Transcription
“TAKING PRESSURE VESSELS FROM CRADLE TO GRAVE”SEMINARINSPECTIONOFPRESSURE VESSELSTOASME Section VIII Div. 1Manish WaghareABSG Consulting Inc.,SingaporeJanuary 28, 2011May 29, 20111
Presentation Outline What is Authorized Inspection? Overview of ASME Codes Code Stamps Inspection responsibilities: Manufacturer & AuthorizedInspector ASME Section VIII: Scope & organization Section VIII Division 1 Inspection requirements Question & Answers2
What is Authorized Inspection?ASMEABSG Consulting IncAUTHORIZED INSPECTION AGENCY- Develop Codes- Accreditation of AIAs- Issue Certificates of Authorization- Conducts Joint Review- Conducts Investigations-Writes Boiler & PV InsuranceEmploys & Designates InspectorsEmploys & Designates SupervisorsProvide Support for FieldActivities- Certify ASME Data ReportsJurisdiction- Adopts CodeUSHA-Enforces ASME CodeFunction as AIAConduct Joint ReviewsConduct InvestigationsFABRICATORS-Agreement with AIAQ.C. Program/ ManualCertificate of AuthorizationComply with CodeCertify ASME Data ReportsRegister Items with The National BoardNational Board- Commission Authorized Inspectors- Register Data Reports- Conduct Joint Reviews- Conduct Investigations- Issues The NBIC-“R” Stamp Program3
Hierarchy of Standards Laws and Regulations at the place of Installation(e.g. Minnesota, New York City, Quebec.) ASME - Boiler & Pressure Vessel CodeConstruction-CodeSection IPower BoilerSection IIINuclear PowerReference CodeSection IVHeating BoilerSection VIIISection XSection XIIPressure Vessel Fiber PlasticsASMEASME B31.1B31.1Power PipingPipingTransportTransport TanksTanks PowerASME B31.1Section IISection VSection IXPower PipingMaterialNDEWeldingSection VISection VIISection XIHeating BoilerPower BoilerNuclear Power"Inservice"-CodeStandards, RecommendationsANSIASTMAWSASMEASME B31.3B31.3ProcessProcess PipingPipingASNT National Board Inspection Code NBIC4
Brief History of ASME1911 –cASME set up the B&PV Committee – to formulate std rules forconstruction of boilers and pressure vessels1915 –first Code issued – ASME 1 – Power Boilers1923 –Heating Boilers – Section IV1924 –Materials – Section II1925 –Pressure Vessels – Section VIII Div 11941 –Welding & Brazing – Section IX1963 -Nuclear Codes – Section III1968 –Pressure Vessels – Section VIII Div 21971 -NDE – Section V1997 -Pressure Vessels – Section VIII Div 35
INTRODUCTION ASME establishes rules for new construction ofpressure vessels that will perform in a safe & reliablemanner. ASME also interprets these rules when questions ariseregarding their intent Code does not address all aspects and those notaddressed should not be considered prohibited. Code does not fully address tolerances. Code is not a design handbook, designer must useengineering judgement consistent with Code philosophywhich do not overrule mandatory requirements of theCode.6
ASME CODEEditions:Every 3 years new issuance (2004, 2007, 2010.)Addenda:Issuance every year.Replacement page format (coloured).Mandatory 6 months after issuance.Interpretations:Issued by ASME Code committees upon request.Not part of the Code.Code Cases:Formulated by the ASME Code Committee toclarify existing requirements or to provide rulesnot covered by the existing Code.Errata:Are mandatory immediatelyre-affirmed:referenced Codes & StandardsASME B16.5 - E20037
ASME Code Manufacturer- ASME Shop Approval is a prerequisite- QC-System according to the ASME Code- Audit by ASME, renewal every 3 years (U, U2)- valid Inspection-Service-Agreement between Manufacturerand an AIA- Authorized by ASME to use the Code Symbol Stamp(s).- Certificate of Authorization, validity 3 years (U, U2)8
ApprovalsASME shop approvals are not required for:¾Material Manufacturers (except Section III)¾Manufacturers of Welding Consumables (exceptSection III)¾Valve Manufacturers (except Section III and SafetyValves)¾Suppliers of Services (Design, Heat Treatment,Machining)¾Piping Manufacturers (except Section III)9
Procedure of ASME Authorization Obtain Application Forms from ication/Application Forms 2.cfm Submit Application Forms to ASME and remit Fees Purchase ASME Code Books Describe a QC-System according ASME Code Prepare a Demonstration Item Qualify Procedures and Personnel Pre-Joint Review by the Supervisor of AIA Joint Review (Audit) with ASME Designee, Inspector undSupervisor Issuance of Certificate and Stamp by ASME10
ASME and National Board StampsASME Boiler & Pressure Vessel CodeSection I - Steam BoilersSAEMPPV*steam boilers (master)assembly onlyelectric boilersminiature boilerspower piping (B31.1)safety valvesSection IV - Heating BoilersH*HHLWHV *cast iron heating boilerswrought steel heatig boilerspotable water heaterssafety valvesSection VIII Div. 1 - Pressure VesselsUUM *UV *UD *pressure vesselsminiature vesselssafety valvesrupture disk devicesSection VIII Div. 2 - Alternative RulesU2pressure vesselsSection VIII Div. 3U3UV3*High Pressure Vesselssafety valvesSection X - Fibre reinforced Plastic PressureVesselsRPpressure vesselsSection XII – Transport TanksNational Board Inspection CodeRVR*repair and alterationrepair of safety valvesTTV*TD*Transport tankssafety valvesrupture disk devices* Components not subject to Authorized Inspection, ASME Audit of the Manufacturer11
Responsibilities U-2, UG-90Manufacturer's Responsibilities- comply with all of the applicable requirements of the Code.- assure that all work done by others also complies.- have design calculation available.- assure that QC is performed.- assure that examinations are performed as required by the Code.- arrange Inspection and free access of the Inspector.12
Authorized Inspector Responsibilities U-2(e) To make all of the inspections specified by the rules of thisDivision Monitoring the quality control and the examinations madeby the Manufacturer. Make such other inspections as in his judgment are necessaryto permit him to certify that the vessel has been designed andconstructed in accordance with the requirements. Verifying that the applicable calculations have been made andare on file at Manufacturer’s plant at the time the DataReport is signed. Any questions concerning the calculations raised by theInspector must be resolved.13
ASME Code Key Wordsshallmandatory rulesmay notprohibitionmaycanrecommendations orexemptions from prohibitionsshouldrecommendations14
ASME CODE SEC VIIISection VIII Division 1 up to 3,000 psi (20 MPa) simple stress calculation formulas no stress analysis required widespread use for Pressure VesselsSection VIII Division 2 up to 10,000 psi (70 MPa) user specifies service conditions (user s design specification - UDS) UDS shall be certified by a Registered Professional Engineer (RPE) provisions for stress analysis, fatigue, creep, experimental analysis) reduced wall thickness larger extend of NDE higher design stress levels Registered Professional Engineer (RPE) shall certify Design ReportSection VIII Division 3 over 10,000 psi stress analysis is mandatory consideration of prestressed components extensive mandatory NDE small range of permitted material two RPEs are required15
ORGANIZATION OF SEC VIII DIV.1ForwordIntroduction:U-1, U-2, U-3, U-4Subsection A: UG – General RequirementsSubsection B: Methods of FabricationUW – welded pressure vesselsUF – forged pressure vesselsUB – brazed pressure vesselsSubsection C: Classes of Material - Special UHX-Carbon and Low Alloy SteelNon ferrous MaterialsHigh Alloy SteelCast IronCladding and LiningCast Ductile IronFerritic Steels with Heat TreatmentLayered ConstructionsLow Temperature ServiceShell and Tube Heat ExchangerMandatory and Nonmandatory AppendicesIndex16
ASME VIII Div. 1INSPECTION REQUIREMENTS17
Inspection and Tests - ManufacturerThe inspection and testing shall conform to thegeneral requirements in UG-90 & in addition, to thespecific requirements for Inspection and Tests givenin the applicable Parts of Subsections B and C. the drawings and design calculations for the vessel orpart [10-5 and 10-15(d)];18
Inspection and Tests - Manufacturer examination of all materials before fabrication to make certainthey have the required thickness, to detect defects [UG-93(d)],to make certain the materials are permitted by this Division (UG4), and that traceability (UG-77) to the material identification(UG-93) has been maintained identification for all material used in the fabrication of the vesselor part (UG-93); MTR’s for plates¾ correct Material¾ visual Inspection for cracks specifically for impact testedmaterial¾ Markings original/ transferred¾ securing Partial Data Reports [UG-120(c)]19
Inspection and Tests - Manufacturer documentation of impact tests when suchtests are required (UF-5, UCS-66, UHA-51,UHT-6, and ULT-5); concurrence of the Inspector prior to anybase metal repairs (UG-78 and UF-37); examination of the shell and head sections toconfirm they have been properly formed tothe specified shapes within the permissibletolerances (UG-79, UG-80, UG-81, UF-27,and UF-29);20
Forming Requirements21
Plate Forming22
23
Allowable Forming Code allows two types of forming:¾ Cold forming¾ Heating to shape Flat spots along the longitudinal joints mustbe avoided24
Cold Forming Bumping to form the head dish Spinning to form the knuckle portion25
Bumping26
Head Measurement27
Marking for Identification28
Head Spinning29
Flange End Cutting30
Hot Forming31
Forming Carbon SteelAdditional requirements when forming carbon steel:¾ Cold forming by blows is not permitted¾ Forming by blows may be permitted when steel is atforging temperature provided the blows do notobjectionably deform the plate and followed byPWHT¾ Cold forming by those other than the Manufacturerrequires a certification per UCS-7932
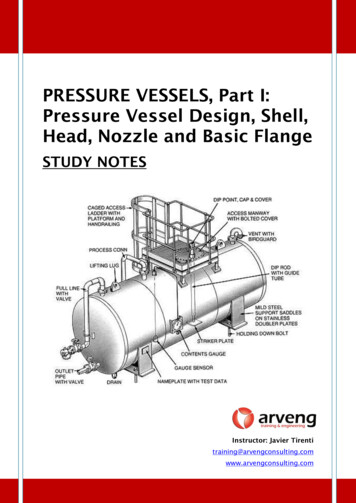
Heat Treatment UCS-79Requires material heat treatment when:¾ Resulting fiber elongation is more than 5% from the asrolled condition¾ P-1 group 1 & 2 materials may have fiber elongation asgreat as 40%, provided none of the following conditionsexist Vessel is for lethal services Material requires impact testing Material thickness exceeds 5/8” Reduction by cold forming from the as-rolled thicknessis more than 10% Temperature of the material during forming is 250 oF to900 oF33
UCS-79 – Fiber elongation34
Interpretation: VIII-1-95-50Subject: Section VIII, Division 1 (1992 Edition, 1993 Addenda); UCS-79(d)Date Issued: March 13, 1995Question (1):Reply (1):Question (2):Reply (2):A cold formed head has to be heattreated to fulfill the requirements of UCS-79(d)in Section VIII, Division 1. Does the term “heattreated subsequently” mean just after forming andprior to any other operation?No.If Reply (1) is no, then will PWHT in accordancewith UCS-56 satisfy the requirements of UCS-79(d)following welding of the head to the vessel?Yes.35
36
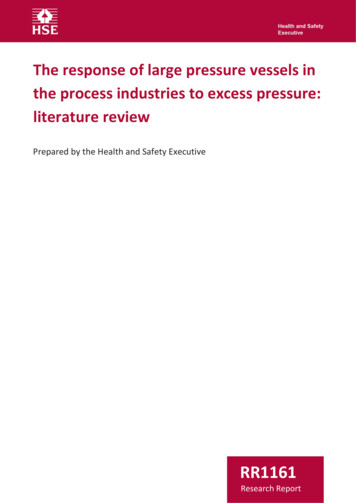
UG-80: Out-Of-Roundness Internal PressureMaximum ID - Minimum IDx 100% 1%Nominal IDDmaxDminDmaxDminDminDmax37
Out of Roundness – Internal Pressure38
Out of Roundness – Internal Pressure39
Out-of-RoundnessUG-80: External Pressure¾ Must meet requirements for internal pressure¾ Must meet requirements in Figure UG-80.1¾ Measurement shall be made from a segmentalcircular template, having the design inside oroutside radius and chord length equal to twice thearc length (Fig UG-29.2)40
External Pressure41
42
43
44
Inspection and Tests - Manufacturer qualification of the welding and/or brazing proceduresbefore they are used in fabrication [UG-84(h), UW28(b), and UB-31]; qualification of welders and welding operators andbrazers before using the welders or brazers inproduction work (UW-29, UW-48, UB-32, and UB43);Welding Processes Arc Welding processes¾ SMAW, GTAW, SAW, GMAW Stud Welding Electroslag Welding Electrogas Welding45
Permitted Welding Processes46
UW-28 Welding Procedures¾ Welding of pressure parts and of joining loadcarrying, nonpressure-bearing parts to pressureparts shall be qualified in accordance with ASMESection IX¾ Welding of nonpressure-bearing attachmentswith no load-carrying function to pressure partswelded manually, semi-automatically or machinewelded shall be qualified in accordance withASME Section IX.47
UW-28: Welding Procedures Welding of nonpressure bearing attachments,with no load-carrying function to pressureparts, welded using automatic welding requiresa procedure but qualification is not required48
Welder Qualification Welders must be qualified when weldingpressure parts or load-carrying, nonpressurebearing parts Welders may be qualified using productionwelds49
Inspection and Tests - Manufacturer examination of all parts prior to joining tomake certain they have been properly fittedfor welding or brazing and that the surfaces tobe joined have been cleaned and thealignment tolerances are maintained (UW-31,UW-32, UW-33, and UB-17);50
Alignment Requirements51
Butt Joint Definition: Per ASME Code IX, a joint aligned onthe same plane, not exceeding 30 degrees30o maximum52
Alignment ToleranceJoint Categories53
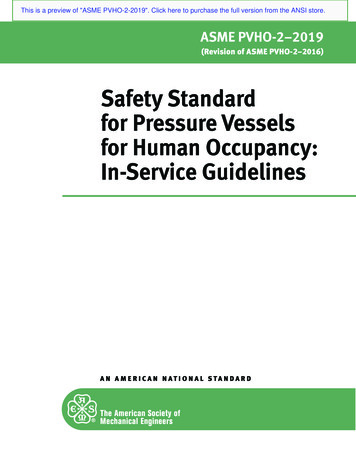
Unequal Thickness Butt joints of unequal thickness shall have atapered transition of not less than 3:1 whenthe difference in thickness varies more than1/4t (thinner plate) or 1/8”, whichever is less Taper may be machined or welded Weld metal build up shall be subject to therequirements of UW-42 3154
55
Inspection of Finished Welds56
Root Area57
Lack of Penetration Nozzle Weld58
Attachments Non-pressure retaining parts welded overpressure retaining welds must be notched orthe weld ground flush Pressure retaining parts welded over pressureretaining welds must be ground flush59
UG-82LUGS AND FITTING ATTACHMENTSAll lugs, brackets, saddle type nozzles, manhole frames,reinforcem
ASME B31.1ASME B31.1 Power PipingPower Piping Section IISection II MaterialMaterial Section VSection V NDENDE Section IXSection IX WeldingWelding "Inservice"-Code"Inservice"-Code Section VISection VI Heating BoilerHeating Boiler Section VIISection VII Power BoilerPower Boiler Section XISection XI Nuclear PowerNuclear Power Construction .