by fire-retardant chemicals,it is desirable that infarmation be obtained on theprincipal products of the pyrolysis of wood andhow these are modified by chemical treatments.This basic approach to the relation between woodand fire may lend itself more readily tosearchesfornew fire retardants for wood thanbeing used.empirical fire test methodsIn previous work (4, 10), salt treatments provided a variety of effects on the volatilizationof wood in pyrolysis over a temperature range of150 to 400 C. At 250 C. certain salts greatlypromoted volatilization as compared tountreated wood; at 350 C., some of these samesalts decreased volatilization. However, therewere also salts that had little influence on thevolatilizations at either 250 or 350 C., and othersthat decrease volatilization at only the high temperature.At 350 C. it was also found (1) that the pyrolysisproducts, if quickly withdrawn from the pyrolysiszone, could be separated by vacuum distillationinto four fractions: char residue, low vaporpressure tar, water, and “noncondensable” gases.Most salts tended to increase the proportions1 Maintained at Madison, Wis., in cooperation with the University of Wisconsin.2Underlined numbers in parentheses refer to Literature Cited at the end of thisreport.
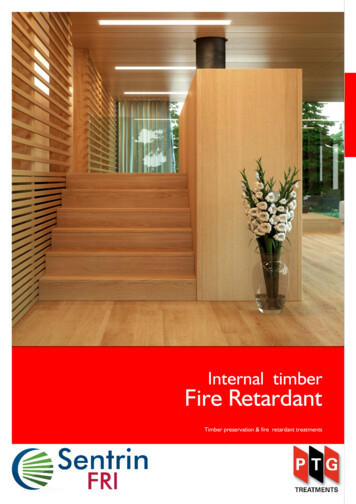
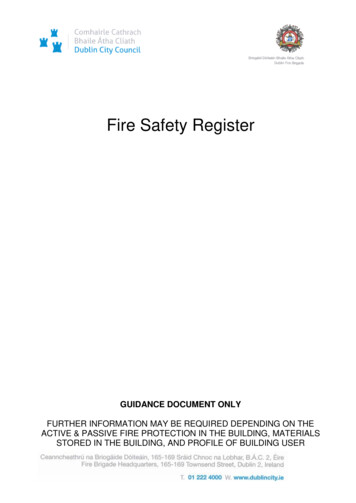
of the char and water fractions and decrease theproportion of the tar fraction at this temperatureas compared to untreated wood. The reductionin the tar fraction was greater for salts that areusually considered to be fire retardant than fornon-fire-retardant salts. As the flammability ofwood and cellulose is associated with theportion of the pyrolysis products, the possibilityarises that the fire-retardant chemicals areeffective because they reduce the quantity of tarproduced during thermal decomposition. Becausethis work was limited to one temperature and toeight inorganic salts, it seemed desirable tostudy at least one additional (lower) temperatureand several additional salts.Finally, it was hoped that further study wouldclear up a point concerning the previous work.This point was the effect of the concentration ofa given chemical on the weight distribution of thepyrolysis products. In somewhen wood wasimpregnated with solutions containing as littleas 1 percent of a chemical, the tar fraction ofpyrolysis products was lowered to about half ofthe value observed for untreated wood. The retention of chemical necessary to reduce the tarfraction was much lower, in most cases, thanthe retention needed to make wood “fire retardant”tests. Pyrolyzingaccording to manyimpregnated wooda temperature near the“threshold temperature” (where thermal decomposition begins) might shed some light on theinterpretation of these observations.One practical implication of the previous resultsis that, when the chemical mechanism of cellulosepyrolysis is studied, “purity” of the samples(or freedom from inorganic contaminants) is ofprime importance. Indeed, some authors (2)have pointed out that present ideas about thedecomposition of cellulose may be in errorbecause the effects of minor impurities (ash).water-soaked block to reduceon theknife.The thin dimension of the shavings helpseliminatetemperaturegradients.Thisisdesirable because the decomposition reactionsof wood are highly temperature-dependent and,if a temperature gradient existed in the sample,the pyrolysis products would be a mixture ofcomponents associated with each point on thegradient. Thus it is hoped that these samplesapproximateidealized case of a wood slabwhose temperature is raised in a step-wisefashion from ambient temperature to the pyrolysistemperature (either 250 350 C.).The sample geometry is also important becauseit aids in the uniform distribution of treatmentsalts throughout the specimen cross section.Furthermore, it is desirable to duplicate the typeof specimen used in the previous work fromwhich this study follows (1).Selection of Treating ChemicalsPrevious work by Browne and Tang (4) showedthat many inorganic salts may be separated intofour groups or classes according to their effecton the thermogravimetric analysis (TGA) curvesof wood (shown in fig. 1) as follows:Group I--Reduce volatilization at 350 C. without increasing volatilization at 250 Group II--Reduce volatilization at 350 C. butincrease volatilization at 250 C.Group III--Exert little effect on TGA volatilization either at 250 or 350 C.Group IV-- Reduce TGA volatilization at 350 C.little, but increase volatilization at 250 Therefore for this study, two chemicals werechosen to represent eachthese four groups.addition, several chemicals were chosenbecause they are components of commercialpreparations used in the manufacture of fireretardant-treated wood. In all, 14 chemicals wereselected for use in the treatment of wood shavingspecimens. They were:Diammonium phosphate, sodium chloride. trisodium phosphate, ammonium chloride, potassiumcalcium chloride, sodium tetraborate,potassium bromide,ammonium polyphosphate11-37-0 (supplied by the Tennessee ValleyAuthority),zinc chloride, ammonium sulfate,ammonium sulfamate, boric acid, and phosphoricacid.EXPERIMENTAL PROCEDUREDescription of TestSpecimensThe wood samples used inwork were0.005-inch-thick ponderosa pine shavings whosesurface measurements were approximately5 inches. The first samples were cut froma dry wood block with a microtome knife, butto use athen later the technique was2
treated and salt-treated ( t a k e n from r e f .10).analysisMof131wood8152. The dessicators were then opened to theatmosphere for 30 minutes.3. Steps 1 and 2 were repeated three times.After completion of pressure-vacuum impregnation, the specimens were wiped free of surplustreatment solution prior to drying.Untreated wood samples were also preparedby a similar procedure but using distilled waterinstead of salt solution.To determine the amount of material transferred to the wood from the treatment solution,the specimens wereweighed beforeand after impregnation. For both weighings, thesamples were brought to moisture equilibriumat 80 F. and 30 percent relative humidity. Whenthe added material is expressed as a percentageof the treated and conditioned sample weight, thisfigure is termed the “treatment level” of theshould be noted that the “treatmentsamples.level” merely expresses the gain in weight of thetreated specimens without reference to the composition ofimpregnated salt.Treatment of SpecimensPrevious work with the vacuum pyrolysis ofwood at 350 C. (1) showed that, as the concentration of impregnated salt decreases, the proportions of the various fractions of volatileproducts tend to approachvalues associatedwood. For comparison with thatwithprevious work, the salts for this study wereimpregnated into the shaving samples in threewater solution concentrations each: 15, 5, and1 percent by weight.To do this, batches ofsamples each wereplaced in 4-liter dessicators to which a solutionof either 15, 5, or 1 percent by weight of salt wasthen added. The salt solution was impregnatedinto the wood using the following pressure-vacuumprocedure:1. The atmospheric pressure above the solutioncontaining the samples was reduced to about2 inches of mercury for 30 minutes. This removedsome of the entrained air from the wood3
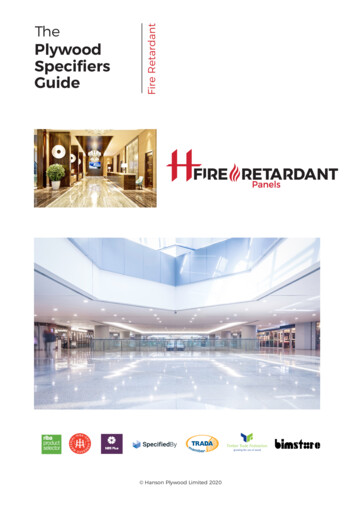
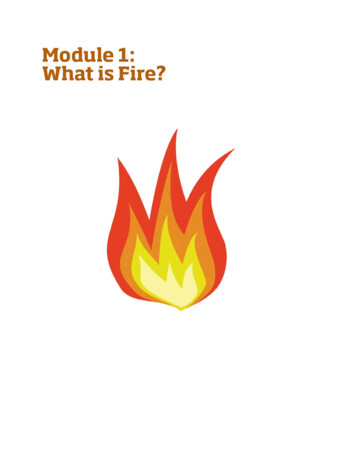
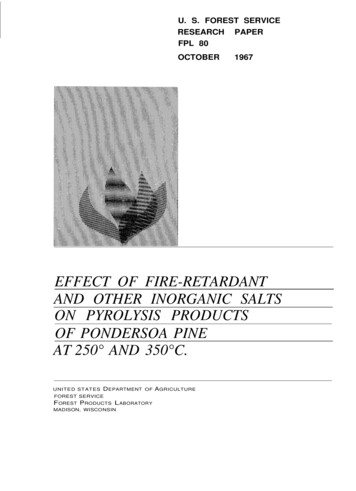
perature control system for the furnace. Thefurnace itself has three sections, each of whichis heated by its own resistance coil. The cantrolled power from therecorder-controller(fig. 3, left) is applied to each coil accordingto the setting on a variac between the controllerand the coil, figureThe variacs are shownat the bottom of the control panel in figureBy using a cutout switch, it was possible toset the controller output power manually whilethe temperature at each section of the furnacewas read on the recorder. In this way, thevariacs were adjusted so that, when the centersection of the furnace was controlled at either250 or 350 C., the variation in temperaturealong the horizontal furnace axis was about 2 C. The furnace was mounted on a wheeledcarriage which moved on rails so that it couldbe pulled up to,moved away from,combustion tube with ease.Stopcocks M, K, and F (fig. 2) allowed variousportions of the vacuum manifold toevacuatedor opened to the atmosphere through the stopcock E. Stopcock J wasto a McLeodgage which showed the system pressure. ColdIn calculating the treatment level of the treatedspecimens, it was assumed that about 1.5 percentof the untreated weight of the conditioned shavingswas dissolved as water extractives by the treatment solution However, for the specimensprepared with shavingsfrom the water-soakedblocks, no corrections were made for removal ofwater extractives during the second solutiontreatment.Description of ExperimentalEquipmentThe experimental equipment used to pyrolyzethe wood shaving specimens in vacuum is shownin figures 2, 3, and 4. A vacuum is necessary todraw off the pyrolysis products from the hotpyrolysis zone before they react among themselves. The vacuum is also necessary in theroom-temperature distillation whichseparatesthe products of pyrolysis.Figure 2 shows a schematic diagram of theglassware used to collect and separate thepyrolysis products, while figure 3 shows thea typical run.equipment in operationFigure 4 is a simplified drawing of the tem-Figure2.--Schematicdrawingofequipmentof wood. The furnace covers the .L.M.N.FPL 80forcollectingpyrolysisproductstube as it would during theWood shaving sampIePyrolysistubeConnectionbetweentar trap and combustionTar trapVent to atmosphereStopcockWater trapConnectionforobtainingvolatilesamplesOutlet to McLeod pressure gageStopcockProtective cold trap for vacuum pumpStopcockOutlet to vacuum pump4tubesealedwithO-ringM 121 450
Figure3.--ControIler,for colIectingtheto cover and usedpyrolysis productsof wood.The f u r n a c eisin positiont h e combustion tubeasin the pyrolysis s t e p of a typicalM471temperature. Stopcock H was kept closed as nogas samples wereThen:1. The thin wood shaving specimen was placedon a wire holder in the combustion tube andthe tar trap D was used to connect the combustiontube to the vacuum manifold. The shavingpositioned in the tube at A so that it would be incenter (control) section of the furnace.The furnace control system was set at either250 or 350 2.the stopcock E closed but with stopcocks M, K, and F open,system pressurewas reduced by a mechanical vacuum pump,connected at N, to a point where it was less than10 microns (less than 0.010 mm. of3. A Dewar flask containing liquid nitrogen(-196 C.) was placed around the tar trap D.The furnace was then drawn over the combustiontube long enough to assure complete pyrolysis ofthe specimen (usually 2 hours was allowed).During this pyrolysis, the system pressure wasmicrons so that the pyrolysiskept at aboutproducts were quickly withdrawn from the hottrap L was kept at -196 C. with liquid nitrogenat all times when the vacuum pump, connectedat N (and shown in the right foreground infigure 3), was running. This was done to protectthe pump oil from contamination. H was aportthrough which volatile samples could be removedfrom the system, although it was not used duringany of the work described in this report.“tar trap,” was sealedThe trap D, calledto the combustion tube B with a rubber O-ringat C. The trap G is known as the “water trap.”Traps G and D, which were used to collectcertain products of the pyrolysis carried on inthe combustion tube B are shown in detail infigure 5.ProcedureIn the procedurepyrolysis of the woodspecimen and subsequent vacuum distillationof the pyrolysis products, first the furnace wascombustionmoved to its remote position sotube B (fig.2) was uncovered and at room5
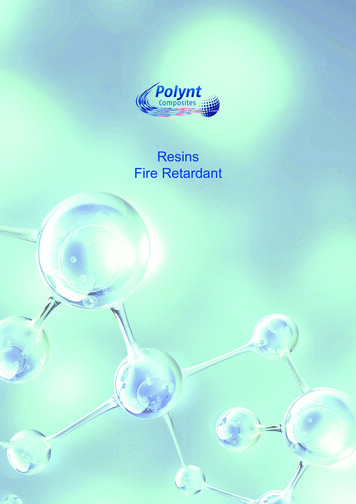
FigureandG.Figure4.--Simplifiedtemperature controldrawingsystem.ofM5.--Traps usedtowaterfractions:Tar trapWater trapcollectthetarM 125 472vapor-pressure products (tar) were left in therelatively higher vaportar trap, whilepressure components were distilled to the watertrap. Usually about 1/2 hour was allowed forthis vacuum distillation step.6. The Dewar flask containing thewas then removed from the water trap G and,simultaneously, the stopcock E was opened to theatmosphere. The water trap was allowed to cometo room temperature in order that carbon dioxidemight vaporize. About 1/2 hour was allowed forthe water trap to come to room temperatureequilibriumUsing this procedure the products of the vacuumpyrolysis of wood were separated intofractions: first, the char fraction which remainsin the combustion tube; second, the relativelyhigh-boiling residue (termed “tar”) left intar trap; third, the relatively low-boiling products(mostly water) left inwater trap; and fourth,the gases which have not been condensed in anyof the traps.In general. three replications were performedfor each concentration of each salt at both temperatures of 250 and 350 C. However, the workwas simplified because the first eight of the listedsalts had been run previously at three concentrationsusing a pyrolysis temperature of350 C. (1).furnace125 474furnace and cooled in the tar trap D.4. The stopcocks K and J were then closed.This sealed off part of the manifold includingthe tar trap, water trap, and combustion tubecontaining the charred sample. Stopcock J mustbe closed because the rubber tubing used toconnect the McLeod gage to the vacuum manifoldwas permeable to carbon dioxide from theatmosphere.5. Next, the Dewar flask containing liquidnitrogen was lowered from around the “tartrap” D and raised to cover the “water trap”G. The tar trap was allowed to came to roomUnder these conditions, all thepyrolysis products whose vapor pressure ismicrons at room temperaturegreater thanvaporize in the tar trap and are condensed inthe water trap. Thus, all of the relatively low6
assumption results in negative values beingobtained for the weights of some of the fractionsobtained from salt-treated wood.Method of Calculationof Pyrolysis ProductsWhen the above procedure is used to pyrolyzetreated wood and collect the pyrolysis products,the material contained in each fraction can beconsidered as coming from two distinct sources:the wood itself and the treatment salt containedin the specimen. The methods of calculation involve first determining the amount of eachfraction based on the treated sample weight,then deducting the portion of each fraction thatis due to the treatment salt, so that resultscan be expressed on a salt-free wood basis.The salt-free wood basis facilitates comparisonof the effect of the various treatment chemicals.To begin, the weight of each fraction from asample of treated wood was determined by directweighing. The char fraction was obtained byweighing the wood specimen before and aftera run. Tar and water fractions were obtainedby weighing the appropriate traps before andafter the pyrolysis procedure described above.Using the weights of the fractions thus obtained,the results of each pyrolysis were expressedas a percentage of the treated and conditionedbut unpyrolyzed specimen weight.To obtain the portion of each fraction contributed by the treatment salt, inert alundum diskswere soaked in saturated solutions of the variouschemicals and pyrolyzed according to the aboveprocedure. The disks were conditioned at 80 F.and 30 percent relative humidity and weighedbefore and after soaking so that the weight ofabsorbed chemical could be determined. Fromthe weight of treatment salt in each fraction,along with the previously calculated "treatmentlevel" of the samples, it was possible to determinethe amount of chemical in each fraction. Theweight of material from the treatment salt wasthen deducted from the total weight of eachfraction to give the weight of that fraction dueto wood alone (on a salt-free wood basis).In these methods of calculation two importantassumptions are involved. The first is thatthe inert alundum disks take up material ofthe same composition from the saturated saltsolutions as does wood from the treatmentsolutions. This is probably a pretty good assumption. A second assumption is that the pyrolysisof treatment chemical to endproducts is identical,whether the chemical is absorbed on an alundumdisk or on wood. In some cases, this lastRESULTSThe results of pyrolyzing wood shaving samplesaccording to the previously described procedureare given in tables 1 and 2. The data found inthese tables are the arithmetic mean of threedeterminations for each treatment level of eachsalt. The results are expressed on a salt-freewood basis using the data given in table 3 forthe pyrolysis products from the inorganic salts.Data for sodium tetraborate, calcium chloride,diammonium phosphate, ammoniumchloride,sodium chloride, potassium bromide, trisodiumphosphate, and potassium carbonate pyrolyzedat 350 C. are taken from reference 1.DISCUSSIONCharFractionAt 350 C.--Considering the effect of theinorganic salts on the char fraction (nonvolatileresidue) is equivalent to examining the effectof the salts on the total volatilization of wood.The results in table 1 indicate that, at a pyrolysistemperature of 350 C., all of the salts tendedto increase the yield of char (decrease theamount of volatilization) in comparison to untreated wood. Some chemicals, however, did thisto a greater extent than others. Notable arecalcium chloride, ammonium polyphosphate, zincchloride,ammonium sulfate, boric acid,ammonium sulfamate, and phosphoric acid; forthese chemicals the yield of char was greaterthan 50 percent of the pyrolysis products at350" C. This compares to a char yield of20 percent or untreated wood. The two saltsto be the leastthat are usuallyfire retardant when applied to wood, sodiumchloride and potassium bromide, gave the lowestyield of char among the chemicals used, exceptfor ammonium chloride,The effect of the concentration of chemicalin the wood shaving is also interesting in relationto the yield of char in the pyrolysis products,In most cases, decreasing the amount of chemicalpresent in proportion to wood tended to decreasethe amount of char formed toward the amountassociated with untreated wood. Again, the salts7
Table11.--Major products of 350 C. pyrolysistreatedwithinorganicsaltsCannot be determined from g a i n i n weight data.FPL 808ofponderosapineshavings
Table2.--Major products of 250 C. pyrolysistreatedwithinorganicsalts1Cannot be determined from g a i n i n weight data,9ofponderosapineshavings
T a b l e 3.--Major p r o d u c t s o f p y r o l y s i s o fand 350 C.FPL 8010i n o r g a n i c s a l t s a t 250 C.
that are usually considered to be fire retardantwhen applied to wood showed the largest degreeof sensitivity to concentration of the treatingchemical, as measured by the yield of char.These include ammonium polyphosphate, zincchloride,ammoniumsulfate,boric acid,ammonium sulfamate, and phosphoric acid.Calcium chloride also showed a large dependenceon concentration for char yield, although it isnot usually considered as a fire-retardant saltin the commercial sense.Relatively small amounts of some salts wereneeded to increase the yield of char over untreated wood when the shaving samples werepyrolyzed at 350 C. Thus, a treatment levelof as little as 1 percent or less of these saltsproduced a char yield of 35-40 percent ascompared to 20 percent for untreated wood.Indeed, in some cases the yield of char wasmarkedly increased by an amount of treatmentsalt too small to be measured from the gain inweight of the samples after treatment with thesalt solution.early stages of pyrolysis (at low temperatures).Two factors probably tend to cancel out thepossible flammability of increased volatiles atlow temperatures for the fire-retardant salts:(1) the pyrolysis temperature is below the ignitiontemperature of the volatiles, and (2) the volatilesare not very rich in flammable tars.The effect of the concentration of treatmentsalt on the char yield was not as easy to determinefor pyrolysis at 250 C. as it was at 350 C. Formost of the chemicals whose char yield is withina few percent of the value associated with untreated wood, the effect of the treatment levelwas not great.Of the five chemicals which decreased theproportion of char in the pyrolysis productsat 250 C., diammonium phosphate, zinc chloride,and phosphoric acid exhibited the expected behavior: as the treatment level was reduced, thechar yield moved toward the value determinedfor untreated wood, For diammonium sulfate andammonium sulfamate the trend of concentrationeffects was not clear. As at 350 some of thesalts produced marked effects on the char fractionof wood pyrolyzed at 250 C. eventhoughthe saltswere used in very low concentrations. Notablein this respect were diammonium sulfate,ammonium sulfamate, and phosphoric acid.At 250 C.--When the wood shaving sampleswere pyrolyzed at 250 C. in vacuum, the effectof the inorganic salts on the char fraction wasnot nearly as clearcut as at 350 C. Some saltstended to increase the yield of char, amongthem sodium tetraborate, calcium chloride, trisodium phosphate (in high concentrations) andammonium polyphosphate. However, the increasewas not great, possibly because only about10 percent of the wood was volatilized even foruntreated samples. At 250 C. other chemicalshad little effect on the char yield or possiblydecreased it slightly. These chemicals includeammonium chloride, sodium chloride, potassiumbromide, trisodium phosphate, boric acid, andpotassium carbonate (at low concentrations).Many of the chemicals that are usually considered to be fire retardant, however, actuallylowered the yield of the char fraction at 250 C.as compared to untreated wood. In effect, thesesalts increased the volatilization of treated woodas compared to untreated wood when both werepyrolyzed at 250 C. Chemicals which tended todecrease the char yield (increase the volatilization)werediammonium phosphate,zincchloride, d i a m m o n i u msulfate, ammoniumsulfamate, and phosphoric acid.It is rather surprising that these salts tendedto increase the volatilization of wood during theTarFractionAt 350 C.--When the wood shaving sampleswere pyrolyzed at 350 C. all the chemicalstended to reduce the yield of tars. Since thechar “burns” in place by glowing while thewater fraction and “gas” fraction are not combustible, it can be seen that the flammabilityof wood is associated with the tar fraction.Most authors who have studied the thermaldecomposition of wood and cellulose seem toagree that the flammability of the wood orcellulose is closely related to the formationof tar (6, 7, 8) and that the addition of chemicalsto these materials inhibits tar formation (8, 9).At 350 C., the least fire-retardant chemicals,sodium chloride and potassium bromide, producedthe highest tar yield, except for ammoniumchloride. The effect of ammonium chloride, whencompared to untreated wood, is difficult tointerpret because this salt sublimes at 335 C.Thus it appears that many chemicals are effectivefire retardants for wood through reduction of the11
tar component of the volatile pyrolysis productsof the wood.The most effective chemicals in reducing thesodium tetraborate,yield of tars at 350 C.diammonium phosphate (in high ate,ammonium p o l y p h o s p h a t e , zinc c h l o r i d e ,diammonium sulfate, boric acid, ammoniumsulfamate (in high concentrations), and phosphoricacid (in high concentrations).In some cases, negative values were reportedfor the tar fraction yield. This results from theassumption made in calculating the effect of thechemical treatments. The assumption was that thetreating chemical was distributed into the fourpyrolysis fractions in the same proportion whetherwood was present or not. Obviously the pyrolyticinteraction between wood and chemical was notthis straightforward because a higher proportionof chemical was deposited in the tar trap whenwood was not “mixed” with the chemical, resulting in negative tar yields. Negative tar yieldscould also be aggravated if the material collectedin the tar trap were extremely hygroscopic.The effect of chemical treatment level on taryield at a pyrolysis temperature of 350 C. iseasy to understand: as the treatment level isreduced, the tar yield is increased. This isreasonable because untreated wood has a taryield of about 55 percent at 350 C. and a reductionin treatment level causes the tar yield of treatedwood to increase toward the value associated withuntreatedwood,Sodiumtetraborateandammonium chloride, however, seem to show anoptimum treatment level for tar yield suppressionwith the lowest tar production being at the intermediate treatment level. More work is needed toconfirm this point. Also, very lowtreatment levelsproduced marked reduction in the yield of tars.Thus, an amount of chemical too small to measurefrom the gain in weight of the shaving specimensreduced the tar yield from about 55 percent of thepyrolysis products for untreated wood to about20 percent in some treated wood.trations), ammonium chloride, trisodium phosphate, potassium carbonate (in high concentrations), zinc chloride, diammonium sulfate, boricacid, ammonium sulfamate, and phosphoric acid(in high concentrations). As at 350 C., thenegative values observed for the tar fractionyield of some chemicals at 250 C. may beexplained either by the interaction of chemicaland wood or by the fact that the material measuredin the tar fraction obtained from pyrolysis of thechemical alone was quite hygroscopic.Anomalous behavior was noted for diammoniumphosphate: this salt tended to increase the tarfraction yield at 250 C. as compared to untreated wood. Since diammonium phosphate isusually considered to be a good fire retardantwhen applied to wood, it must be assumed thateither the total amount of the tar was dilutedwith the water vapor present in the pyrolysisproducts or that 250 C. was well below theignition point of the tars.The effect of the concentration of treatingchemical on the tar yield at 250 C. was difficultto estimate in many cases. For the most part,the amount of the tar fraction was so low thatonly minor differences appear as the treatmentlevel was varied. Thus for calcium chloride,ammonium chloride, sodium chloride, potassiumbromide, trisodium phosphate, potassium carbonate, and ammonium polyphosphate the trendof tar fraction yield as it is influenced by concentration is not clear. For potassium carbonate,zinc chloride, calcium chloride, boric acid, andphosphoric acid, however, small amounts ofchemical might actually increase the tar yield,but further work is needed to clarify this point.For sodium t
considered to be fire-retardant than for non-fire-retardant chemicals. Also, at a pyrolysis temperature of 350 C., very small amounts of chemical (on the order of 1 percent of the treated sample weight) markedly affected pyrolysis, increasing yields of char, water, and gases, and decreasing tars.