Transcription
OWNERS OPERATING MANUALCONGRATULATIONS ON YOUR PURCHASE OF A QUALITY WELDCORP WELDERMANUFACTURED IN ITALY, IT WILL PROVIDE YEARS OF RELIABLE OPERATION.
TABLE OF CONTENTSSAFETY INSTRUCTIONSDESCRIPTION OF MACHINESPage 4Page 6MIG 100Page 6MIG 120Page 7MIG 160Page 8ASSEMBLY INSTRUCTIONSPage 9SET UP OF THE WELDER (GAS AND GASLESS)Page 10OPERATIONPage 11MOUNTING OF THE REFILL WIRE SPOOLPage11OPERATION—GAS OR NO GAS APPLICATIONPage 11KEY POINTS TO FEEDING THE WELDING WIREPage 12FEEDING THE WELDING WIREPage 14FITTING THE GAS BOTTLEPage 16WELDING BASICSPage 17THERMAL OVERLOADPage 17WELDING INFORMATIONPage 18WIRE EXTENSIONS (WIRE STICK OUT)Page 19STARTING THE ARCPage 20TECHNIQUESPage 20WELDING EXAMPLESPage 21TROUBLE SHOOTING GUIDEPage 22SPARE PARTSMIG 100Page 24MIG 120 / 160Page 26WARRANTYPage 30WARRANTY FORMPage 31CONTACT DETAILSPage 32
SAFETY INSTRUCTIONSW h en u sin g po wer equ i pmen t, ba si c sa f ety preca u tio n s sh ou l da l w a y s b e fo ll o w ed t o r ed u c e t h e r i s k of fi r e, el ec t r i c s h o c k an dperso n a l in ju ry, in clu din g th e f oll o win g. I f u sed co rrectl y, wel ders po se li ttl e ri sk to th e o pera to r; h o wever, ca re sh o ul d al wa ysb e t a k e n t o e n s u r e sa f et y an d p r o p e r p e r f o r m a n c e . R ea d allo wn er’s o pera ti n g i n stru cti on s bef o re a ttempti n g to o pera te a n yproduct.FOR SAFE OPERATI ON:KEEPT HEWORKAREACLEAN:Clutteredwo r ki n g a r ea s (in do o r an d ou t do o r ) i n vi t e in ju r i es.CONSIDERTHEWORKE NVIR ONME NT:Don’texposepowerequi pment to rai n. Don’t use wel ding equi pment i n damp orwet locations. Keep the work area well lit. Don’t use weldingequ i pm en t in th e pres en c e o f fl a m m a bl e l i qu i ds or ga s es .GU AR D AGAINST E LE C TR IC SHOC K: Avo i d bo dy co n ta ct th egro u n ded su rf a ces ( e.g. pi pes, ra di a to r, a n d el ectri cal a ppli -f i r m ed p er s o n s a n d v i si t o r s a w a y f r o m t h e a r ea o f o p er a ti o n . Do no t l et chil dren , i nf i rmed perso n s o r vi si to rs to u chequ i pm en t o r exten s i on c a bl es .STORE IDLE TOOLS: When power equipment is not in use,keep them in a dry, high or locked area, out of reach ofchildren.WEARSAFETYo th er s ui ta bl ement.GLASSES:eyeA l wa y sprotectionwearw h ensafetyu sin ggogglesweldingorequip-SECURE WORK: Use clamps or a vice whenever possible tosecure work.D ON’T OVE R R E AC H: Keep pro per f o o ti n g an d bala n ce a t al ltimes.Page 4
DR ESS PR OPERLY: DO NOT wear loose clothi ng or jewellery.T h ey c a n be c a u gh t i n m o vi n g pa r t s . W ea r pr o t ec t i ve h a i rco veri n g to co ver l on g h ai r, an d glo ves a n d n on -sli p fo o twear i s recommended when worki ng outdoors.TAKE CARE OF CABLES: Never carry welding equipment byth e c a bl e an d n ever pu ll th e ca bl e to di s c o nn ec t i t f ro m asocket. Keep cables away from heat, oil and sharp edges .R epl a c e da m a ged c a bl es .DISCONNECTTOOLS:D i sco nn ectweldingequi pm en twhennot in use, before servicing, and when changing accessoriessuch as blades, bits and cutters.AVOID UNINTENTIONAL OPERATION: Don’t carry plugged inwel di n g equi pm en t wi t h a fi n ger o n t h e s wi t c h . Be s u r e t h a tth e s wi tc h i s of f wh en pl u ggi n g i n .OUTDOORUSEE XTE NSIONCABLES:equi pment i s used outdoors, onl yma rked a s su i ta bl e fo r o u tdoo r u se.Whenuseelectricpowerextensionca bl esSTAY ALE R T: Wa tch wh a t you a re doi n g. U se co mmo n sen se.Do not operate wel ders when you are ti red or under the i nf l u en ce o f a l coh ol o r dru gs.CHECK DAMAGEDP AR TS: Bef o re u sin g wel din g equ i pmen t,pa rts th a t a re da ma ged sh o ul d be ca ref u ll y ch ecked to determi n e th a t th ey wi ll o pera te pro perl y an d perf o rm th ei ri n ten ded fu n cti o n . An y pa rt th a t i s da ma ged sh o ul d be pro perl y repa i red o r re pl a ced by a n a u th o ri zed ser vi ce a gen t.Ha ve def ec t swi tch es repl a ced b y a n a u th o rized r epa i ragent. Do not operate power equipment if it cannot bet u r n ed o f f a n d o n by t h e s wi t c h .R E P AIROFPOWERE QU IP ME NT BY E XPE R TS: Power e qu i p-m en t i s bu il t in a c c o rda n c e wi th rel evan t s a f ety a u th o ri tyrequirements. The repair of power equipment m ust only becarri ed out by experts; non-expert repai rs may cause consi derabl e danger for the user and void warranty.Page 5
DESCRIPTION OF MACHINESThese models are portable MIG Gas and Gasless Welders which are compact. Therobust format makes them a versatile and efficient for a variety of uses. The welders compliance to current regulations and the optimum quality of materials used willensure a long working life with complete safety.MIG 100 GASLESSSPECIFICATIONSMains VoltageWelding CurrentDuty CycleWireWeight230V35—100 Amps20% 100 Amps0.8—1.0 mm13.8 KgACCESSORIESElectrode HolderWork ClampHand Held Face MaskCombination Chipping Hammer with Wire BrushInstructional DVDFEATURESANTI-SHOCK CLAMP10 AMP SINGLE PHASEACCESSORIES INCLUDEDTHERMOSTATIC CONTROLANTI-SCRATCH PAINTACCESSORIES ASSEMBLESPORTABLEEUROPEAN CONFORMITYWIREFEEDER 2 REELSSPEED INDICATORWIRE SPEED REGULATORFLUX CORED WIREDIRECT CONNECTIONTORCHPage 6
MIG 120 GAS / GASLESSSPECIFICATIONSMains VoltageWelding CurrentMinimum ElectrodeMaximum ElectrodeWeight230—400V40—170 Amps1.6 mm4.0 mm26.5 KgACCESSORIESTorch CableWork ClampHand Held Face MaskCombination ChippingHammer with Wire BrushInstructional DVDGasless Welding WireFEATURESANTI-SHOCK CLAMP10 AMP SINGLE PHASETHERMOSTATIC CONTROLEUROPEAN CONFORMITYANTI-SCRATCH PAINTFLUX CORED WIREPORTABLEWIRE SPEED REGULATORFANWIREFEEDER 2 REELSDIRECT CONNECTION TORCHNO VOLTAGE ON TORCHPOWER GENERATOR SAFENOTE: This welder is a dual purpose gas / gasless machine. Refer to the table onpage 18 for the gas required.Page 7
MIG 160 GAS / GASLESSSPECIFICATIONSMains VoltageWelding CurrentMinimum ElectrodeMaximum ElectrodeWeight230—400V40—170 Amps1.6 mm4.0 mm34.7 KgACCESSORIESTorch CableWork ClampHand Held Face MaskCombination ChippingHammer with Wire BrushInstructional DVDGasless Welding WireMini RegulatorFEATURESANTI-SHOCK CLAMP10 AMP SINGLE PHASETHERMOSTATIC CONTROLEUROPEAN CONFORMITYANTI-SCRATCH PAINTFLUX CORED WIREPORTABLEWIRE SPEED REGULATORFANWIREFEEDER 2 REELSDIRECT CONNECTION TORCHNO VOLTAGE ON TORCHPOWER GENERATOR SAFEWHEEL KITNOTE: This welder is a dual purpose gas / gasless machine. Refer to the table onpage 19 for the gas required.Page 8
ASSEMBLY INSTRUCTIONSFor the MIG 120 and MIG 160Slide the handle into the grooves on top of themachine and secure with screws.For the MIG 160Slide the handle extension through the handleand secure with screw.For the MIG 160Attach gas bottle support and secure with screws.For the MIG 160Fit the trolley base into position and secure withscrews.For the MIG 160Slide the right wheel and axle into position. Attach the left wheel onto the axle and insert the RClips to retain wheels.Page 9
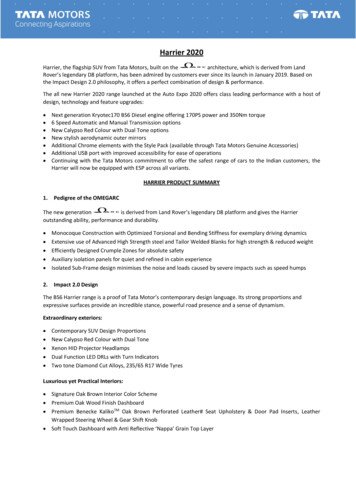
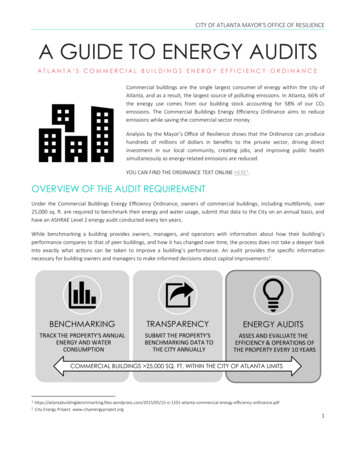
SET UP OF THE WELDER—GASLESSMIG TORCHWELDINGMACHINEARCWORKGROUND EARTH CABLEWIRE FEED HOSESET UP OF THE WELDER—GASGAS HOSEMIG TORCHWELDINGMACHINEARCGASWORKGROUND EARTH CABLEPage 10WIRE FEED HOSE
OPERA TION–Mounting of the Refill WirespoolFor the MIG 100, MIG 120 and MIG 160Remove empty spool and replace with refill spool aspictured to the left.Set the wire reel onto the spool and ensure that theturns are not crossed on one another on the reel andthat they can easily unwind. Fit the washer, springand knob back into place as pictured to the left.OPERA TION–Gas or No Gas ApplicationONLY FOR MIG 120ONLY FOR MIG 160NOTE: Ensure that the correct Gas or No Gas cable position is selected for theMIG 120 or for the MIG 160 Welders. This is located inside the cabinet below thewire feed.NOTE: Larger capacity gas bottles and regulators can be used with MIG 120 andMIG 160 Welders. Contact your nearest Industrial Gas Dealer.Page 11
OPERA TION–Key Points to Feeding theWelding WireENSURE THAT YOU CHOOSE THE CORRECT WIRE SIZE GROOVE ON THEWIRE FEED ROLLERIt is critical that you choose the right size wire feed roller size. Using the incorrectwire feed roller size will result in issues such as the wire not feeding correctly orirregular welding due to incorrect wire speed. You can change this roller by removing the two screws on the wire feed roller bracket and followed by the wire feedroller. You will see that on either side of the wire feed roller there is a 0.8 mm or0.9 mm marking stamped into the roller. Always ensure that the welding wire sizematches the wire feed roller size.ALWAYS ENSURE THAT YOU HAVE ENOUGH TENSION ON THE WIRE FEEDROLLERIt is critical that you ensure that there is sufficient tension on the wire feed roller atall times. If there is insufficient tension between the wire feed roller and the wiretension bearing then you will experience issues such as the wire not feeding correctly or irregular welding due to incorrect wire speed. You can adjust the tension ofthe wire by tightening or loosening the plastic tension screw as shown below.Page 12
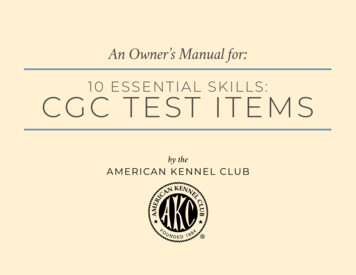
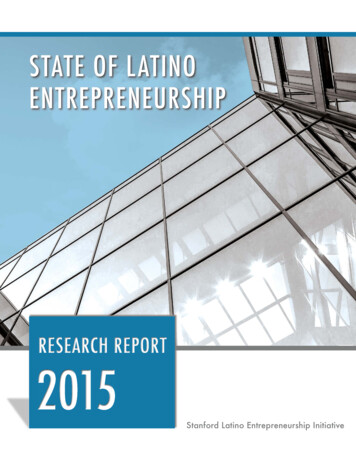
OPERA TION–Key Points to Feeding theWelding WireALWAYS EXTEND THE MIG TOURCH LEAD FULLY WHEN FEEDING THE WIRETHROUGH THE TORCH TIPAlways ensure that you always extend the welding torch lead to enable the MIGwire to pass through the welding torch lead inner tube. The inner tube allows theMIG wire to pass between the MIG welder and the welding torch without creatingdrag. Ensure that the torch lead is not curled up or tightly wound as this can causethe welding wire to pierce through the inner tube and protrude through the outerprotective layer of the torch lead.ALWAYS CUT THE WELDING WIRE WITH A FLAT ENDWeldingwire with asharp pointWelding wire protruding through inner tubedue to a curved hoseWeldingwire witha flat endWelding wire with asharp end protrudingALWAYS REMOVE THE MIG TORCH TIP PRIOR TO FEEDING THE WIRETHROUGH THE TORCHPage 13
OPERA TION–Feeding the Welding WireFor the MIG 100, MIG 120 and MIG 160Unscrew welding wire clamp nut.For the MIG 100, MIG 120 and MIG 160Unwind the welding wire and feed it through theplastic guide tube.For the MIG 100, MIG 120 and MIG 160Align the welding wire to the feed rollers andcontinue feeding the welding wire through theintake tube.For the MIG 100, MIG 120 and MIG 160Tighten the welding wire clamp nut to fasten thewelding wire into position.MIG 120 and MIG 160Wire feed access from side panel.Page 14
OPERA TION–Feeding the Welding WireFor the MIG 100, MIG 120 and MIG 160Checking the wire feed. Switch the welder on asshown.For the MIG 100, MIG 120 and MIG 160Press the trigger switch to engage the MIG welding wire feed and wait until the wire is automatically fed through the wire hose, ensuring thefeeding tube is straight and not coiled, as thismay cause a wire blockage.If the welding wire fails to feed, recheck that thecorrect procedure for Feeding the Welding Wirehas been followed.For the MIG 100, MIG 120 and MIG 160If the steps above have been followed and fails torectify the problem, remove the silver colouredwelding nozzle and copper contact tip as illustrated to the left, and check that the welding wireis feeding without obstruction. Re-assemble thecontact tip and the nozzle.Page 15
OPERA TION—Fitting the Gas BottleNOTE: GAS BOTTLE IS NOT INCLUDEDFor the MIG 120 and MIG 160Clean dust and dirt from the gas bottle nipple.Open the gas knob for a few seconds to releasesome gas. This will avoid any remaining dust getting into the regulator. Attached the appropriateregulator as pictured.For the MIG 120 and MIG 160Insert the hose into the gas bottle as pictured,secure as required.For the MIG 120 and MIG 160Insert the hose onto the welders gas valve as pictured. This is located inside the casing of the welders.For the MIG 120 and MIG 160Secure the bas bottle in position as pictured ontothe welder, ensuring that the excess hose is insidethe welders casing.NOTE: WHEN THE WELDER IS NOT IN USE, ALWAYS CLOSE THE GAS BOTTLESVALVE AND ZERO OUT THE REGULATOR.Page 16
WELDING BASICSWhen you weld external influences play a large part in what type of result you aregoing to get. These external influences are sometimes mistaken for machine faults.Below is a list of effects that you may come across and their possible causes.POROSITY This is when small holes appear in the weld. This is caused by the gasduring the welding process coming into contact with other gases within the metalbeing welded. This can be rectified by grinding the weld back and cleaning the workpiece, ensuring that the gas flux is set to 8 litres per minute and incline the torchwhile welding.SPATTER This is when small balls of molten metal come out of the arc. A littleamount is unavoidable but by selecting the correct settings including gas glow andensuring the welding torch is clean it should be kept to a minimum.NARROW HEAP WELDING This can caused by moving the torch to fast.VERY THICK OR WIDE WELDING This can be caused by moving the torch tooslowly.WIRE BURNS BACK This can be cause by the wire feed slipping, being loose, having a damaged welding tip, wire quality, the voltage being to high or the nozzlebeing held to close to the work piece.POOR PENETRATION This can be caused by moving the torch over the work pieceto fast, low voltage or incorrect wire speed. To rectify this adjust the settings andclean the work piece.WORK PIECES PIERCING This can be caused by moving the torch too slowly, thevoltage being to high or by incorrect wire speed.WELDING ARC INSTABILITY This may be caused by incorrect voltage, wirespeed or gas speed.THERMAL OVERLOADThis welder is fitted with a thermal overload cut out which operates automatically tostop the transformer overheating which may cause damage to the welder.The welder will become operational again automatically once the temperature hasreduced itself to an acceptable working temperature.Page 17
WELDING INFORMATIONMIG 100 GASLESSTABLE FOR SELECTION OF THE WELDING CURRENT ACCORDING TO THEWIRE SIZE, WIRE SPEED, METAL PROFILE AND METAL THICKNESSMetal ProfileWeldableMetalThicknessWire SizeWire Speed(Metres PerMinute)AMP / PowerSettingSheet SteelSteel Tube2.0—2.5 mm0.8—.09 mm4.0—6.0 mPosition 1Sheet SteelSteel TubeSteel Plate2.5—5.0 mm0.8—.09 mm6.0— 10.0 mPosition 2NOTE: This welder is not recommended for metal thinner than 2.0 mmMIG 120 GAS / GASLESSTABLE FOR SELECTION OF THE WELDING CURRENT ACCORDING TO THEWIRE SIZE, WIRE SPEED, METAL PROFILE AND METAL THICKNESSMetal ProfileWeldableMetalThicknessWire SizeWire Speed ShieldingGas(Metres PerMinute)AMP /PowerSettingSheet SteelSteel Tube0.8—2.0 mm 0.6—.09 mm4.0—6.0 mArgon /CO2 MixPosition 1Sheet SteelSteel TubeSteel Plate2.0—3.0 mm4.0— 8.0 mArgon /CO2 Mixor No GasPosition2—3Sheet SteelSteel TubeSteel Plate3.0—5.0 mm 0.8—0.9 mm6.0—10.0 mArgon /CO2 Mixor No GasPosition3—40.1—5.0 mm5.0—10.0 mArgonPosition3—4Aluminium TubeAluminium Plate0.8 mm0.9 mm
MIG 160 GAS / GASLESSTABLE FOR SELECTION OF THE WELDING CURRENT ACCORDING TO THEWIRE SIZE, WIRE SPEED, METAL PROFILE AND METAL THICKNESSMetal ProfileWeldableMetalThicknessWire SizeWireSpeed(Metres PerMinute)ShieldingGasAMP /PowerSettingSheet SteelSteel Tube0.8—2.0 mm0.6—.09 mm4.0—6.0 mArgon /CO2 MixPosition 1Sheet SteelSteel TubeSteel Plate2.0—3.0 mm0.8 mm4.0— 8.0 mArgon /CO2 Mixor No GasPosition2—3Sheet SteelSteel TubeSteel Plate3.0—5.0 mm0.8—0.9 mm 6.0—10.0 mArgon /CO2 Mixor No GasPosition3—4Aluminium TubeAluminium Plate0.1—5.0 mmArgonPosition3—40.9 mm5.0—10.0 mWIRE EXTENSIONS (WIRE STICK OUT)TOO SHORTNORMALTOO LONG
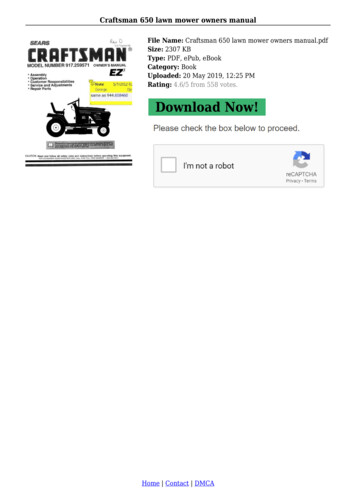
STARTING THE ARCSTARTING THE ARCHold the torch with the wire approximately 2 mmfrom the work piece. Press the torch trigger tobegin welding.TECHNIQUESEffect of Electrode Wire Position and Welding TechniquePUSHPERPENDICULARDRAG / PULL1010Electrodewirepointedback intobeadElectrodewiredirectedahead ofbeadDIRECTION OF WELDINGPushTechniqueGun PerpendicularTechniqueDrag / PullTechnique
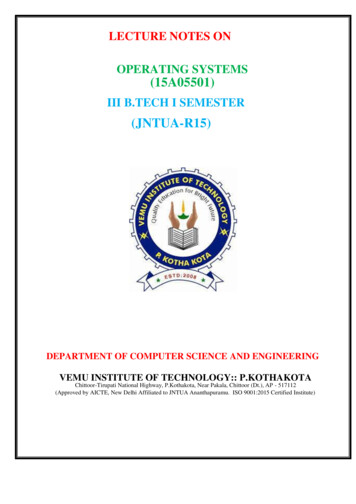
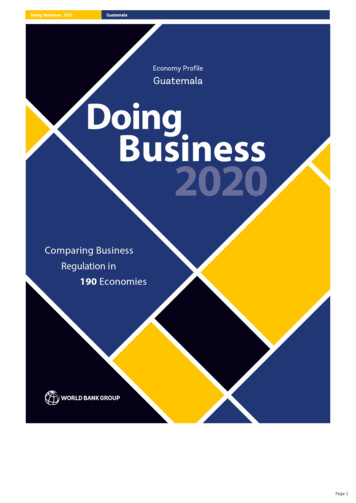
WELDING EXAMPLESGOOD WELDTRAVEL TOO FASTTRAVEL TOO SLOWVOLTAGE TOO LOWVOLTAGE TOO HIGHWIRE FEED SPEED TOO LOWWIRE FEED SPEED TOO HIGH
TROUBLE SHOOTING equate / excessive gas Test for correct gas flow, use the gasflowflow charts as a reference.Excessive heating of torchCheck for proper contact.Wire oxidation duringcoolingDepending on the welding application,keep the gas flowing for 5 to 15 seconds after stopping the arc.Using shield gas containingexcessive oxygen or moistureChange to the proper purity of the gasrequired.Base metal is dirty orgreasyFor surface cleanliness use the appropriate chemical cleaners e.g. alcohol,wire brush or abrasive.Contaminant elements thatout gas may exist withinthe base material itselfIf possible, improve the base materialor modify the welding parameters toaccommodate out gassing effect.Check for wirecontaminationRemove the contaminated portion ofthe wire.Cable LayoutIn so far as possible, try tolayout cables from powersupply to welding torch asstraight as possibleOccasionally, cables are coiled like agarden hose. The coil becomes a giantinductor causing resistance that reduces starting energy. Inductance effects can also be caused by havingwelding power cables very close togrounded steel plates.GroundingProblemsMake sure clamps andclamp inserts are clean ofoxidation. Make sureground clamp is not worn.Oxidation and/ or worn equipment cancause poor ground between part andclam/ inserts which may hinder arcstarting, wander and other inconsistencies.Contaminated Wire
TROUBLE SHOOTING GUIDEFAULTREASONREMEDYExtensionCablesEnsure that any extensioncables are of adequatecapacityLow quality/ capacity cables will resultin voltage drops and hinder starting.Gas QualityGas quality / purity mustmeet the specified standards.Try a bottle of gas of higher puritygrade than normally used and see if theproblem persists. Low gas quality oroxides in gas can oxidise part and contaminate the wire during welding.OverheatLights ComeOnOverheating of unitAllow 3—5 minutes of “cool down” time.Check for short between nozzle andelectrode. Check transistors; as thiscomponent starts to wear, it begins todraw more current. If condition is notresettable, take welder to repair agentfor service.Difficulty inArc StartingTorch assembled incorrectlyCheck condition of wireLow voltage problemCheck for missing or low voltageLoose, missing cable connectionsCheck tooling for loose or poor ground.Power supply not recognising start signalCheck all connections.Arc Does NotTransferNOTE: If you are still having difficulty with your welder, do not hesitate tocontact our service team on:1800 001 1812Page 23
SPARE PARTS—MIG 100
NUMBER DESCRIPTIONPRODUCT 4WIRE SPEED METERM427100SP5ON-OFF SWITCHM485200SP6LOWER LEFT MANTLES370059SP7POWER CORDM581170SP8EARTH ER RIGHT OLATED SCREWM364300SP15WICKLERS840500SP16FLUX CORD WIRES590200SP17POWER C CARDMQ10150SP20ASSEMBLED WIRE FEED MOTORM447450SP21MASK90350SP
SPARE PARTS—MIG 120 / 160
NUMBERDESCRIPTIONPRODUCT CODE1aFRONT STICKER [ONLY MIG 120]FRONT STICKER [ONLY MIG 160]1bPANELS325310SP2SWITCHM484800SP3ON-OFF SWITCHM485100SP4KNOBS087500SP5RIGHT MANTLE6POWER CORDM581170SPCABLE EARTH CLAMP [MIG 120]CABLE EARTH CLAMP [MIG 160]M611050SPM611000SPDOOR 9aDOORS00474SP9bRIGHT AND LEFT SIDE STICKERM00411SP10TORCHM452080SP11FRONT PANELS087400SP12HANDLES073410SP13RECTIFIER BRIDGEM781570SP14FAN 12 V [ONLY MIG 120]M500200SP15a15bFAN 24 V [ONLY MIG 120]FAN 230 V [ONLY MIG 160]M500250SPM500300SP16a16bPOWER TRANSFORMER [MIG 120]POWER TRANSFORMER [MIG 160]S00504SPS00505SP17THERMIC PROBEM708510SP18REGULATION CARD SUPPORTS069150SP19aREGULATION CARDMQ10600SP19bREGULATION CARD STIRRUP20WIRE FEEDERS00480SPM447450SP
NUMBER DESCRIPTIONPRODUCT CODE21CONTACTOR [ONLY MIG 160]M463150SP22GUIDE FOR THREADS088200SP23RED HANDWHEEL [ONLY MIG 120]M363250SP24BLACK HANDWHEEL [ONLY MIG 40400SP28GAS REDUCERM835100SP29MASK30FLUX CORED WIRES590300SP31GAS TUBEM837610SP32SUPPORT [ONLY MIG 160]S390320SP33AXLE [ONLY MIG 160]M263285SP34STOPPER FOR AXLE [ONLY MIG 160]S082300SP35OVAL TUBE [ONLY MIG 160]M261440SP36FIX BACK WHEELACK WHEEL[ONLY MIG 160]S075100SP37OVAL STOPPER [ONLY MIG 160]M387200SP38BOTTLE FIXING CHAIN [ONLY MIG 160]S901150SP39BOTTLE STIRRUP [ONLY MIG 160]S395320SP40BRUSHM830750SP41FRAME FOR COSTAMPING [MIG 160]S052575SP42COSTAMPING DINSE SYSTEM [MIG 160]S052580SP43DINSE PLUG 10/25 [MIG 160]M432125SP90350SPPage 28
NOTESPage 29
WARRANTYSubject to the warranty conditions below, this Weldcorp product (hereinaftercalled “the product”) is warranted by Weldcorp (thereinafter called “the company”) to be free from defects in material or workmanship for a period of 12months from the date of original purchase covering both parts and labour.Under the terms of this warranty.The repair or replacement of any part shall be the opinion of the Company orits authorised agent. Should service become necessary during the warrantyperiod, the owner should contact the Authorised Weldcorp Retailer from whomthe Product was purchased. In order to obtain warranty service, the ownermust present the sales docket and Warranty Certificate to confirm the date ofpurchase. This product is sold by the dealer or agent as to give any additionalwarranty or guarantee on the Company’s behalf except as herein contained orherein referred to.WARRANTY CONDITIONSThis warranty only applies provided that the Product has been used in accordance with the manufacture’s recommendations under normal use and reasonable care (in the opinion of the Company) and such warranty does not coverdamage, malfunction or failure resulting from misuse, neglect, abuse or usedfor a purpose for which it was not-designed or is not suited and no repairs,alterations of modifications have been attempted by other than an AuthorisedService Agent. This guarantee will not apply if the tool is damaged by accidentor if repairs arise from normal wear and tear.Certain legislation including the Trade Practices Act, 1974 (as amended) andother state and territorial laws give rights to the buyer and impose liability onthe seller in certain circumstances. Nothing herein shall have the effect of excluding, restricting or modifying any condition, warranty, right or liability imposed, to the extent only that such exclusion, restriction or modification wouldrender any term herein void.Page 30
WARRANTY FORMTHIS WARRANTY FORM SHOULD BE REAINED BY THE CUSTOMER AT ALLTIMESFor your record and to assist in establishing date of purchase (necessary for inwarranty service) please keep your purchase docket and this form completed withthe following particulars.PURCHASED FROMSUBURBDATEMODEL NOSERIAL NOPresent this form with your Purchase Docket when WARRANTY service is required.CALL 1800 001 1812Page 31
Manufactured in ItalyF H PragerA Division of ITW RetailGroup Pty Ltd.ABN 95 000 043 87273C ELIZABETH STREETWETHERILL PARK NSW 2164Free Call: 1800 001 1812www.weldcorp.net
rectify the problem, remove the silver coloured welding nozzle and copper contact tip as illus-trated to the left, and check that the welding wire is feeding without obstruction. Re-assemble the contact tip and the nozzle. For the MIG 100, MIG 120 and MIG 160 Checking the wire feed. Switch the welder on as shown.