Transcription
Proceedings of theInternational Conference on Mechanical Engineering 2011(ICME2011) 18-20 December 2011, Dhaka, BangladeshICME11-AM-040THERMAL AND MECHANICAL PROPERTIES OF LACCASEENZYME-TREATED KENAF FIBRE REINFORCED RECYCLEDPOLYPROPYLENE COMPOSITESM. R. Islam, M. D. H. Beg and A. GuptaFaculty of Chemical and Natural Resources Engineering, Universiti Malaysia Pahang, Malaysia.ABSTRACTComposites were prepared from lignocellulose based kenaf fibre with recycled polypropylene (RPP) andstudied the thermal and mechanical properties. Biological treatment such as Laccase enzyme treatment wasused to treat kenaf fibre for the enhancement of interfacial property between fibre and matrix by removal oflignin which holds and binds the cellulose fibre together. Both enzyme activity and soaking time durationwere considered as treatment variables. Maleic anhydride grafted polypropylene (MAPP) was used with aratio of 1:10 as coupling agent to fibre. A twin screw extruder was used to mix the blends and after that testspecimens for mechanical testing were prepared by an injection molding machine. Fibre loading wasconsidered as 10, 20, 30, 40 and 50% by weight. Various tests of the composites such as tensile, melt flowindex (MFI) and thermogravimetric analysis (TGA) were done to evaluate the properties of the compositesand compared with the untreated fibre reinforced composites. Experiment showed that, the best tensilestrength (TS) achieved at 40% loading of fibre and enzymatic treatment of fibre enhanced the TS by 40%.Activation energies were calculated through Broido’s equation and found using fibres, enhanced theactivation energies of the composites by 5 kJ/mol at the first stage of degradation. It was also found that,RPP degrades at one stage whereas composites degrade at two stages. Incorporating fibres decrease theactivation energies of the composites but treatment of fibre enhanced the activation energy. Scanningelectron microscope (SEM) of the fractured surface showed that, treatment of fibre improves the interfacialbonding between fibres and matrix. Densities of the composites were also studied in this experiment.Keywords: Composites, Kenaf Fibre, Laccase, Enzyme, Thermal and Mechanical Properties.1. INTRODUCTIONA number of lignocelluloses based natural fibres hasbeen used to produce bio-composites with various typesof polymer matrices for last few decades. Still new fibresare being added for the reinforcement purpose and asfiller materials. To produce light weight compositesmaterials with higher specific properties is possible dueto low density of the natural fibre compared to syntheticfibre such as glass fibre, carbon fibre etc. Not only that toreduce the demand of limited resources of petroleumproduct such as polymer, recycled plastic also has beendrawn research attention to the researchers. Moreover,natural fibre based composites can be produced at lowcost and low energy consumption with less CO2 emission.Although, the advantages for using natural fibres in thepolymer composites, few drawbacks are mentionablesuch as natural fibre composites absorb moisture andhigh percentages of fibre loading results poor interfacialbonding between fibre and matrix. Due to poorinterfacial bonding between hydrophilic nature of naturalfibre and hydrophobic nature of polymer and to improvemechanical and thermal properties of the composites alots of compatibilizing agents [1-2] etc. are being used.Accept using compatibilizing agent, fibre surfacemodifications have been found fruitful in previous ICME2011researches.Fibre surface modification can be done successfullyand moisture absorption by the composites can beruduced through chemical treatments such as ion,benzoylation, permanganate treatment, acrylation [3-8].Yan li [9] has reported in his work for the case of hempfibre treatment that, the higher chelator concentrationtreated hemp fibre composites had the highest tensilestrength of 42 MPa, an increase of 19% compared tocomposites with untreated hemp fibre.However, composites preparation along with variouseffects such as Laccase enzyme treatment of fibre oncomposites properties, coupling agent and fibre loadingeffect in terms of various mechanical and thermalproperties are widely discussed in this work.2. EXPERIMENTAL2.1 MaterialsKenaf fibres were taken from Kampung Merchongagro-based company in Pahang- a state of Malaysia.Recycled polypropylene used mainly from car bumperand vehicle battery case which named commercially asPP black copo from a local recycling company.1AM-040
CommercialLaccaseenzyme,suppliedbyNOVOZYMES (Novozyme 51003) was used for thetreatment of the fibre which has maximum enzymeactivity of 80U/ml. Coupling agent used was ally named as Polybond 3200 was supplied byMTBE (M) Sdn Bhd, Gebeng, Kuantan, Pahang. Theproperties of MAPP as follow (Table 1):Universal Tensile Machine (SHIMADZU, Capacity 20KN) with a load cell of 5 KN. Tests were performed asspecified in ASTM D 638 - Type I: Test method fortensile properties of plastic. The gauge length was 65 mmand the crosshead speed of testing was 10 mm/min. Fivespecimens were tested for each batch. Tensile strengthand tensile modulus (TM) were taken for analysis.2.7 Thermogravimetric AnalysisFor thermogravimetric analysis TA instrument- TGAQ500 was used with nitrogen atmosphere. The maximumtemperature was used 600 0C with heating rate 20 0C/min.Around 5 mg weight of sample was considered usingplatinum pan. Kinetic parameters for the thermaldegradation were determined from the TGA graphs usingthe following equation, given by Broido [10]:lnln(1/y) -Ea/RT ln{(RZ/Eaβ)Tmax2}Where,y Fraction of nonvolatilized material not yetdecomposed,Tmax Temperature of maximum reaction rate,β Heating rate,Z Frequency factor,Ea Activation energy.R Gas constant (8.314 J/mol.K)In figure 8, a curve was drawn to find out theactivation energy of the RPP. Here, from the TGA curvewe took the values of y and calculated the values oflnln(1/y) and put in y axis whereas temperatures as 1/T inkelvin scale put in x axis. Finally from the slope of thetrend line the activation energies of the composites havebeen calculated.Table 1: Physical properties of MAPPFormMelt flow indexDensity at 23 oCMelting point 0CMaleicAnhydrideLevelPellets115 g/10min (ASTMD-1238)0.91 g/cc (ASTM D-792)157 oC1.0 weight%2.2 Methods2.2.1 Fibre Treatment Through Laccase EnzymeEnzyme activity 40, 60 and 80 U/ml were used to treatthe fibre for 2hrs of soaking time duration. After that at80 U/ml of enzyme activity was used to treat the fibre for2, 4 and 6hrs of soaking time duration. Acetic acid wasused to control the pH of the solution at 5.5. Soaking wasdone at 25 0C with air flow for better treatment. Afterthat fibre was washed for long time by tape water until pHreached to 7. Then, fibre was air dried.2.3 Preparation of CompositesAir dried kenaf fibre was shredded into small size (2to 5 mm) by a plastic crusher. Shredded fibre was dried at70 oC in an oven until reached the moisture content ofbelow 5%. Both untreated and treated fibre wereindividually compounded into RPP with and withoutcoupling agent by means of a Prism Eurolab 16twin-screw compounder having barrel temperatures from170 oC to 190 oC from the feeding zone to the die zone,respectively. The fibre to coupling agent ratio was 10:1.The incorporated fibre contents in composites were 10,20, 30, 40 and 50% (by weight). The compoundedsamples were prepared into test specimens by injectionmoulder using NESSEI injection molding machinemodel- PNX60 machine. Tensile specimens wereprepared according to ASTM D638 Type I.2.8 Characterization of Composites by SEMA scanning electron microscope (ZEISS- EVO 50)was used to analyze the morphological images of thefractured composite materials. The samples were goldputtered before viewing under the microscope.3. RESULTS AND DISCUSSION3.1 Melt Flow Index of CompositesThe melt flow index of supplied RPP is around 5 g/10min but decreases with fibre loading for RPP/kenafcomposites even with coupling agent (Table 2). The MFIof RPP/Kenaf at 40% fibre loading is 0.4 and 0.3 g/10min with and without coupling agent respectively.Enzyme treated kenaf fibre reinforced RPP compositeshave a MFI of 0.22 g/10min. So, it reveals that, the morefibre in the composites, the more viscous the melt andmore molecular weight. At the same time it can besummarized that laccase enzyme treatment makes thecomposites more viscous while it has gone through MFItesting which indicates more difficult process ability.2.4 Melt Flow Index (MFI)Melt flow index of each sample was determinedaccording to ASTM D1238 (230 oC per 2.16 Kg) usingDynisco melt flow indexer (LMI 4000 series). Anaverage of 3 runs was taken for each sample.Table 2: MFI of RPP and compositesFormulationMelt flow Index(g/10 min)RPP5.5810%kenaf RPP2.5420%kenaf RPP1.7830%kenaf RPP0.4640%kenaf RPP0.402.5 Density MeasurementA gas pycnometer (Micromeritics, MODEL-AccupycII 1340) was used to determine the density of thecomposites with raw and treated fibre using Helium gasat 25 0C.2.6 Tensile TestTensile test for composites were carried out using a ICME20112AM-040
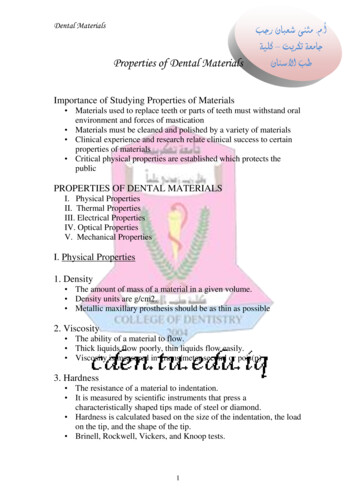
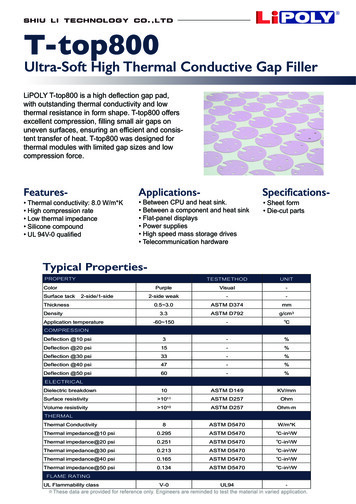
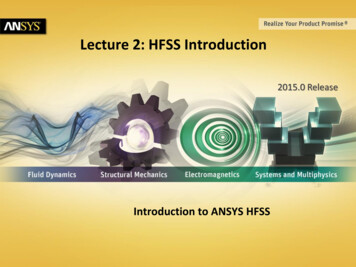
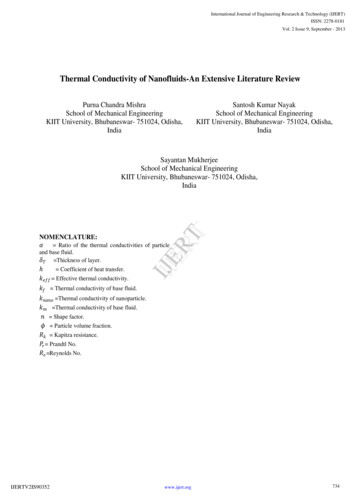
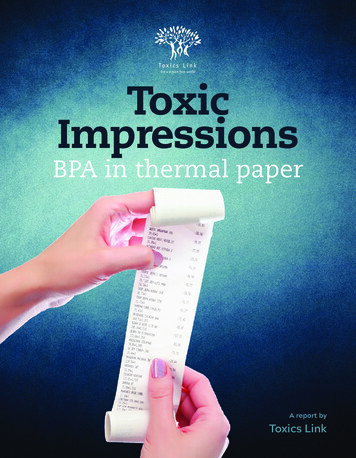
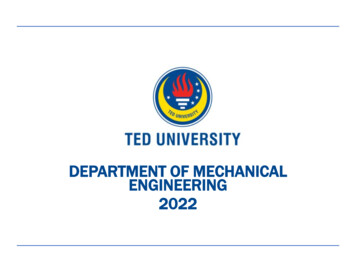
50%kenaf RPP40%kenaf RPP MAPP80U40%K RPP MAPP0.220.330.22time).At 50% fibre loading, agglomeration and poordispersion of fibre probably the reason of showing lowerTS and TM than loading at 40%.3.2 Density of the CompositesRPP itself has a density of 0.91 g/cc and fibre loadingincreases the density of the composites and at 50% fibreloading it reaches 1.16 g/cc. Laccase enzyme treatedcomposites found 1.10 g/cc. With coupling agent andwithout treatment at 40% fibre loading found a density of1.12 g/cc. At 40% fire loading without treatment andwithout coupling agent found a density of 1.04 g/cc.Table 3: Density of the compositesFormulationDensity 0%MAPP1.1280U40%K RPP MAPP1.10Fig 1. TS and TM of RPP and composites at variouspercentages of raw fibre loading (without couplingagent).3.3 Tensile Properties of CompositesExperiment showed that, TS increases with fibreloading up to 40% and after that it decreases. Themaximum TS achieved at 40% is 18.29 MPa which is18% higher than RPP (15.46 MPa). Thus, incorporatingfibre as reinforcement showed an improvementregarding TS of the composites (Fig.1.); this is may bedue to the formation of more hydrogen bonds betweenfibre to fibre and fibre to matrix at optimum fibre/matrixratio. But at higher percentage, such as 50% it decreasesbecause more fibre agglomerate together and an unevendistribution may be occurred. Using coupling agentshowed an improvement of TS by 37% and compositeswith 40% fibre loading gives TS of value 25.17 MPa.Laccase enzyme treatment of fibre increases the TS ofthe composites. The best result obtained at 80 U/ml ofenzyme activity with 4hrs of soaking time duration. At2hr socking time duration, the best TS found at enzymeactivity of 80 U/ml. After that, at 80 U/ml of enzymeactivity, the best result obtained at 4hr of soakingduration. This may be the optimum condition oftreatment regarding amount of fibre socked in thesolution. Laccase enzyme treatment may lead to the fibresurface to expose more –OH group to make hydrogenbonds with the polymer matrix by degrading lignin thecementious material of plant based fibre. The best TS25.77 MPa at 80 U/ml of enzyme activity which is almost40% greater than that of raw fibre based compositeswithout coupling agent (Fig.2. & Fig.3). Regardingtensile modulus (Fig.2 & Fig.3.) same trend of resultswas observed for the composites based on raw fibre withand without coupling agent and treated fibre basedcomposites with coupling agent. Tensile Modulus at 40%fibre loading, for the case of raw fibre based compositeswithout coupling agent showed a value of 896 MPawhereas with coupling agent it was 1051 MPa (80 U/mlof enzyme activity and 2hr of socking time) and 1078MPa (80 U/ml of enzyme activity and 4hr of socking ICME2011Fig 2. TS and TM of composites at 40% fibre loading atvarious enzyme activity with coupling agent (at 2hr ofsoaking time duration).Fig 3. TS and TM of composites at 40% fibre loading at80 U/ml of enzyme activity with various socking timeduration (with coupling agent).3.4 Scanning Electron Microscope ofComposites3AM-040
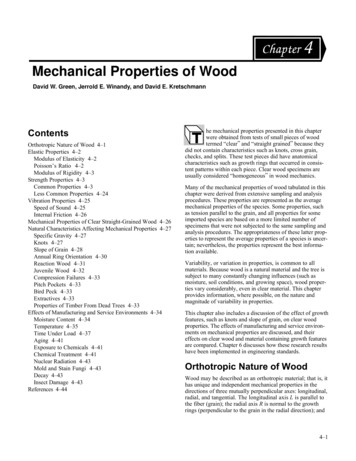
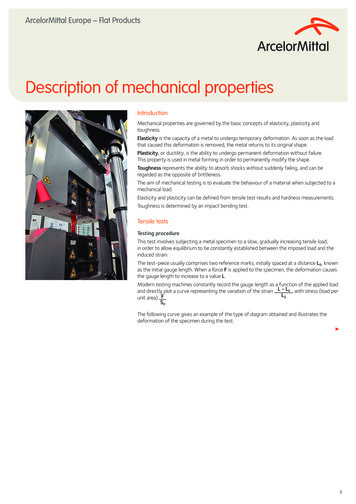
SEM examination of fractured surfaces of the RPPbased fibre composites without coupling agent revealedpoor interfacial bonding. Micrographs indicated fibrepull-out, debonding, delamination and fibre breakage. Athigh fibre loading fibre-to-fibre contact is greater anddispersion problems are evident. In the Fig.4. fibrepull-out is apparent. The presence of voids (as shown inFig.4.) may create stress concentration points which inturn reduce the strength of the samples.Due to hydrogen bonds formed between fibres andthe wide difference in polarity between lignocellulosicfibres and the matrix, the fibres tend to agglomerate intobundles and become unevenly distributed throughout thematrix.It is obvious that fibre pull-out is one of the mainmodes of failure. Fibres are shown to be oriented in arandom arrangement (Fig.4.) There is also almost samebut less and short fibre seen the fractured surface ofenzyme treated fibre (Fig. 5.) This is may be due to welltreatment of fibre but not optimum regarding matrix tofibre weight ratio. The more fibre expose may sometimeshow less adhesion to the matrix. It can also be seen thatthe surface of composite materials with 40% fillerpercentage with coupling agent is relatively smoothcompared to other composites without coupling agent.Thermogravimetric analysis of compositesUsing MAPP did not show any significantimprovement regarding thermal stability. The trends ofthe curve were almost same except the residue increaseswith fibre loading (Fig.6. & Fig.7.) In table 4, the thermalproperties of the RPP, composites with raw and treatedfibre with coupling agent are shown. We can find thatusing fibre makes the composites degrade at two stageswhereas RPP degrades at only one stage. The residuesare also increasing with the fibre loading. The moresignificant part is for the first stage of degradation of thecomposites the activation energies of the composites arealmost have around 42 KJ/mol but in the second stages itwas decreasing with the fibre loading. This may be due tothe reason of diffusion of fibres at higher loading offibres percentage in the composites but coupling agent inthat case improve the activation energies around 5KJ/mol at same loading percentage of fibre. But treatedfibre with coupling agent at first stage having activationenergy of 46.28 KJ/mol whereas at the second stage thevalue was 78.71 KJ/mol.Fig 6. TGA analysis of composites with raw fibreFig 4. SEM of fractured surface of composites with rawfibre without coupling agent at 40% loading.Fig 7. TGA analysis of composites with raw and treatedfibre (with coupling agent)Fig 5. SEM of fractured surface of composites withlaccase enzyme treated fibre with coupling agent at 40%loading. ICME2011Fig 8. lnln (1/y) vs 1/T curve to calculate activationenergy of RPP.4AM-040
Table 4: Thermal properties of RPP and compositesFormlRPP10%kenaf RPP20%kenaf RPP30%kenaf RPP40%kenaf RPP50%kenaf RPP40%kenaf RPP MAPP40%k(enzymetreated) RPP xUnivesrsiti Malaysia Pahang is highly acknowledged forproviding finding for this project under FRGS (RDU090102) and PGRS 100339respectively.6. REFERENCES1.R. Ramli, R. M. Yunus, M. D. H. Beg and M. R.Islam, “Effects of Coupling Agent on Oil PalmClinker and Flour Filled PolypropyleneComposites” Journal of Reinforced Plastics andComposites; 40 (5); 431-439 (2011)2. Yanjun Xie, Callum A.S. Hill, Zefang Xiao, HolgerMilitz, Carsten Mai Silane coupling agents used fornaturalfiber/polymercomposites:Areview Composites Part A: Applied Science andManufacturing, Volume 41, Issue 7, July 2010,pages 806-8193. Lee SM, Rowell RM. Natural composites fibremodifications. Int EncyclopaediaCompos, vol. 4.New York: VHC; 1991.4. Zafeiropoulos NE, Williams DR, Baillie CA,Matthews FL. Development and investigation 93.5. Sreekala MS, Thomas S. Effect of fiber 1–72.6. Paul A, Joseph K, Thomas S. Effect of surfacetreatment on the electrical properties of PEcomposites reinforced with short sisal fibre.Compos Sci Technol 1997;57(1):67–78.7. John MJ, Francis B, Varughese KT, Thomas S.Effect of chemical modification on properties ofhybrid fibre biocomposites. Composites Part A2008;39:352–63.8. Li X, Tabil LG, Panigrahi S. Chemical treatments ofnatural fiber for use in natural fiber-reinforcedcomposites: a review. J Polym Environ2007;15:25–339. Yan Li, K.L. Pickering, Hemp fibre reinforcedcomposites using chelator and enzyme treatmentsComposites Science and Technology, Volume 68,Issues 15-16, December 2008, Pages 3293-329810. Broido, A. A simple, sensitive graphical method oftreating thermogravimetric analysis data. Journal ofPolymer Science Part A-2, 1969; 7: 1761.4. CONCLUSIONSSignificant improvement was found regarding TSand TM of composites based on treated fibre withcoupling agent. In that case, at 80 U/ml enzyme activitywith 4hr of socking time duration is the best condition forfibre treatment. In this investigation, it was found that TSand TM increases with fibre loading up to 40%. Thebetter adhesion as shown by scanning electronmicroscopy between filler and matrix was found in caseof composites with treated fibre and coupling agentwhile the rest of the composite materials withoutcoupling agent showed debonding and agglomeration offibre, thereby decreasing their interfacial adhesion.Removal of non-cellulosic compounds is alsosuspected to have increased the amount of OH groupsexposed on the fibre surface, which could assist inbonding with the matrix in the presence of MAPP, asevidenced by the increase in composite tensile strength.Melt flow index showed negative trend with theincorporation of fibre & adding MAPP. Fibre treatmentin that case enhanced more to lower down the value.Thus, very low process ability at higher loading as wellas for enzyme treatment can be concluded.Using fibres enhanced the thermal stability of thecomposites and degrade at two steps while recycledpolypropylene at one step.7. MAILING ADDRESSM. R. IslamDepartment of Chemical and Natural ResourcesEngineering, Universiti Malaysia Pahang,Lebuhraya Tun Razak, 26300 Kuantan, Malaysia.E-mail: remanraju@gmail.com5. ACKNOWLEDGEMENTThe Ministry of Higher Education Malaysia and the ICME20115AM-040
Dynisco melt flow indexer (LMI 4000 series). An average of 3 runs was taken for each sample. 2.5 Density Measurement A gas pycnometer (Micromeritics, MODEL-Accupyc II 1340) was used to determine the density of the composites with raw and treated fibre using Helium gas at 25 0C. 2.6 Tensile Test