Transcription
Engineering Service Bulletin 15Engineering Service BulletinSE Encore Speed ReducersSE Encore Installation, Operation, and Lubrication InstructionsIntegralMultimountModified1
Engineering Service Bulletin 15Engineering Service BulletinSE Encore Speed ReducersI. SELECTIONThe selection of the appropriate speed reducer for a givenapplication requires that all factors affecting the operation ofthe reducer be given careful consideration. Service factorsmust be applied to catalog ratings depending on the type ofprime mover used, the severity of the application, and durationof daily service. Many application and SE Encore worm gearspeed reducer selection criteria are discussed in the SEEncore catalog that is available at www.WINSMITH.com. Forpersonal assistance, please speak with a local Winsmithsales representative whose contact information is alsoavailable on the website.E. Excessive thrust or overhung loads on the input or outputshafts of a gear reducer may cause premature failuresof the bearings and/or shafts. Mount gears, pulleys andsprockets as close to the housing as possible tominimize such loads. Do not exceed catalog loads.2. Mounting PositionsA. Single Reduction Speed Reducers andHelical Gear Ratio MultipliersAll SE Encore single reduction speed reducers and allhelical gear ratio multipliers are filled with lubricant atWinsmith and can be mounted in any of the positionsidentified in Figure 3. Grease fittings (not shown inFigure 3) are used to lubricate bearings when the motorspeed is below 1160 RPM. Please reference Section IIIof this document, “Lubrication & Maintenance,” fordetails related to proper lubrication levels.II.INSTALLATION1. Shaft Alignment and LoadingA. Guard against unusual stresses and overloads byaccurately aligning the various drive members (motor,speed reducer, coupling, sprocket, sheave, gear, etc.).B. Flexible couplings are recommended if a prime movershaft is to be directly connected to the input shaft or ifthe output shaft is directly connected to the driven shaft.Note: Flexible couplings have a limited capacity formisalignment. Ensure that shaft alignments are withinthe limits recommended by the coupling manufacturer atinstallation. Even slight misalignments in a rigid mountingsystem may bring about binding, large vibration forces,or excessive overhung loading; each in itself promotingpremature bearing, shaft, or speed reducer failure. Donot excessively force couplings or other connectiondevices onto either input or output shafts; the result maybe permanent bearing damage. Ensure all shaft keysare captive and secured before operation.C. A common base plate supporting the motor and reducerwill help preserve the original alignment between thereducer and the motor shaft. If a structural steel base isused, the plate should be at least equal in thickness tothe diameter of the base plated fastening bolts. Inaddition, the structure supporting the base plate mustbe sufficiently rigid that it prevents excessive flexingduring normal operation.D. Vibration tends to loosen fasteners even if they areinitially tight. After the first week or two of operation, allfasteners within the drive assembly should be retightened.Doweling the motor and speed reducer to the baseplate will help maintain alignment.B. Double Reduction Speed Reducers Worm/Worm andHelical/Worm Double ReductionThe SE Encore double reduction speed reducers aredesigned to be mounted in any of the “Standard” positionsshown in Figure 4. These reducers are factory filled withlubricant to a level that is appropriate for these standardmounting positions. Standard models have an oil levelthat is common to both housings. Grease fittings (notshown in Figure 4) are used to lubricate bearings whenthe motor speed is below 1160 RPM. If an additionalmounting position not shown in Figure 4 is required,please speak with a local Winsmith sales representativewhose contact information is available on the website,www.WINSMITH.com.3. Mounting ConsiderationsThe recommended mounting for a hollow shaft reducerincorporates a torque arm. The recommended mounting of areducer with a flange/bracket mounting on a conveyor headshaft uses a pillow block or flange bearing on the oppositeside of the conveyor from the speed reducer as a supportbearing. This provides three bearings for alignment purposes.It is difficult to maintain and align a system with a rigidlymounted bearing close to a rigidly mounted speed reducer.It is extremely important to “custom align” and “custom shim”all components prior to tightening mounting bolts when usinga rigid mounting approach. This minimizes misalignment thatis caused by excessive loads. Select an appropriate keywhen using a bushing in the output bore of any hollow outputshaft speed reducer.2
Engineering Service Bulletin 15Engineering Service BulletinSE Encore Speed Reducers4. C Face Motor MountingProcedures5. Speed Reducer Assembly/Disassembly InstructionsA. C Face/Quill Motor Mounting1. Check the motor and reducer mounting registers for nicksthat could interfere with assembly; remove if necessary.2. Remove protective plastic from the reducer input shaft.The bore has been coated with an anti-seize compound.3. Align the motor shaft and key with keyway in bore andslide motor up to input adaptor.4. Position the motor conduit box as desired.5. Secure the motor to the reducer using the suppliedfasteners. Ensure proper motor seating before tighteningthe fasteners. If the motor does not readily seat itself,check for axial movement of the motor shaft key as thiscan cause interference. Staking the keyway adjacent tothe motor key will help prevent axial movement of thekey during the mounting procedure. Draw down evenlyon the fasteners to avoid bending the motor shaft.Tighten the fasteners to the appropriate torque per thesize of the fastener.B. C Face Coupling Motor Mounting1. Check the motor and reducer mounting registers fornicks that could interfere with assembly. Remove ifnecessary.Contact Winsmith or a local sales representative for a copy ofSE Encore Speed Reducers Disassembly and ReassemblyInstructions – Engineering Service Bulletin #16.6. Sealed vs. Vented Speed ReducerOperationAll SE Encore series speed reducers are designed to operatesealed or vented. Deciding whether a speed reducer shouldoperate sealed or vented requires an understanding of theapplication, the environment, the operation of radial shaftseals, and a review of the fundamentals of thermodynamicsthat govern the temperature and pressure relationship in thespeed reducer.Any significant increase in pressure in a sealed speedreducer decreases the operational service life of the radiallip seals. A pressure change of only 5 psi may reduce theseal life by as much as one third. There are two importantphenomena that cause an increase in the internal pressureof a sealed speed reducer. First, the change of internalpressure during operation is proportional to the change ofinternal temperature that occurs during normal operation.The relationship follows the combined gas law expressed asP1V1 / T1 P2V2 / T22. When assembling the motor and coupling, the couplinghalves should be evenly spaced on each shaft to obtainproper engagement. The following describes a methodfor doing this:3. Determine the assembled shaft clearance by measuringthe distance from the C Face to the reducer shaft endand subtracting the motor shaft length. Mount andsecure the motor shaft side of the coupling such that thespider-end of the coupling is located one half of theclearance distance beyond the motor shaft. Mount thereducer coupling half and coupling spider onto the reducershaft in its approximate position, but do not secure.4. Locate the motor conduit box in the desired positionand secure the motor to the reducer input adaptor usingthe fasteners provided. Tighten the fasteners to theappropriate torque per the size of the fastener.5. Using the access hole in the input adaptor, slide thecoupling together and tighten the set screw.3Secondly, radial lip seals can ingest or “pump” air into aspeed reducer regardless of whether it is operating sealedor vented. While the rate of ingestion is highly variable anddependant on running time and speed, under continuousoperating conditions the net effect of “pumped” air to thetotal pressure increase is significant. Venting, or the use of abreather vent, is the only absolute method of eliminating thepressure increase in a speed reducer caused by bothpumping and thermal expansion.In some applications, the duty cycle of the speed reducer isintermittent, the run times short, and the temperatureincrease modest. While sealing the reducer during operationsubsequently increases the pressure in these applications,the increase may be very small and therefore have minimalimpact on the seal service life. Additionally, operating asealed speed reducer may be the best choice in applicationswhere external airborne contamination causes a greaterreduction in overall speed reducer service life than the negativeimpact of the internal pressure increase. The machinebuilder or the end equipment user should determine whether
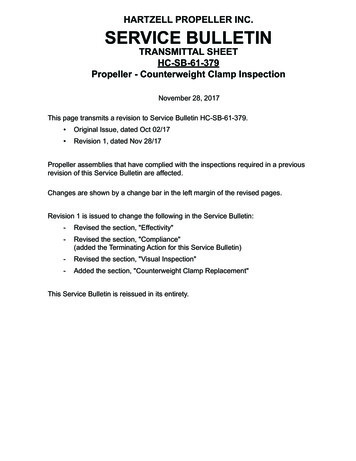
Engineering Service Bulletin 15Engineering Service BulletinSE Encore Speed Reducerssealing or venting the speed reducer is the best choice fora specific application as this decision has a direct impacton the seal service life. A more detailed discussion of thefactors influencing seal wear and seal service life follows.increasing temperature results in a corresponding pressureincrease as described by the combined gas law:Internal Temperature and Pressure Increase in a SealedSpeed ReducerIn a closed system (e.g. sealed reducer), any change intemperature from one state of equilibrium to the next state ofequilibrium results in a corresponding change in both oil volumeand internal pressure. Moreover, the thermal expansion ofthe lubricant in the reducer can have a considerable effecton the pressure, temperature, and volume relationship. Theinfluence of the lubricant’s thermal expansion depends onthe percent volume occupied by the lubricant compared toA speed reducer experiences a significant internal temperatureincrease due to operating loads. The change in temperatureof an operating speed reducer (from static ambienttemperature to maximum operating temperature) oftenexceeds 130 Fahrenheit. In a sealed speed reducer, theP1V1 / T1 P2V2 / T2FIGURE 1. Change in Speed Reducer Operating Temperature (F)* Assumes 60% lubricant and 40% air fill* Assumes reducer starting pressure of 14.7psi at each starting temperature* Uses coefficient of thermal expansion for Mobil Glygoyle 460 lubricant4
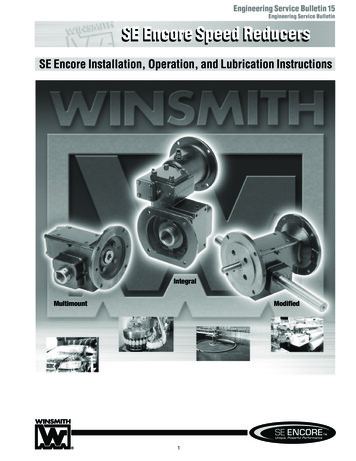
Engineering Service Bulletin 15Engineering Service BulletinSE Encore Speed Reducersthat of the air. Typically, thevolume inside the reduceris about 60% lubricant and40% air. The thermalexpansion of the lubricantalone increases the internalpressure in the reducer byapproximately 1.5 psi whenthe change in temperatureis 130 F.Figure 1 shows the totalimpact of the internaltemperature andassociated pressureincrease at differentambient startingtemperatures in a sealedspeed reducer. Pressureincreases greater than5 psi can result from the combined effect of the lubricant’sthermal expansion and the internal temperature change.FIGURE 2. Ingestion of Air and Contaminantby a Radial SealSeal “Pumping” Effects on Increased Pressure in anOperating Speed ReducerCourtesy of Parker Hannifin CorporationCorrectly operating radial shaft lip seals are dynamic andrequire the presence of a microscopically thin film oflubricant directly under the sealing lip. The seal lip imposesshear forces on the film as the shaft rotates beneath it. Thiscreates a seal “pumping action” that circulates the lubricantresiding closest to the seal back inside the speed reducerand away from the external environment. The pumpingaction of the seal prevents the lubricant from seeping out andis necessary for proper operation. Unfortunately, a correctlyfunctioning radial shaft seal also causes an unintended andunavoidable side effect. Tests confirm that microscopic airbubbles and contaminants from the external environment areentrained in the lubricant. The actively pumping seal sweepsthem inward with the induced lubricant flow and once inside,they escape into the speed reducer. With continuousoperation, the air bubbles accumulate inside the reducercavity. The seal is acting as an air pump, causing airingestion that increases the internal pressure of a sealedspeed reducer. Winsmith’s extensive testing has verified thatthe increased internal pressure of the speed reducer andthe rate of pressurization are dependent on many variablesincluding operating time, linear velocity of the shaft underthe seal, temperature, seal material, and seal and shaftmanufacturing tolerances.In summary, a significantly large percentage of sealed speedreducers develop an internal pressure of 5 psi or more whenoperated on a continuous duty cycle. This phenomenon canoccur even when there is no change in temperature becausethe radial lip seals ingest air into the reducer (see Figure 2).Conversely, testing indicates that when a reducer operatesin an intermittent manner (e.g. 5 minutes of run time every30 minutes of dwell); the internal pressure build-up isvery small.5The Effects of Temperature and Pressure on SealOperating LifeThe specific failure mechanisms of seals vary depending onthe seal material. However, the normal “wear out” failuremode of an NBR rubber (Acrylonitrile-butadiene or “nitrile”)dynamic radial shaft seal is related to time and temperatureand often termed “embrittlement.” Over time under somerelative elevation of temperature, nitrile seals loose elasticity,develop micro cracks that cause an abraded sealing surfacethat can no longer properly contain the speed reducerlubricant. The embrittlement rate of NBR materials begins toaccelerate at lip operating temperatures between 180 Fand 200 F.
Engineering Service Bulletin 15Engineering Service BulletinSE Encore Speed ReducersThe impact of increasing temperature and pressure in asealed speed reducer on the service life of an NBR seal hasbeen assessed by numerous seal manufacturers. While theresults of these tests vary depending on variables such asthe actual seal lip temperature, they indicate that a changein pressure as small as 5 psi can reduce the expected sealservice life by one third. This is because a positive internalpressure differential in a speed reducer causes the shaft lipseals to exert a higher radial force on the shaft. Underdynamic conditions, this force increases the lip seal contactarea on the shaft, increasing the friction, and thereby creatinga correspondingly higher temperature between the shaftand the lip seal. This increase is directly proportional to theamount of radial force on the seal and to the speed of theshaft at the seal interface and causes a decrease in theseal life.All SE Encore speed reducers with a quill input adaptoruse special HNBR (hydrogenated nitrile butadiene rubber) orfluoroelastomer (aka Viton ) materials on all input shaftsbecause these materials are tolerant of higher lip operatingtemperatures. The typical failure mode of HNBR material isblistering at the seal surface.Performance Issues with Bladders andExpansion ChambersVarious speed reducer design approaches aimed ateliminating the internal pressure increase have incorporatedinternal collapsible diaphragms or bladders. Eliminating thepressure increase requires that the bladder or diaphragmcollapse at very low pressures and have a volume thatsufficiently accommodates the expansion of the air and thelubricant. In a reducer with a two inch center distance, theinternal volume is between 30 in3 and 40 in3. Assuming thevolume is 60% lubricant and 40% air and applying thepreviously discussed combined gas law over a temperaturechange of 130 F (70 F start, 200 F final), the size of aninternal diaphragm or bladder required to prevent a pressureincrease must be between 3.9 in3 and 5.2 in3. In most typicalspeed reducers, there is insufficient internal space for sucha large bladder. Moreover, while some internal expansionchambers are effective in limiting or reducing internalpressure rise due to temperature changes, none are completely effective in avoiding the pressure build up related toseal air pumping action associated with continuous dutycycle applications.Applications Determine When Sealing a Speed Reduceris Preferred to VentingAs covered in the preceding discussion, sealing a reducercan increase the internal pressure which results indecreased seal service life. This is especially prevalent whenoperating under continuous duty conditions. However, thereare certain applications where the speed reducer duty cycleis highly intermittent, and run times are short with lightaverage duty loads. Testing and field experience indicatethat small internal pressure increases (1 – 2 psi) have aminimal effect on the seal service life.Another application dependent situation where sealedreducer operation is preferred occurs when the external airenvironment is extremely contaminated with material that, ifdrawn into the reducer through a vent, can rapidly reduceseal, bearing, or worm gear life. In these applications, theincreased pressure resulting from operating a sealed reducercan still have a significantly negative effect on seal life and,in these cases, require more frequent seal replacement.However, the reducer life may be lengthened by operatingsealed rather than operating with an open vent in thesetypes of harsh environments. Further, the machine builderor equipment operator might determine that the convenienceof operating a sealed speed reducer outweighs the negativeresult of reduced seal service life.The Winsmith two (2) year warranty on defects in partsand workmanship remains unaffected whether an SEEncore worm gear speed reducer operates with orwithout a vent since the vent/sealed decision only affectsthe service life of the speed reducer wear components.In conclusion, there are three fundamental factors thatgovern the speed reducer seal/vent decision. First, as thetemperature increases in a sealed reducer, so will the pressure.Second, the radial shaft seals are designed to “pump”lubricant back into the speed reducer. This pumping actionalso causes an ingestion of air that increases the internalpressure. Any increase of pressure causes decreaseddynamic radial seal life. Venting is the most cost effectivemethod of eliminating the pressure. Finally, when extremeenvironmental conditions cause component or seal wear inexcess of that caused by an increased internal pressure,sealing a speed reducer is the best likely alternative.However, under these conditions, seal wear is apt to takeplace at higher than predicted rates.6
Engineering Service Bulletin 15Engineering Service BulletinSE Encore Speed ReducersSE Encore Venting Solution is a Standard FeatureThe SE Encore worm gear speed reducer series cansatisfactorily operate sealed or vented. Each reducer issupplied with an optional “open-closed vent” that can beinstalled by the equipment builder or the equipment user.This exclusive Winsmith vent is made from black DuPont Zytel Nylon with UV protection. The vent’s design incorporatesa labyrinth with a dust/splash cap that minimizes contaminateand water incursion from the external environment createdby general, harsh, and outdoor applications. The reducerhousing offers multiple locations for vent installation dependingon the final reducer mounting position on the equipmentTurning the top cap to the closed position ensures that no oildrains while the equipment is in transit to the operatinglocation. Turning the top cap counter clockwise, by hand,opens the vent prior to running the speed reducer A specialscrew driver slot molded into the cap allows easy actuationwhen access is limited. The vent should be installed in thehighest pipe plug location available based on the actualmounting orientation of the speed reducer on the operatingequipment. Additionally, a bright yellow plastic tag is providedwith the vent that reads:NOTE: Helical Gear Ratio Multipliers arefactory filled with Mobilgear 600 XP 220lubricant. The use of other lubricantsmay result in substantially lower torquecapacity and is not recommended byWinsmith. If other lubricants are used,a thorough flushing procedure isrequired.1. Factory Filling and UniversalMounting“IMPORTANT - VENT REQUIRES ACTIVATIONTHIS REDUCER HAS BEEN SHIPPED TO YOU WITH THEVENT IN THE CLOSED POSITION – IT IS IMPORTANT TOOPEN THE VENT BY MAKING A ONE QUARTER TURNCOUNTER CLOCKWISE”NOTE: All SE Encore MDNS and MDSS standard models arefilled with lubricant by Winsmith. The lubricant level in thesereducers may be slightly above the appropriate level plug insome orientations. This small amount of additional lubricationis normal and acceptable.III. LUBRICATION &MAINTENANCEAll SE Encore MDNS and MDSS non-standard models arefilled with lubricant by Winsmith to a level dictated by thespecified orientation. These fill levels are shown in Figure 3.NOTE: SE Encore worm gear speedreducers are factory filled with MobilGlygoyle 460 (PAG) lubricant. Theuse of other lubricants may result insubstantially lower torque capacity andis not recommended by Winsmith. Ifother lubricants are used, a thoroughflushing procedure is required.The 11th character in the part number on the reducer nameplate designates a standard or non-standard reducer. A “0”in the 11th position indicates “Standard” and an “X” in the11th position indicates “Non-Standard.”7
Engineering Service Bulletin 15Engineering Service BulletinSE Encore Speed Reducers2. Ambient TemperatureIf the ambient temperature during operation is outside of -18to 130 degrees F, please contact Winsmith.3. Initial Start-UpPrior to start-up, the lubricant level should always bechecked. The proper lubricant fill level is dependent on thespeed reducer orientation during operation. The appropriatefill, drain, and level plug locations for a variety of modelsand orientations are shown in Figures 3 & 4. Grease fittings,not shown in Figures 3 & 4, are used to lubricate bearingswhen the motor speed is below 1160 rpm. If an alternatemounting position, not shown in Figures 3 & 4, is required,please contact a local sales representative or Winsmithfor assistance.The oil level should be checked, and adjusted ifnecessary, prior to operation using the oil level plugprovided and while the reducer is oriented in itsoperating position. Only Mobil Glygoyle 460 orcompatible lubricant should be used for reducerscontaining worm gears. The Helical Gear RatioMultipliers should use Mobilgear 600 XP220 lubricant.During the initial start-up operation, a break-in period isnecessary before the reducer reaches maximum operatingefficiency. Winsmith recommends a gradual application ofload during the first several hours after start-up. The reducermay run hot during this initial break-in period. This is normal.A few drops of oil may weep from the lip seals during thebreak-in stage. After a short period of operation, clean offany excess oil around the shaft seals and recheck the oillevel; adjust if necessary.4. Oil Change InstructionsWhen changing the oil for any reason, use only MobilGlygoyle 460 or other compatible PAG (Polyalkylene glycol)synthetic lubricants. If another oil type is used (PAO, MineralOil, etc.), the housing(s) must be drained and thoroughlyflushed with a light flushing oil prior to refilling. Do not mixdifferent lubricants in the reducer. Lubricant incompatibilitymany result in premature failure. Note: When changing oil,carefully inspect used oil to be sure there are no metalshavings, fragments and other signs of excessive wear.The oil level should be checked after a short period ofoperation and adjusted if necessary. Each housing of adouble reduction model should be drained and filledindependently when changing the oil. Visit our website,www.WINSMITH.com, for a detailed flushing procedure.In many light duty, relatively clean ambient conditions, thelife of Mobil Glygoyle 460 is extended to the point where areducer can operate for the AGMA and ISO specified“Normal” reducer life of 25,000 hours without ever changingthe lubricant.Note: The “Normal” reducer life of 25,000 hours specified inAGMA 6034-B92 and ISO TR14521 is highly applicationdependent. In Winsmith’s 100 years of experience, we havefound that the actual service life of many of our reducersexceeds 25,000 hours by several multiples.Under severe conditions (rapid temperature changes, moist,dirty, or corrosive environments) it may be necessary tochange the oil at intervals of 1-3 months. Periodic examinationof oil samples taken from the reducer will help establish theappropriate interval.The oil change procedure for all SE Encore speed reducersis similar. The appropriate oil fill, drain, and level plugs areidentified in Figures 3 & 4. Please note that these locationsare unique for each operating position shown. After drainingthe old lubricant, new lubricant should be added to theappropriate level plug shown.Mounting Position and Lubricant Levels for Single andDouble Reduction ModelsOptimal lubricant level information for single and doublereduction models is shown in Figures 3 and 4. Lubricantlevels are critical to the proper operation of all speed reducers.If a speed reducer was ordered and supplied for a specificmounting position, it should not be changed withoutcontacting Winsmith. Altering the mounting position from thatwhich was specified may result in inadequate lubrication.Contact Winsmith or a local sales representative withquestions regarding proper lubricant selection and level.5. Long Term Storage or InfrequentOperationIf a speed reducer is to stand idle for an extended period oftime, either prior to installation or during use, the housingshould be completely filled with oil. This will protect the interiorcomponents from corrosion due to internal condensation.Be sure to drain the oil to the proper level prior to placingthe reducer into service. Contact Winsmith or a local salesrepresentative with questions on long term storage.8
Engineering Service Bulletin 15Engineering Service BulletinSE Encore Speed Reducers6. Grease FittingsSome speed reducer models are equipped with grease fittingsto lubricate bearings that are not adequately lubricated bythe oil splash. These fittings must be lubricated every 3-6months depending on the operating conditions. Winsmithuses Mobilith SHC 220 or equivalent (NLGI #2). Cautionshould be used when greasing because excessive greasemay reduce the performance of the lubricant inside thespeed reducer.7. Low Input Speeds(Under 1160 RPM)When input speeds are less than 1160 RPM, grease fittingswill be required to lubricate any bearings not partiallycovered by the normal oil level. If a low speed operatingcondition exists and the reducers are without the appropriategrease fittings, please contact Winsmith or a local SalesRepresentative.8. Oil TemperatureSpeed reducers in normal operation can generate temperaturesof up to 212 degrees F depending on the type of the reducerand the severity of the application (loading, duration ofservice, ambient temperatures). Excessive oil temperaturesmay be the result of one or more of the following factors:A. OverloadsOverloads may be due to the original model being toosmall for the application. Overloads can also occur if thespeed reducer is properly sized for the application andhigher than anticipated loads are experienced. Alwayscheck the reducer rating when increasing driven loadsor when increasing the horsepower rating of the motoror other prime mover.B. Overfilling or UnderfillingIf a speed reducer is overfilled with oil, the energy usedin churning the excessive oil can result in overheating.If overfilling occurs, shut down the drive, remove the oillevel plug, and allow oil to drain from the level hole untilit stops. Reinstall the level plug and restart the drive. Ifthe speed reducer is under filled, the resultant frictioncan cause overheating and possible damage. If thisoccurs, the reducer should be disassembled andinspected for excessive wear Replace damaged9components, reassemble the reducer, and fill withlubricant to the appropriate level fill hole.C. Inadequate CoolingIn order to dissipate internally generated heat, thespeed reducer must be installed in such a way that aircan circulate freely. Tightly confined areas, (insidecabinets, etc.) should be avoided. If this is not possible,use a separate blower to provide forced air cooling.9. Oil Seals and Wear ComponentsVarious normal wear components such as oil, seals,bearings and gears may need more frequent replacementin severe applications.Gear reducer shaft lip seals are all subject to wear.Experience indicates that their useful life is extremelyvariable, and based primarily on the operating temperature.Other operating factors that influence seal life are high inputshaft speeds and environmental factors such as air-bornabrasive particulates. Inspecting the gear reducer regularlyand replacing the shaft seals at the first sign that they arebeyond their useful life is the only method of ensuring nolubricant leakage. This might be as frequently as 2 years orless in some applications; in others it can be as long as 10years or more.Winsmith uses high quality oil seals and precision groundshafts. However, it is possible that damage during shipmentor installation can cause oil seal leakage. When replacing ashaft oil seal, the following suggestions will help ensure leakfree operation and long seal life:A. When installing a new seal, cover the keyway and anyother shaft surface discontinuities with smooth tape toprotect the seal lip from being damaged.B. Use a sealant between the OD of the seal and the ID ofthe bore into which the seal is being installed The sealbore should also be free of any burrs, nicks,or scratches.C. Be sure that the seal is not cocked in the seal bore.The outer face of the seal shoul
SE Encore Speed Reducers Disassembly and Reassembly Instructions - Engineering Service Bulletin #16. 6. Sealed vs. Vented Speed Reducer Operation All SE Encore series speed reducers are designed to operate sealed or vented. Deciding whether a speed reducer should operate sealed or vented requires an understanding of the