Transcription
A Review of The Benefits ofPWI/TFM for Weld InspectionCINDENDT in Canada Conference 2019
Table of Contents Historical Constraints of “Standard” FMC/TFMA Review of PWI/TFM and Associated Benefits Inspection Speed Sensitivity Multi-Modal Real Time Acquisition PWI/TFM Inspection ExamplesConclusionNDT in Canada 2019 June 18-20 Edmonton, Alberta
Next Generation Ultrasonic InspectionHistorical ConstraintsNDT in Canada 2019 June 18-20 Edmonton, Alberta
HistoricalConstraints for FMC/TFMHistoricalConstraintso Too Slow!o The volume of data (i.e. A-Scans) generated by FMC/TFM ismuch larger than PAUT (n vs. n²) greater processing time slower inspection speedso Too Much Data!o The volume of data (i.e. A-Scans) generated by FMC/TFM ismuch larger (n vs. n²) much larger file sizeo Lack of Sensitivity/Penetrationo With a single element transmitting, sensitivity andpenetration may be reducedNDT in Canada 2019 June 18-20 Edmonton, Alberta
Next Generation Ultrasonic InspectionA Review of PWI/TFM and AssociatedBenefits5NDT in Canada 2019 June 18-20 Edmonton, Alberta
Benefits of PWI (PWI/TFM) PWI acquisition with TFM imageprocessing PWI/TFMRepresents an optimization of both FMCdata set acquisition and TFM imagepost-processing5x-100x faster than traditionalFMC/TFMProvides greater sensitivityVery good penetration/SNR forattenuative materials (Ti, Inconel, etc.)Smaller file sizesGenerally, an “up-correlation” ininspection frequency; e.g. austeniticwelds inspected with 5MHzReduced technique development timeNDT in Canada 2019 June 18-20 Edmonton, Alberta
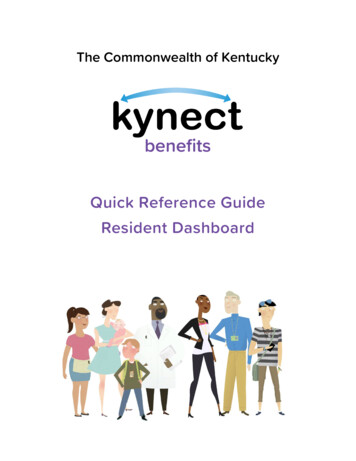
PWI (PWI/TFM) Explained PWI/TFM utilizes a larger transmitting aperture thanFMC/TFM, but with the proper algorithmic imageprocessing, the data set can still be used to create a TFMimageNDT in Canada 2019 June 18-20 Edmonton, Alberta
PWI (PWI/TFM) Explained As seen in the image below, several elements aretransmitting at once, but the imagereconstruction still considers each elementaltransmit/receive pair, as in “standard” FMC/TFMNDT in Canada 2019 June 18-20 Edmonton, Alberta
PWI Inspection SpeedInspection Speed (Example) Inspection speed (TPAC historical) For 300mm metal path with 128 ElementProbe x 2mm Pitch 2.5MHz 2”/s 5MHz 1”/s With recent new software developments by TPAC,inspection speeds of 12”/s are achievableNDT in Canada 2019 June 18-20 Edmonton, Alberta
PWI Inspection Speed – Don’t Blink!NDT in Canada 2019 June 18-20 Edmonton, Alberta
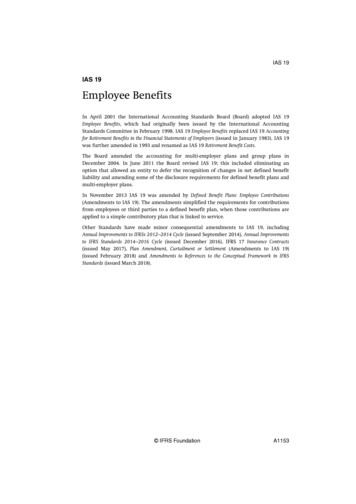
PWI/TFM Sensitivity 800mm Metal PathNDT in Canada 2019 June 18-20 Edmonton, Alberta128L PAUT ProbeExtended MetalPath Inspection
PWI SensitivityExtended Metal Path Inspection0450mm450800mmOne Setup, No “Focal Laws”!NDT in Canada 2019 June 18-20 Edmonton, Alberta
Review of Wave ModesNDT in Canada 2019 June 18-20 Edmonton, Alberta
Review of Wave ModesNDT in Canada 2019 June 18-20 Edmonton, Alberta
Multi-Modal PWI AcquisitionMutiple wave mode acquisition available in TPAC PWI/TFMNDT in Canada 2019 June 18-20 Edmonton, Alberta
Multi-Modal PWI Acquisition“Modal Merge” also available in TPAC analysisNDT in Canada 2019 June 18-20 Edmonton, Alberta
Multi-Modal PWI Acquisition“Modal Merge” also available in TPAC analysisNDT in Canada 2019 June 18-20 Edmonton, Alberta
Next Generation Ultrasonic InspectionPWI/TFM Inspection ExamplesNDT in Canada 2019 June 18-20 Edmonton, Alberta
Carbon Steel Plate Part– 2" T– Manufactured SlagInclusion Probe–––––5MHz64 ElementNo wedgeCentered on weldTT ModeNDT in Canada2018 June 19-21 Halifax, NSNDT in Canada 2019 June 18-20 Edmonton, Alberta
Carbon Steel Plate PWI acquisition withTFM imagereprocessing1M TFMreconstrucionpoints 1000 x 1000NDT in Canada 2019 June 18-20 Edmonton, Alberta
Carbon Steel Plate PWI acquisition withTFM imagereprocessing1M TFMreconstrucionpoints 1000 x 1000NDT in Canada 2019 June 18-20 Edmonton, Alberta
4” Thick Plate Part– Carbon Steel– 4" T DV– Inclusion, I.P., Crack Probe– 5MHz– 64 Element– TT ModeNDT in Canada 2019 June 18-20 Edmonton, Alberta
4” Thick Plate PWI acquisition with TFM image reprocessing1M TFM reconstrucion points (1000 x 1000)NDT in Canada2018 June 19-21 Halifax, NSNDT in Canada 2019 June 18-20 Edmonton, Alberta
CRA (Inconel 59) Welded SDH Block Part– Carbon Steel Pipe with Alloy 59 Weld– 1.75" T– Ø0.125" SDH at ¼, ½, and ¾ T Probe– 5MHz– 64 Element– LL ModeNDT in Canada 2019 June 18-20 Edmonton, Alberta
CRA (Inconel 59) Welded SDH Block PWI acquisition withTFM imagereprocessing 250K TFMreconstrucionpoints– 500 x 500NDT in Canada 2019 June 18-20 Edmonton, Alberta
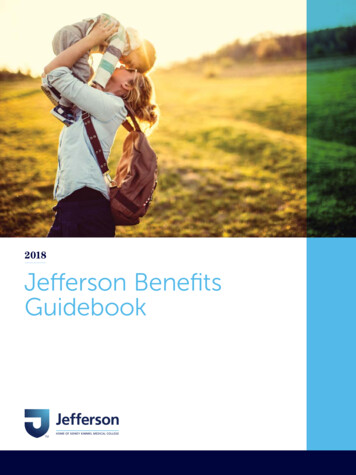
Dissimilar Metal SDH Block Part– SS Inc Weld CS– 1.25" T– SDHFerriticAustenitic Probe– 5MHz– 64 Element– LL ModeSDHNDT in Canada 2019 June 18-20 Edmonton, AlbertaSDH
Dissimilar Metal SDH Block PWI acquisition withTFM imagereprocessing 250K TFMreconstrucionpointsAustenitic 500 x 500NDT in Canada 2019 June 18-20 Edmonton, AlbertaFerritic
Conclusion PWI/TFM offers: Faster acquisition speeds TPAC can offer 12”/s Superior resolution of TFM imaging Better characterization and sizing Higher frequency/higher resolution inspection of attenuativematerials compared to PAUT Reduced technique development time Being focused “everywhere” reduces the need fordetermining focal laws/using multiple groups TPAC can offer inspection with multiple wave modes in oneacquisition Greater (full) coverage with one line scan (each side)NDT in Canada 2019 June 18-20 Edmonton, Alberta
Thank You!Questions orComments?NDT in Canada 2019 June 18-20 Edmonton, Alberta
Historical ConstraintsHistorical Constraints for FMC/TFM o Too Slow! o The volume of data (i.e. A-Scans) generated by FMC/TFM is much larger than PAUT (n vs. n²) greater processing time slower inspection speeds o Too Much Data! o The volume of data (i.e. A-Scans) generated by FMC/TFM is much larger (n vs. n²) much larger file size