Transcription
OTIMIZAÇÃO DA PROGRAMAÇÃO E SEQUENCIAMENTO DAPRODUÇÃO EM UM TRATAMENTO TÉRMICO COM A UTILIZAÇÃODE SISTEMAS DE CAPACIDADE FINITAIzabel C. Zattar, Carlos M. Sacchelli, M. Eng.Instituto Superior de Tecnologia – ISTRua Albano Schmidt 3333 - Cep 89227-700 - Joinville – SC Fone: (47) 461- 0112izabelzattar@netvision.com.br, sacchelli@sociesc.com.brResumo. Este artigo tem o objetivo dedemonstrar a otimização da programação e osequenciamento da produção com a utilizaçãode sistemas APS- Advanced PlanningScheduling, em uma unidade de tratamentotérmico. Para isto será apresentado de formasucinta a evolução dos sistemas deprogramação da produção com capacidadefinita – FCS/APS, seu surgimento e atendência de utilização de sistemas híbridosque aproveitam as melhores característicasdos MRP II/FCS, para tornar a programaçãoda produção cada vez mais rápida e precisa.É realizada assim uma breve introdução aosconceitos de cada sistema mencionado,apresentando em seguida um exemplo deaplicação de um sistema APS em uma áreaprodutiva de processos sob encomenda. Aofinal serão relatados os resultados obtidos atéo momento.Palavras-chave: APS, Capacidade finita,Programação da produção.possuam qualidade em seus produtos. Dentreos inúmeros softwares que surgiram para oauxilio na tomada de decisões produtivas doissão particularmente importantes: o MRP –MaterialRequerimentsPlanningeposteriormente o MRP II – ManufacturingResource Planning. Com o passar do tempo ecom o aumento da complexidade dos sistemasprodutivos, estes sistemas apresentaram sériaslimitaçõesnoquevisaatenderespecificamente ao chão de fábrica, análise decapacidade produtiva e alternativas deseqüênciamento da produção. Procurandoformas de contornar estes problemas aparecemos primeiros softwares de capacidade finita,FCS - Finite Capacity Scheduling e maisrecentemente, em uma evolução natural, ossoftwares APS – Advanced PlanningScheduling. Estes vieram tornar-se nãoconcorrentes, mas complementos eficazes noauxílio para a previsão de capacidadeprodutiva e cálculo de matéria prima, além detornarem os sistemas MRP II mais ágeis,adequando-os desta forma a nova realidadeindustrial.1. INTRODUÇÃO2. SISTEMAS MRP/MRP IIUma grande mudança no perfil daprodução industrial vem ocorrendo em todo omundo nas últimas décadas. Exige-se que,cada vez mais, as áreas de manufatura de bense ou serviços sejam flexíveis e confiáveis,atuem dentro dos prazos pré-estabelecidos eOs MRP/MRP II são sistemashierárquicos de administração da produção,onde os planos a longo prazo sãosucessivamente detalhados até chegar ao nívelde planejamento de componentes e máquinas.
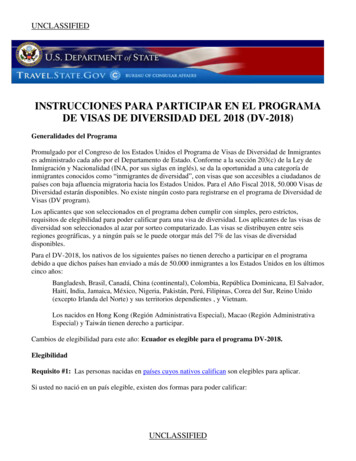
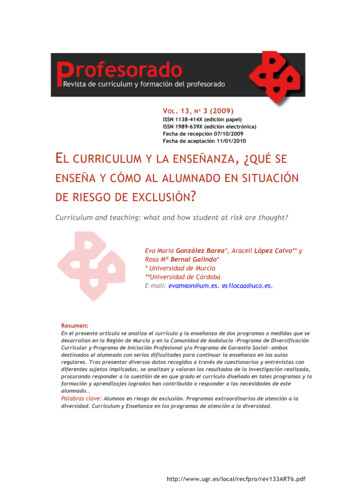
Possibilitam o cálculo dos recursos demanufatura a partir da previsão de vendas,tendo como finalidade o planejamento dacompra de matéria prima e componentes ou aprodução de itens que serão necessários àdemanda produtiva.2.2. Estrutura dos sistemas MRP IIDe um modo geral os sistemas de MRP IIse apresentam com sua estrutura hierárquicaconforme e divisão de tarefas conforme Fig. 1.SOP Previsão vendasRCCPMPSFigura– Estrutura Faz a1checagemdo hierárquica dos sistemas Planejamento dasplano quanto a sua MRP IIvalidade em termos decapacidade deprodução; Planejamentogrosseiro da produção.CRP Planejamento dacapacidade ; Considera os dadossobre os centrosprodutivos, capacidadesprodutivas, roteiros deprodução dos itens e oconsumo de recursos poroperação; Calcula as necessidadesda capacidade produtivaperíodo a período, deforma detalhada,permitindo verificar aociosidade ou excesso dedemanda nos postosoperativosCOMPRASquantidades deitens de demandaindependente aserem produzidos; Níveis de estoquea serem mantidos.MRP Calcula asnecessidadesde compra ouprodução deitensSFC A partir de umplano viável deprodução,descreve oseqüenciamento dos itens ra 1 – Funções dos níveis hierárquicosPorém devido ao crescente aumento dacomplexidade produtiva em virtude da buscaconstante de flexibilização, os sistemas MRPII começaram a apresentar limitações no níveldo planejamento fino da produção. “Conformeo artigo publicado na revista eletrônica APSInsight [2], entre os principais problemaspodemos citar:”Não permitem modelar o sistemaprodutivo, impedindo a simulação dealternativas de seqüênciamento deprodução;Consideram os roteiros de produção fixos,ignorando possíveis roteiros alternativos;O processo de realimentação da produçãoem caso de alterações de seqüênciamento,leva um tempo considerável, muitas vezessuperior ao tempo de resposta necessárioao chão de fábrica;Trabalham com o conceito de capacidadeinfinita, o que não detecta gargalosprodutivos;Consideram os lead times fixos.Além dos problemas já citados, a maioriados sistemas MRP/MRP II em seu móduloCRP -cálculo da necessidade produtiva, nãoleva em consideração quebras, atrasos ouordens de serviços inesperadas. Todos estesaspectos contribuíram para o surgimento dossistemas de programação da produção comcapacidade finita - FCS, que substituíram emparte os módulos SFC – controle do chão defábrica, ou, em alguns casos, trabalham deforma híbrida MRP II / FCS.“De fato hoje já se reconhece que ossistemas MRP trabalham com materiais ealguns níveis de programação de médio elongo prazo, enquanto os sistemas FCSresolvem problemas de seqüênciamento acurto prazo. Com isto estabelecemos que nãohá conflitos em sistemas MRP/FCS ”,Kirchmier e Plenert [3].3. SISTEMAS DE PROGRAMAÇÃODA PRODUÇÃO COM CAPACIDADEFINITA - FCS
São sistemas que têm como característicaconsiderar a capacidade do sistema produtivocomo a restrição principal para a tomada dedecisão, buscando garantir que a programaçãoda produção seja viável. Conforme Ref. [1],“.os sistemas de programação da produçãocom capacidade finita tem vocação para tratarde problemas complexos de alocação eprogramaçãodetalhadadaprodução,principalmente em sistemas produtivos com asseguintes características”:Que tenham roteiros complexos e nãorepetitivos;Que tenham as chamadas matrizes desetup;Quenecessitemdeoverlapping(sobreposição de ordens) e split (divisão deordens);Que tenham problemas complexos dealocação de recursos como diferentescombinações de recursos para a produçãode um mesmo serviço.“Os sistemas de capacidade finita nãoapresentam um desenho básico predominanteuma vez que existem conceitos diferentes nasua concepção e no escopo das decisõesapoiadas por esse. A Tabela 1 traz um resumoda classificação dos sistemas de programaçãoda produção com capacidade finita”, Ref. [1].Tabela 1. Classificação dos sistemas FCS Baseados em regras deliberação;Segundo o método Matemáticos otimizantes;de Matemáticos heurísticos;solução do Sistemas especialistasproblemapuros; Apoiados em redes neurais. Sistemas abertos;Segundo o grau Sistemas semi-abertos;de interação com o Sistemas fechados;usuário Sistemas semi-fechados. Plano mestre de produção;Segundo o suporte Programação da produção;às funções do Gestão dos materiaisplanejamentointegrada a capacidade;da produção Controle de produção.Os sistemas classificados segundo osuporte às funções do planejamento daprodução são hoje chamados de sistemas APS– sistemas de planejamento e programaçãoavançados, que nada mais são do que aevolução natural dos sistemas FCS.3.1. Sistemasdeplanejamentoe programação avançados - APSOs sistemas APS estendem o poder dossistemas de capacidade finita para além daquestão da capacidade produtiva x demanda.Eles também reconhecem e consideram asrestrições provenientes da matéria prima, emoutras palavras, planejam as futuras entregasde matéria prima para o cumprimento dasordens de produção. São o resultado daconvergência de nova tecnologia que envolveteoria de gerenciamento com técnicasmatemáticas. Seu primeiro passo foi a adoçãodo conceito de capacidade finita. “Material ecapacidade produtiva agora são planejadossimultaneamente enquanto são seqüenciados,isto garante que o resultado do planejamentoda demanda seja suportado pelo estoque ouentrega dos materiais”, conforme publicadoem artigo na revista eletrônica APS Insight[4]. Tem como principais características:Modelar o sistema produtivo;Informar a demanda;Informar as condições reais do sistemaprodutivo num determinado momento;Modelar alguns parâmetros para a tomadade decisões.Os sistemas APS também utilizam ummaior número de opções de regras deseqüênciamento,podendoinclusiveseqüênciar em paralelo, com divisão de lotesou através de algum atributo do produto.Como em sua maioria possuem umaarquitetura aberta, podem inclusive trabalharcom regras especificamente criadas paraatender a uma determinada característica dosistema produtivo.
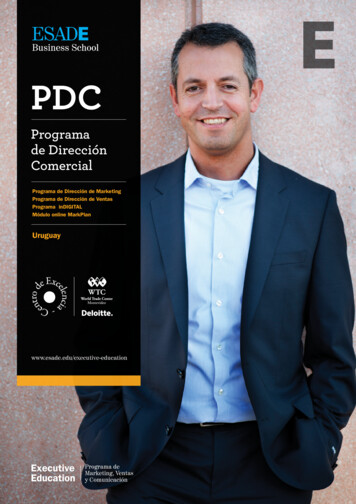
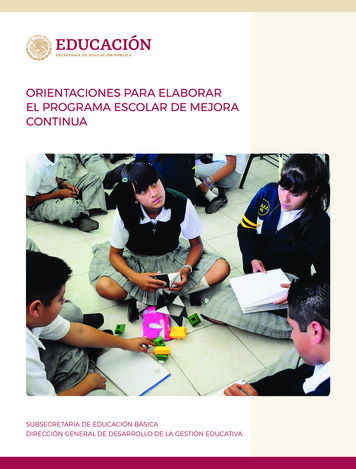
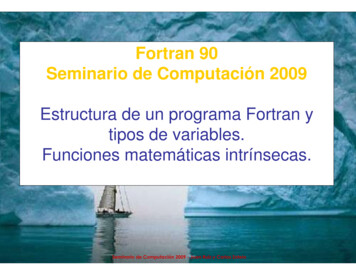
4. EXEMPLO DE APLICAÇÃOO sistema produtivo a ser usado comoexemplo é uma pequena empresa prestadorade serviços de tratamento térmico. Atualmentea empresa oferece 16 tipos de tratamentosentre térmicos e termoquímicos, estesprocessos são distribuídos entre 18 fornos, 3câmaras de pré-aquecimento e 01 tanque deresfriamento. Como principais característicasda produção a serem discutidas, podemoscitar:Os postos operativos possuem restriçãoquanto à sua capacidade, volume detrabalho e peso;A produção é composta por lotes de peso etamanhos variados, com Mix de produçãovariando em horas e prazos de entregaentre 12 e 72 horas após a entrada dopedido;Tempos de setup variáveis ou nulosdependendo do processo;Principal restrição do processo é a faixa detemperatura, que deve estar dentro doprevisto no tratamento e sempre serseqüenciada de maneira crescente;Possibilidade de vários seqüenciamentosalternativos uma vez que os fornospermitem lotes em paralelo, overlapping(sobreposição de ordens), desde querespeitada a faixa de trabalho;Necessidade de split (divisão de ordens),uma vez que não raramente o tamanho dolote é maior que a capacidade de trabalhodo posto operativo;Em alguns processos existe também arestrição quando ao tipo de material a sertratado.4.1. Soluçãosugeridaseqüenciamento da produçãoparainformações podem ser encontradas em Zattare Sacchelli [5].Em primeiro lugar foram estabelecidasquais as restrições a serem obedecidas:Capacidade dos postos operativos (peso);Temperatura de trabalho;Em seguida foram cadastrados os recursosprodutivos, processos, horário de trabalho porrecurso e restrições secundárias. A Figura 2apresenta o cadastro de grupo recursos, nestecadastro os postos operativos são separadosconforme sua utilização, a Fig. 3 apresenta umdos processos cadastrados, detalhado passo apasso.Figura 2 –Grupos de recursosoÉ importante notar que a implantação deum sistema com capacidade finita requermuitas etapas que aqui não foram citadasdevido a natureza do artigo. MaioresFigura 3 – Cadastro de processos
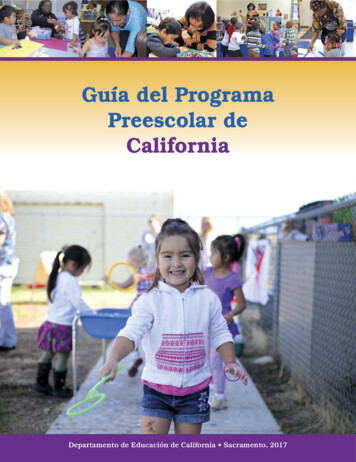
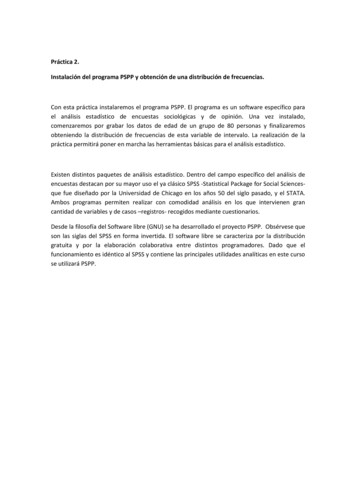
Para atender as demais exigências doprocesso produtivo as seguintes ações foramtomadas:Seqüênciamento em paralelo, os lotespodem ser carregados até que o peso detrabalho admitido pelo posto operativo sejaalcançado, isto é compreendido pelosoftware como uma restrição secundária;Seqüênciamento por atributo, os lotessomente serão carregados se a faixa detemperatura de trabalho for superior afaixa de temperatura atual do postooperativo, obedecendo ao limite máximode cada posto e processo. Para que istofosse possível foi criado um campo naabertura da ordem de serviço onde éespecificada a temperatura de trabalho poroperação, esta temperatura é obedecida emcada um dos passos do processo, isto éapresentado na Fig. 4.Até o momento o sistema com capacidadefinita se mostrou apto a resolver os problemasde uma produção complexa e com um mixmuito variado. O seqüênciamento da produçãofoi completo e várias simulações estão sendoexecutadas para o ajuste fino do sistema.Apesar da implantação não estar completa,vários benefícios já podem ser apresentados:Identificação dos gargalos produtivos edos postos operativos ociosos;Tempo de retorno às chamadas de clientes,como consultas de ordens de serviço,viabilidade de prazos e outras, diminuiudrasticamente, podendo em alguns casosser em tempo real.A implantação de um sistema comcapacidade finita em um tratamento térmico,além das vantagens econômicas e melhorcontrole da capacidade x demanda, implica emum diferencial no atendimento ao cliente e istoé uma grande vantagem competitiva paraqualquer empresa prestadora de serviços5. AUTORIZAÇÃOA reprodução deste artigo esta autorizadapelos autores desde que citada a fonte.6. REFERÊNCIASFigura 4 – Ordem de serviçoAs restrições quanto ao tipo de materialforam tratadas através de um novocronograma de utilização dos postosoperativos.O software escolhido para este trabalhofoi o Preactor em sua versão APS, pois asregras de seqüênciamento em paralelo e poratributo somente são disponíveis nesta versão.4.2. Resultados obtidos[1] H. L Côrrea, I. G. N. Gianese e M. CAON.Planejamento, programação e controle daprodução. 4. ed. São Paulo: Atlas, 2001, pp.158, 355 e 388.[2] “Will APS replace MRP?”, APS Insight,www.apsinsight.com, Issue 5, Jul. 2001, pp. 1.[3] B. Kirchmier and G. J. Plenert, FiniteCapacity Scheduling: Management, Selection,and Implementation, Jan 2000, pp. 10.[4] “A desktop guide to APS”, APS Insight,www.apsinsight.com,Issue 7, Out. 2001, pp. 1.[5] I. C. Zattar, C. M. Sacchelli, “Metodologiapara implantação de um sistema deprogramação da produção com capacidadefinita em empresas prestadoras de serviço”,Anais do XXII Encontro Nacional deEngenharia de Produção, out. 2002.
sistemas MRP trabalham com materiais e alguns níveis de programação de médio e longo prazo, enquanto os sistemas FCS resolvem problemas de seqüênciamento a curto prazo. Com isto estabelecemos que não há conflitos em sistemas MRP/FCS ", Kirchmier e Plenert [3]. 3. SISTEMAS DE PROGRAMAÇÃO DA PRODUÇÃO COM CAPACIDADE FINITA - FCS RCCP