Transcription
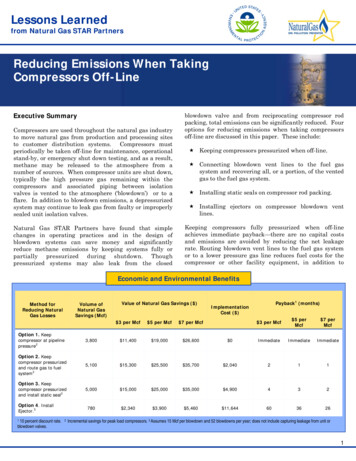
Lessons Learnedfrom Natural Gas STAR PartnersReducing Emissions When TakingCompressors Off-LineExecutive SummaryCompressors are used throughout the natural gas industryto move natural gas from production and processing sitesto customer distribution systems. Compressors mustperiodically be taken off-line for maintenance, operationalstand-by, or emergency shut down testing, and as a result,methane may be released to the atmosphere from anumber of sources. When compressor units are shut down,typically the high pressure gas remaining within thecompressors and associated piping between isolationvalves is vented to the atmosphere (‘blowdown’) or to aflare. In addition to blowdown emissions, a depressurizedsystem may continue to leak gas from faulty or improperlysealed unit isolation valves.Natural Gas STAR Partners have found that simplechanges in operating practices and in the design ofblowdown systems can save money and significantlyreduce methane emissions by keeping systems fully orpartially pressurized during shutdown. Thoughpressurized systems may also leak from the closedblowdown valve and from reciprocating compressor rodpacking, total emissions can be significantly reduced. Fouroptions for reducing emissions when taking compressorsoff-line are discussed in this paper. These include: Keeping compressors pressurized when off-line. Connecting blowdown vent lines to the fuel gassystem and recovering all, or a portion, of the ventedgas to the fuel gas system. Installing static seals on compressor rod packing. Installing ejectors on compressor blowdown ventlines.Keeping compressors fully pressurized when off-lineachieves immediate payback—there are no capital costsand emissions are avoided by reducing the net leakagerate. Routing blowdown vent lines to the fuel gas systemor to a lower pressure gas line reduces fuel costs for thecompressor or other facility equipment, in addition toEconomic and Environmental BenefitsMethod forReducing NaturalGas LossesVolume ofNatural GasSavings (Mcf)Value of Natural Gas Savings ( ) 3 per Mcf 5 per Mcf 7 per McfPayback1 (months)ImplementationCost ( ) 3 per Mcf 5 perMcf 7 perMcfOption 1. Keepcompressor at pipelinepressure23,800 11,400 19,000 26,600 0ImmediateImmediateImmediateOption 2. Keepcompressor pressurizedand route gas to fuelsystem25,100 15,300 25,500 35,700 2,040211Option 3. Keepcompressor pressurizedand install static seal25,000 15,000 25,000 35,000 4,900432780 2,340 3,900 5,460 11,644603626Option 4. InstallEjector.310 percent discount rate.blowdown valves.12Incremental savings for peak load compressors. 3 Assumes 15 Mcf per blowdown and 52 blowdowns per year; does not include capturing leakage from unit or1
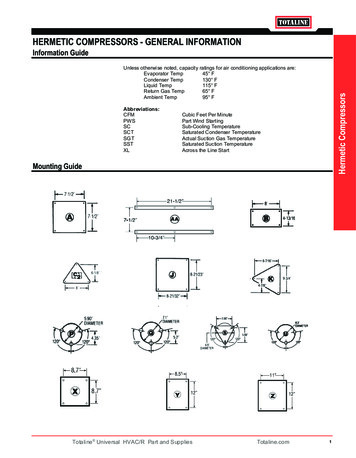
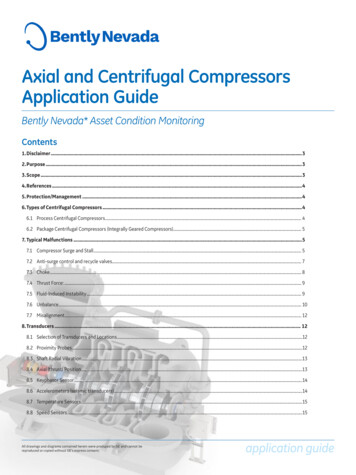
Reducing Emissions When Taking Compressors Off-Line (Cont’d)avoiding blowdown emissions. Static seals installed oncompression rods eliminate gas leaking back through therod packing while a compressor is shutdown underpressure. An ejector uses the discharge of an adjacentcompressor as motive to pump blowdown or leaked gasfrom a shut down compressor into the suction of anoperating compressor or a fuel gas system. Benefits ofthese practices include fewer bulk gas releases, lower leakrates, and lower fuel costs, with a payback in most cases ofless than a year.Technology BackgroundCompressors used throughout the natural gas system arecycled on- and off-line to meet fluctuating demand for gas.Maintenance and emergency shut down are otheroccasions when compressors are taken off-line. Standardpractice is to blow down or vent the high pressure gas leftin the compressor when it is taken off-line. While thecompressor is depressurized, leakage can continue fromthe unit isolation valves, which are estimated to leak at anaverage rate of 1.4 Mcf/hour. When a compressor is fullypressurized, methane can leak from the closed blowdownvalve and the compressor rod packings. Per Exhibit 1, thisleakage rate from pressurized compressors is estimated tobe smaller, totaling 0.45 Mcf/hour versus 1.4 Mcf/hour fora depressurized system.The number of times a compressor is taken off-line fornormal operations depends on its operating mode. Somecompressors are designated as base load; thesecompressors are operated most of the time, and might betaken off-line only a few times per year. Down time forbase load compressors averages 500 hours per year. Othercompressors operate for peak load service, coming on lineas demand increases and additional pipeline volumes arerequired. These units drop off the system (shut down) asmarket demand decreases. Peak load compressors may beoperated for approximately 4000 hours total (less than 50percent of the year), but cycling on- and off-line as many as40 times per year.The ratio of base load compressors to peak loadcompressors varies widely among pipeline operatorsbecause of different operating strategies, systemconfigurations, and markets.On some pipelines, 40percent of the compressors might be base loaded; onothers, 75 percent might operate as base load. Regardlessof the operating mode, significant emission savings can begained by modifying operating practices and facilitydesigns to minimize the amount of natural gas emittedExhibit 1: Compressor DiagramSource: 1999 PRCI Final Report2
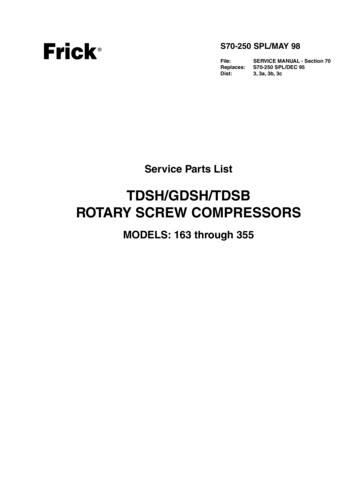
Reducing Emissions When Taking Compressors Off-Line (Cont’d)during down periods.The largest source of methane emissions associated withtaking compressors off-line is from depressurizing thesystem by venting the gas that remains within thecompressor and the piping associated with the compressor.The gas volume released during a compressor blow downdepends on several factors including the size of thecompressor, the pipeline pressure, and the pipe volumecontained between unit isolation valves. On average, asingle blowdown will release approximately 15 thousandstandard cubic feet (Mcf) of gas to the atmosphere.It should be noted that all options discussed in this paperrequire blowdown of a compressor before it can be taken on-line again. The main difference between the baselinescenario (blowing the compressor down on shutdown andmaintaining it depressurized) and the options presented isthe timing of the blowdown and the volume of theblowdown (for example, if blowdown gas is routed to thefuel system).Unit isolation valves are another source of methaneemissions from off-line depressurized compressors. Largeunit valves are used to isolate the compressor from thepipeline and can leak significant amounts of methane.Unit valves have acceptable ranges of leakage specified bydesign tolerances for this type of valve. Unit isolationvalves are periodically maintained to reduce leakage, butthe limited accessibility of such valves can result inincreased leakage between scheduled maintenance. Atypical leak rate for unit valves is 1.4 Mcf per hour.If the compressor is kept pressurized while off-line,emissions from compressor rod packings and blowdownvalves can be observed. Seals on compressor piston rodswill leak during normal operations, but this leakageincreases approximately fifty percent (to about 75 scfh perrod, or 0.3 Mcf/ hour, per four-cylinder compressor) when acompressor is idle with a fully pressurized suction line.Leaks occur through gaps between the seal rings and theirsupport cups, which are closed by the dynamic movementMethane Content of Natural GasThe average methane content of natural gas varies by natural gasindustry sector. The Natural Gas STAR Program assumes thefollowing methane content of natural gas when estimatingProduction79 %Processing87 %Transmission and Distribution94 %of the piston rod and lubricating oil (see EPA’s LessonsLearned: Reducing Methane Emissions from CompressorRod Packing). Vent and flare system valves can also leakfrom pressurized systems at a rate of 150 scfh.Natural Gas STAR Partners have significantly reducedmethane emissions from compressors taken off-line byimplementing changes in maintenance and operatingprocedures as well as installing new equipment. Followingare some of the practices recommended by Natural GasStar Partners.1. Maintain pipeline pressure on the compressorduring shutdown. As shown in Exhibit 1, leakage fromthe compressor seal and closed blowdown valve willincrease for the pressurized system, but is still less thananticipated leakage at the unit isolation valve for adepressurized system. Partners report that total fugitivegas emissions will be reduced by as much as 68 percent,compared to leakage that would occur through the unitvalve if the compressor were offline and depressurized, toapproximately 0.45 Mcf/ hour for a pressurizedcompressor.2. Keep the compressor at fuel gas pressure andconnect to the fuel gas system. Connecting theblowdown vent or flare lines to the fuel gas system allowsthe gas that is purged when taking a compressor off-line tobe routed to a useful outlet. The pressure of an off-linecompressor equalizes to fuel line gas pressure (typically100-150 pounds per square inch, psi). At the lowerpressure, total leakage from the compressor system isreduced by more than 90 percent, compared to leakagethat would occur through the unit valve if the compressorwere offline and depressurized, to approximately 0.125Mcf/hour from the compressor rod packing. Leakageacross the unit valves into the compressor continues tofeed the fuel system via the vent connection, rather thanvent to the atmosphere or flare in the fully depressurizedsystem.3. Keep the compressor at pipeline pressure andinstall a static seal on the compressor rods. A staticseal on the compressor rods can eliminate rod packingleaks during shutdown periods with the compressor stillpressurized. A static seal is installed on each rod shaftoutside the conventional packing. An automatic controlleractivates when the compressor is shutdown to wedge a gas-tight seal around the shaft; the controller deactivates theseal on start-up. With this equipment installed, leakagewill only occur from the closed blowdown valve at about0.15 Mcf/h with the system at high pressure. The new3
Reducing Emissions When Taking Compressors Off-Line (Cont’d)leakage rate would represent a reduction of 89% of theemissions that would take place if the compressor were tobe kept off-line and depressurized.4. Install Ejector. An ejector is a venturi nozzle that useshigh-pressure gas as motive fluid to draw suction on alower pressure gas source, discharging into anintermediate pressure gas stream. The ejector can beinstalled on vent connections up and down stream of apartly closed valve, or between the discharge and suctionof a compressor which creates the necessary pressuredifferential. The captured gas and the motive gas are thenrouted to compressor suction or fuel gas system.Decision Steps for Reducing Emissions When Taking CompressorsOff-Line:1. Identify blowdown alternatives.2. Calculate quantity and value of methane emissions from the baseline(depressurized) scenario.3. Calculate the cost and savings of alternatives.4. Conduct economic analysis.reducing methane emissions when taking compressors offline. The feasibility and cost of implementing each option,either singly or in combination, must be considered byoperators when modifications to compressor shut downprocedures are developed.Economic and Environmental Benefits Option 1: Maintain pipeline pressure on thecompressor during shutdown.Natural Gas STAR Partners can achieve substantialenvironmental and economic benefits by taking simplesteps to avoid blowing down, or depressurizing,compressors to the atmosphere when a shut down occurs.These benefits include: Option 2: Route high pressure pipeline gas tofuel while keeping the compressor at fuel gaspressure. Fewer Bulk Gas Releases: by routing compressorblowdown gas to the fuel gas system, operators cansignificantly reduce the volume of emissions whilerecovering a useful product. Similar results can beachieved by installing an ejector to capture theblowdown gas and route it to a useful outlet. Option 4:Install Ejector to route gas tocompressor suction or fuel gas system Lower Leak Rates: maintaining compressors fullypressurized can avoid significant leaks across theunit valves of 475 Mcf per year for base load unitsand 3,800 Mcf per year for peak load units (seeExhibit 2). The installation of ejectors and staticseals on the compressor rods when the unit is off-linewill also reduce the amount of methane leaking toatmosphere. Lower Fuel Costs: routing compressor gas to thefuel system utilizes methane that would otherwise bevented or flared.This reduces fuel costs andincreases the volume of gas available for sale or use.Decision ProcessWhen taking compressors off-line, operators can easily andcost-effectively reduce methane emissions by followingthese steps: Option 3: Keep compressors pressurized andinstall a static seal on compressor rods.A prudent operating practice is to avoid fullydepressurizing compressors until they are to be taken online again. Option 3 (installing static seals) providesadded gas savings when used together with Option 1(maintaining the compressor at pipeline pressure) bylimiting fugitive gas emissions when maintaining apressurized system. Option 4, install ejector, will recoverblowdown gas that would otherwise have been vented andallow the operator to direct it to a useful outlet. Inaddition, Option 4 can capture leakage and route it to auseful outlet, making it possible to be implemented incombination with any of the other options.Step 2: Calculate quantity and value of methaneemissions from the baseline (depressurized) scenario.The total methane emissions from off-line, depressurizedcompressors is the sum of the losses from venting thecompressor and associated piping and the losses across theunit valves for the period of time the compressor isdepressurized. Key inputs for calculating the total lossesper compressor per year include:Step 1: Identify blowdown alternatives. The number of blowdowns per year (B).Four options previously described are available for The pressurized compressor's volume between unit4
Reducing Emissions When Taking Compressors Off-Line (Cont’d)Step 3: Calculate the cost and savings of alternatives.isolation valves (V). The volume of gas vented perblowdown depends on the compressor cavity volume,the suction and discharge bottles and piping volumebetween isolation valves, and the pressure. This canbe calculated directly using Henry's Law (volume isinversely proportional to pressure, or P1V1 P2V2).An average of 15 Mcf per blowdown is accepted as adefault emissions factor by the Natural Gas STARProgram.The costs of each alternative include the capitalinvestment, incremental operations and maintenance(O&M) cost, and the off-line leak rate associated with theoption. Some Partner-reported costs of each option aresummarized below. Option 1: Maintain pipeline pressure on thecompressor during shutdown. This option has nocapital or O&M costs. When instituted, leakageoccurs at the compressor rod packing (0.3 Mcf/h percompressor) and at the blowdown valve (0.15 Mcf/h),totaling approximately 0.45 Mcf/h when thecompressor is fully pressurized. The duration of the shut-down periods (T). The leakage rate at the unit valves (U). Unit valveleaks can be measured at the blowdown vent usinghand-held measuring devices. Leak rates generallyincrease since the last maintenance of the valves. Adefault value of 1,400 scfh is used in this analysis. Option 2: Keep the compressor at fuel gaspressure and connect to the fuel gas system.This option involves adding piping and valves tobleed gas from an idle compressor into thecompressor station's fuel gas system or other lowpressure sales line. Facility modification costs rangebetween 1,470 and 2,600 per compressor. Majordeterminants of cost are the size of the compressor,the number of fittings, valves, and piping supports,size of piping, length of piping, and whether anautomatic analyzer is installed. After the pressure inTotal emissions (TE) are calculated as: TE B*V T*U.The total value (TV) or cost of these emissions is TE timesthe price (P) of gas or TV TE x P.Most of this information is easily accessible from operatingrecords and nameplate specifications, or can be estimated.Exhibit 2 presents two sample calculations of losses fromthe baseline scenario versus Option 1, one for a base loadcompressor and one from a peak load compressor.Exhibit 2: Sample Calculations of Savings due to Implementation of Option 1 as Compared to BaselineScenario of Maintaining Compressor Fully DepressurizedAssumptions:Base LoadPeak LoadHours off-line/yearUnit valve leak rate (Mcf/h)Blowdown valve leak rate (Mcf/h)5001.4.154,0001.4.15Rod packing leak rate (Mcf/h).30.30Sample 1: Base Load CompressorTotal Fugitive Emissions Savings BaselineEmissions - Option 1 EmissionsTotal Value of Saved Gas (500 hours x 1.4 Mcf/h) - (500 hours x 0.45 Mcf/h) 475 Mcf/year 475 Mcf/year x 7.00/Mcf 3,325 per yearSample 2: Peak Load CompressorTotal Fugitive Emissions Savings BaselineEmissions - Option 1 EmissionsTotal Value of Saved Gas (4,000 hours x 1.4 Mcf/h) - (4,000 hours x 0.45 Mcf/h) 3,800 Mcf/year 3,800 Mcf/year x 7.00/Mcf 26,600 per year5
Reducing Emissions When Taking Compressors Off-Line (Cont’d)the compressor equilibrates with the fuel linepressure, leakage from compressor rod packings fallsto about 50 scfh and from the blowdown valve toabout 75 scfh, totaling 0.125 Mcf/h.Nelson Price IndexesIn order to account for inflation in equipment andoperating & maintenance costs, Nelson-FarrarQuarterly Cost Indexes (available in the first issue ofeach quarter in the Oil and Gas Journal) are used toupdate costs in the Lessons Learned documents. Option 3: Keep pressurized and install apositive static seal on compressor rods. Whiletechnically feasible and compatible with eitherOption 1 or 2, Option 3 may not be cost-effectivewhen used in conjunction with Option 2 (because leakrates are significantly lower when floating thecompressor at the lower fuel line pressures). Staticseals cost about 825 per rod, plus 1,600 for anautomatic activation controller for the entirecompressor, totaling 4,900 per four-rod compressor.With leakage from the compressor rod packingvirtually eliminated, the only remaining leakage isfrom the blowdown valves, approximately 150 scfh.The “Refinery Operation Index” is used to reviseoperating costs while the “Machinery: Oilfield ItemizedRefining Cost Index” is used to update equipmentcosts.To use these indexes in the future, simply look up themost current Nelson-Farrar index number, divide bythe February 2006 Nelson-Farrar index number, and,finally multiply by the appropriate costs in the LessonsLearned. Option 4: Install Ejector. Similar to Option 3,Option 4 is technically feasible and compatible withOptions 1 and 2, as the ejector can capture gas thatleaks through valves. Option 4 may not be as costeffective when used with Option 2 (because leak ratesare significantly lower when floating the compressorat lower fuel line pressures). The capital andinstallation costs of a typical venturi ejector areestimated to be 11,644. In addition to the ejectoritself, capital expenditures include ejector blockvalves, piping from the blowdown vent lineconnections, and engineering design work to size thenozzle and expander for the site.Exhibits 3a, 3b, and 3c show sample costs and savingsassociated with these options.Exhibit 3a: Sample Calculations of Savings due to Implementation of Option 2 as Compared toBaseline Scenario of Maintaining Compressor Fully DepressurizedAssumptions:Base LoadPeak LoadHours off-line/yearUnit valve leak rate (Mcf/h)Blowdown valve leak rate (Mcf/h)5001.4.0504,0001.4.050Rod packing leak rate (Mcf/h).075.075Sample 1: Base Load CompressorTotal Fugitive Emissions Savings BaselineEmissions - Option 2 EmissionsTotal Value of Saved Gas (500 hours x 1.4 Mcf/h) - (500 hours x 0.125 Mcf/h) 638 Mcf/year 638 Mcf/year x 7.00/Mcf 4,466Sample 2: Peak Load CompressorTotal Fugitive Emissions Savings BaselineEmissions - Option 2 EmissionsTotal Value of Saved Gas (4,000 hours x 1.4 Mcf/h) - (4,000 hours x 0.125 Mcf/h) 5,100 Mcf/year 5,100 Mcf/year x 7.00/Mcf 35,7006
Reducing Emissions When Taking Compressors Off-Line (Cont’d)Exhibit 3b: Sample Calculations of Savings due to Implementation of Option 3 as Compared toBaseline Scenario of Maintaining Compressor Fully DepressurizedAssumptions:Base LoadPeak Load5001.4.1504,0001.4.15000Hours off-line/yearUnit valve leak rate (Mcf/h)Blowdown valve leak rate (Mcf/h)Rod packing leak rate (Mcf/h)Sample 1: Base Load CompressorTotal Fugitive Emissions Savings BaselineEmissions - Option 3 Emissions (500 hours x 1.4 Mcf/h) - (500 hours x 0.150 Mcf/h) 625 Mcf/year 625 Mcf/year x 7.00/McfTotal Value of Saved Gas 4,375Sample 2: Peak Load CompressorTotal Fugitive Emissions Savings BaselineEmissions - Option 3 Emissions (4,000 hours x 1.4 Mcf/h) - (4,000 hours x 0.150 Mcf/h) 5,000 Mcf/year 5,000 Mcf/year x 7.00/McfTotal Value of Saved Gas 35,000Exhibit 3c: Sample Calculations of Savings due toImplementation of Option 4Assumptions:Blowdowns per year52Emissions per Blowdown15 McfCapital Cost 11,644Operating Costs 1,575Natural Gas Emissions Savings*780 Mcf / yrTotal Value of Gas Saved 780 Mcf/year x 7.00/Mcf 5,460* Assumes 15 Mcf per blowdown and 52 blowdowns per year and that virtually all ofthe gas is captured by the ejector. Does not include capture of leaked emissions fromblowdown or unit valve.Step 4: Conduct economic analysis.Once the quantity and value of natural gas losses andmethane emissions are determined and the cost of eachalternative is established, an economic analysis of theemission mitigation options is conducted. Simple paybackis an industry standard economic analysis method inwhich the first year costs of each option are comparedagainst the annual value of gas saved.When maintaining pipeline pressure on compressor sets(Option 1), the net emissions savings are the differencebetween methane emissions from off-line leakage thatoccurs when the compressor is kept fully depressurizedand off-line leakage that occurs when the compressor iskept fully pressurized (calculated in Exhibit 2.Exhibit 4 presents the estimated savings of Option 1 andthe incremental savings from implementing Options 2 and/or 3 in addition to Option 1. Maintaining the systemunder pressure while the compressor is shutdown or onstandby (Option 1) demonstrates an immediate paybackwith no investment required. Option 2, tying vent linesinto a low pressure gas pipeline while maintainingpressure on the compressor system during a shut down, iseconomic for both base load and peak load compressors,but significantly more attractive for peak compressors.For Option 3, the incremental gas savings for base loadcompressors require just over one year to recover thefacility investment but payback for peak load compressorsis less than one year.Option 4 can be implemented in combination with Options1, 2, and 3 or individually. The cost-effectiveness of Option4 will depend on the volume of gas vented per blowdown as7
Reducing Emissions When Taking Compressors Off-Line (Cont’d)Exhibit 4: Economic Comparison of OptionsOption 1Keep PressurizedNet Gas Savings (Mcf/yr)Dollar Savings/yr1IRR2Option 3Keep Pressurized and InstallStatic 00 3,325 26,600 4,466 35,700 4,375 35,00000 2,040 2,040 4,900 4,900ImmediateImmediate6 months1 months14 months2 months 100% 100%218%1750%85%714%Facilities InvestmentPaybackOption 2Keep Pressurized and Tie to FuelGas1 Assuming25value of gas 7.00/Mcfyear life (not including annual O&M costs)well as the number of blowdowns per year. The economicevaluation presented in Exhibit 4a assumes 15 Mcf perblowdown and 52 blowdowns per year. The economicevaluation does not account for additional gas that can berecovered from leakage through the blowdown valve orunit valve.Exhibit 4a: Economic Evaluationof Option 4Option 4Install EjectorNet Gas Savings(Mcf/yr)1780Dollar Savings/yr2 5,460Facilities Investment 11,644Operating Costs 1,575Payback326 monthsIRR31 Assuming 15 Mcf per blowdown and 52 blowdowns per year 7.00/Mcf 3 5 year life (not including annual O&M costs)37%2Assuming value of gasImplementation TipsListed below are tips that Natural Gas STAR Partners useto evaluate options and reduce emissions from off-linecompressors: Operators generally conduct total stationmaintenance turnarounds every 12 to 36 months,overhauling unit isolation valves and making majormodifications such as fuel gas tie-ins. Unit valves,blowdown valves, and compressor rod packing likelyexperience maximum leakage rates toward the end ofthe operating cycle between turnarounds. Therefore,it is typically more cost-effective to makereplacements during the next scheduled turnaround. Safety is a priority when designing and operatingnatural gas facilities. Maintaining gas pressure onidle compressors and valves causes increased leakagethrough the equipment inside the compressor station,and the appropriate precautions must be takenwithin the facility for gas detection, the potentialenergy hazards of high pressure vessels, andadequate ventilation to prevent accumulation ofleaked gases. Installing static seals on compressorrods and maintaining and selecting the appropriatevalves can minimize this leakage, and, by extension,safety concerns. Depressurizing off-line compressors to fuel gas iseffective only where there is sufficient fuel demand toconsume the gas at the rate of unit isolation valveleakage (estimated 1.4 Mcf/h). Appropriate valve selection and maintenance of theseal integrity of unit isolation valves can eliminateup to 90 percent of annual emissions from the typicalshutdown and blowdown practice. Repairs on thesevalves are expensive in terms of material and labor,as well as the gas emissions that result from the need8
Reducing Emissions When Taking Compressors Off-Line (Cont’d)to depressurize the entire station to access thesevalves.Although the maintenance and repair cost of gas handlingequipment to eliminate blow down emissions can beprohibitive in terms of valve materials and labor, whencombined with better operating routines, better facilityand equipment design, and elimination of unnecessaryblow down practices, significant cash flow can be added tothe bottom line of many operations who have economicincentives to reduce lost and unaccounted-for gas.When assessing options for reducing emissions whentaking compressors off-line, the expected price of naturalgas influences decision-making. Exhibit 5a shows theimpact of gas price on the economic analysis of Option 2,keeping the compressor pressurized and routing theblowdown vent to the fuel gas system.Exhibit 5a: Impact of Gas Price on Option 2: KeepCompressor Pressurized andRoute Blowdown Gas to FuelValue of Gas Saved 3/ Mcf 5/ Mcf 7/ Mcf 15,300 25,500 35,700211750%1,250%1,750% 50,871 86,022 121,173Payback Period (months)Internal Rate of Return(IRR)Net Present Value(i 10%)Exhibit 5c shows the impact of gas price on the economicanalysis of Option 4, install ejectors.Exhibit 5c: Impact of Gas Price on Option 4:Install Ejectors 3/ Mcf 5/ Mcf 7/ Mcf 2,340 3,900 5,460Payback Period(months)603626Internal Rate ofReturn (IRR)0%20%37%- 2,521 2,854 8,230Value of Gas SavedNet Present Value(i 10%)The impact of the gas price on the economic analysis ofOption 1 is not shown since no capital investment isrequired to implement Option 1, making the paybackimmediate regardless of gas price.Lessons LearnedPartners will find that significant emissions reductionsand cost saving will result from altering routinecompressor blowdown practices, and, where applicable,from rerouting vented gas. Savings accrue from retainedproduct or displacement of fuel gas. The principal lessonslearned from Natural Gas STAR Partners are:Exhibit 5b shows the impact of gas price on the economicanalysis of Option 3, keeping the compressors pressurizedand installing a static seal on the compressor rods. Avoid depressurizing to atmosphere wheneverpossible. Large immediate savings can be realized atno cost by keeping off-line compressors pressurizedExhibit 5b: Impact of Gas Price on Option 3: KeepCompressor Pressurized and Install Static SealsCase Study: An EPA Partner's ExperienceValue of Gas SavedPayback Period(months)Internal Rate ofReturn (IRR)Net Present Value(i 10%) 3/ Mcf 5/ Mcf 7/ Mcf 15,000 25,000 35,000432306%510%714% 47,238 81,700 116,161With growing interest in identifying practical financial savings andreducing gas losses, Company A investigated several strategiesto reduce leakage from its compressor rod packing. During aperiod when compressors were taken out of service, the companytied the compressor to the fuel gas system. At this lowercompressor cylinder pressure, the leakage through rod packingcases and blowdown valves was reduced considerably. For3,022 compressor cylinders (a total of 577 compressor units)operative 40 percent of the time, the total gas savings amountedto a significant 1.58 Bcf/year.9
Reducing Emissions When Taking Compressors Off-Line (Cont’d)during the majority of their time off-line. Educate field staff about the benefits of delaying oravoiding blowdowns. Determine if individual compressors operate in baseor peak load. Use this information to conducteconomic analyses of Options 2 and 3. Measure gas emissions from blowdown valves andindividual unit isolation valves, as well as emissionsfrom individual compressors to evaluate your actualeconomics of the alternatives presented. Where economic, develop a schedule for retrofittingcompressors with fuel gas routing systems andinstalling compressor rod static seals. Record reductions at each compressor. Reductions in methane emissions should be includedin annual reports submitted as part of the NaturalGas STAR Program.Common Leak Detection and MeasurementDevices Infrared Camera–Able to screen inaccessible equipment components–Displays h
If the compressor is kept pressurized while off-line, emissions from compressor rod packings and blowdown valves can be observed. Seals on compressor piston rods will leak during normal operations, but this leakage increases approximately fifty percent (to about 75 scfh per rod, or 0.3 Mcf/ hour, per four-cylinder compressor) when a