Transcription
An Introduction to Material HandlingEquipment Selection1Produced by the College-Industry Councilon Material Handling Education (CICMHE)March 9, 1998EditorBrett A. PetersContributing AuthorsCharles MalmborgGlenn PetrinaDave PrattDon Taylor1Much of this document was extracted from “How available equipment selection guidelines are associated with thematerial handling principles, ” Plinio A. De Los Santos, Jr. and Charles J. Malmborg, Department of DecisionSciences and Engineering Systems, Rensselaer Polytechnic Institute.
IntroductionThis document provides an overview of different material handling equipment. It is intended tofamiliarize readers with the various material handling technologies and provide some general guidelinesfor selecting a particular technology for a particular application. Thus, its role is primarily informationalor educational and not as a mechanism for detailed design of a specific system for a particular application.General ConsiderationsWhen deciding what material handling equipment to use, it is important to take into account the generalcharacteristics of the equipment types available in the market. Then, the decision maker should determinewhich equipment matches better to the required application. In this sense, Dunning [84] provided thefollowing general guide for some big equipment categories that can be helpful in this decision process.General stanceRate, speedFrequencyOrigin,DestinationArea coveredSequencePathConveyorsMoving uniform loadscontinuously from pointover fixed paths whereprimary function istransporting.Cranes and hoistsMoving varying loadsintermittently to anypoint within a fixedarea.HighLow, mediumIndividual item, unitload, bulkregular, uniform,irregularUniformLow, medium, heavy,uniformAny, relativelyunlimitedUniform, variableContinuousFixedIndividual item, unitload, varietyIrregularIndustrial trucksMoving mixed oruniform loadsintermittently overvarious path withsuitable surfaces whereprimary function ismaneuvering.Low, medium, relativelyhighIndividual item, unitload, varietyregular, uniformMixed, variableHeavyMixed, or uniformMedium, heavyModerate, within areaModerate, 250- 300 ftVariable, irregularIntermittent, irregularMay varyVariableIntermittentMay varyPoint to pointConfined to area withinrailsMay varyMay varyVariableVariable, no pathVariable, over definedpathIndoors, outdoorsCan be by-pass,maneuver, no affectStack, maneuver, carry,load, unloadShould be lowRouteFixedMechanical, fixed pointto fixed pointFixed, area to areaLocationCross TrafficIndoors, outdoorsProblems in by-passingPrimaryfunction% Transport inTransport, process /storein moveShould be highIndoors, outdoorsCan be by-pass, noaffectLift & carry, positionShould be lowMay varyMay vary2
ConveyorsCranes and hoistsIndustrial trucksoperationMethodNone, or in containersLoad supportLoad/unloadcharacteristicsOperatoraccompany loadBuilding characteristicsCost of floorspaceClear heightFloor loadcapacityRunningsurfacesAislesCongested areasLow, mediumHighFrom beneath; pallet,skid, containerSelf, any point onavailable packageUsually does, may beremoteMedium, highIf enough, conveyor cango overheadDepends on the type ofconveyor and materialNot applicableHighLow, medium, highDepends on activityMedium, highNot applicableMust be suitableNot applicableFairNot applicableGoodMust be sufficientPoorAutomatic, manual,designated pointsNoSuspension, pallet, skid,noneManual, self, any pointMay not, usually doesStatic Storage SystemsStatic storage systems include storage racks, block stacking systems, mezzanines and shelf and drawerstorage. The common feature of static storage systems is that loads remain stationary or “static” in theirstorage locations until removed from the system. Static storage systems are more likely to be associatedwith low turnover inventories where manual storage and retrieval is a cost effective mode of operation. Inthis section, only selection guidelines for storage racks, mezzanines, shelf and drawer storage arediscussed since block stacking does not require mechanical structures. Block stacking generally dealswith lane storage of pallets or other unit loads stacked directly on top of each other in high volume, lowturnover applications. Generally, block stacking provides a low cost, high density storage alternativewhen loads are stackable and not susceptible to crushing. In some cases, pallet stacking frames can beused for block stacking of unstable or fragile loads. Pallet stacking frames are discussed in more detail ina later section.Industrial Steel Storage RacksSeveral characteristics influence the type of unit load storage rack appropriate in a given application.These include unit load specifications, selectivity requirements, throughput requirements, the materialhandling equipment used, and the building configuration. Unit load specifications refer to the loaddimensions, the weight, and the type, condition and volume of pallets stored. Selectivity requirementsrefer to the number of stock picking locations that must be immediately available. This factor directlyinfluences the depth of storage lanes as well as the picking speed. Throughput requirements refer to thenumber of storage positions maintained, the time frame of load movement through the system, inventorycontrol policies and load dispatching rules. Material handling equipment directly influences the type ofrack selected since factors such as turning radius, aisle width, lifting capacities, and reach capabilitiesdetermine the ability of handling equipment to interface with a given rack system. Building configurationrefers to ceiling height, floor condition, structural features and other facility characteristics that influencethe selection of a rack system. Pallet rack design alternatives include standard selective pallet rack,double deep rack, bridge across rack, drive in and drive through racks, gravity flow racks, push backracks, and cantilever racks. Standard selective pallet rack is the most common alternative which allows100% selectivity for high picking efficiency. Double deep racks are similar to standard selective pallet3
racks but add a second row of storage to increase storage density with somewhat reduced selectivity.With bridge across racks, lower beams are removed to create an aisle. Material is then stored over thepassageway. Drive in racks allow vehicles to enter the storage area for pallet replacement in a back tofront approach while drive through racks provide two access aisles within this configuration. Gravityflow racks use one aisle for pallet deposit and a second for retrieval with racks inclined and loads placedon skate wheels or roller conveyors which move loads by gravity to forward (picking) positions. Pushback racks refer to another type of gravity system that uses a single aisle. Cantilever racks are designedfor storing long, bulky awkward items such as piping, lumber or paper rolls. The first table in this sectionsummarizes application guidelines for the major types of rack systems as well as block stacking and palletstacking frames.Installed cost/unit loadFootprintStorage densityThroughputEffectiveness of space useLoad accessibilityRotation of loadsNumber of aislesUnit loads deep/openingMaximum unit loads deep/openingStacking height, ftMaximum stacking height, ftEquipmentSelectivity, %Utilization factor , %Probability of damageSprinker requirementBlock storage Tier Rack Standard& stacking MediumGoodFairLIFOMedium2220-4040N5080LowCeiling, inrackGood22 or more1-2 highAll--HighHighVery orSKU opening/aisle1Number of unit loads/skuHighPick positions1 highType of palletsAllW wide aisle, N narrow aisle, VNA very narrow aisle.Installed cost/unit loadFootprintStorage densityThroughputEffectiveness of space useLoad accesibilityRotation of loads150LargeHighLowMediumHighVery good W,NW,N,VNA1006085LowLowCeilingCeiling, inrackPoorGood12HighVariable1-2 high1-2 highcaptiveAllBridgeacrossDrive tFIFO200SmallHighMediumVery goodPoorFIFO225SmallHighMediumVery goodPoorEither300SmallHighLowExcellentGoodFIFO4
Number of aislesUnit loads deep/openingMaximum unit loads deep/openingStacking height, ftMaximum stacking height, ftEquipmentSelectivity, %Utilization factor , %Probability of damageSprinker requirementFew8-101520-3030W,N2066MediumCeiling, inrackSecurityGoodGoodSKU opening/aisle21/verticalNumber of unit loads/sku2/opening HighPick positionsNot feasible 1 highType of palletsAllVariesW wide aisle, N narrow aisle, VNA very narrow aisle.Installed cost/unit loadFootprintStorage densityThroughputEffectiveness of space useLoad accessibilityRotation of loadsNone1120-2525W,N50 or g, inrackGood1/verticalHigh1 s1-2 highVariesGravityflowPush back aisle)LIFO(2 aisles)Number of aislesFewFewFewManyUnit loads deep/opening3-20310-201Maximum unit loads deep/opening 1551Stacking height, ft20-3020-3040-8020-40Maximum stacking height, ft303020EquipmentW,NW,NVNAVNASelectivity, %2040100Utilization factor , %90666685Probability of damageLowMedium LowLowSprinker requirementCeiling, in Ceiling, in Ceiling, inCeiling, inrackrackrackrackSecurityGoodGoodExcellentGoodSKU opening/aisle1/lane1/lane1/lane opening 1-3Number of unit loads/skuHigh2 or more HighVariesPick positions1 high1 highNot feasible1-2 highType of palletsCaptiveCaptive CaptiveNoneW wide aisle, N narrow aisle, VNA very narrow aisle.Shelving and Drawer StorageThe major factors driving the design of a shelving and drawer storage system include the types ofproducts stored, the type of storage equipment used, the material handling system involved, thecharacteristics of the facility and the applicable government regulations and building codes. The design5
process involves analysis of the dimensions and weight of stored items and the determination of how eachitem is to be stocked, e.g., individual items, packages, cartons, pallets, rolls, drums, etc. Inventory levels,the form of material issues, transactions throughput, and the number of stock keeping units must then bedetermined. This is followed by creation of a drawing of the front elevation of the storage units andnotation of the specific items to be stored in each. Typically, this involves the development of severalalternative storage layouts. Consideration of seismic requirements and government regulations may alsoinfluence the design of a shelf and drawer storage unit. These considerations may impose the need forsuch features as side and rack sway braces, heavier gauge steel members, handrails, floor anchor clips,etc. Some general guidelines for selection of shelving and drawer storage are presented in the secondtable of this section.ShelvingModular drawersCabinetsModular drawersShelvingDescriptionThey are organized of storage partsand packages. Steel sectionscommonly used with adjustableshelves. Hand loaded. Accessoriesinclude shelf boxes, doors, inserts,dividers.Organized, disciplined, high densitystorage of parts and tools. Modulardrawers of varying heights fit intostackable cabinets. High-riseconfigurations can be provided.Combines high-density parts storagewith conventional shelving storage.Approximate cost 50- 150 for standard 3 x 1.5 x 7 ftsection. Variables include number ofshelves, load capacity, open or closedconfiguration. Accessories areadditional. 800- 1,000 per cabinet, or about 150 200 per sq. ft. of storage. 100- 150 per drawer, depending ondivider arrangement.MezzaninesMezzanines involve the construction of an extra floor and storage space between the ground floor andceiling of a facility. They can be constructed in a large variety of ways to create additional floor space atrelatively low cost. Typical reasons for construction of mezzanines include increasing storage space orproduction areas, centralization or consolidation of operations, creation of convenient but isolated officeand/or restricted access space, separating storage and manufacturing functions, clearances for betterground level traffic flow, better cubic space utilization, and reduction of energy and maintenance costs.Although mezzanines are not appropriate when other floor space is available, when long spans arerequired to clear ground floor equipment, when less than fourteen feet of headroom is available, or whenfloor loading capacity is inadequate, they can often provide floor space in the location where it is neededthe most. The two major types of mezzanines include free standing and full mat (floor over) mezzanines.Free standing mezzanines are pre-engineered and can be custom designed or pre-specified. They can beordered in modular sizes and a variety of capacities to fit specific applications. Full mat (floor over)mezzanines use the shelving or racks that are already installed at floor level. They can be built betweenfree standing racks or with shelving over them permitting rearrangement of second or third levels. Thereare numerous codes and regulations applicable to mezzanines that vary from state to state and communityto community with large, older cities having the most red tape. The third table in this section summarizessome important features about the two major types of mezzanines in use today.Free-standing mezzanineCustom design or Pre-engineered.Standard spans are of 16 ft betweencolumns. But, custom span can go up to30 ft.Full mat (or floor over) mezzanineCan use the shelving or racks that the useralready had at floor level.6
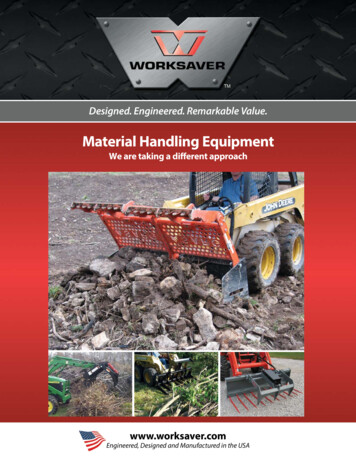
In-Plant Industrial TrucksIn this section, in-plant industrial trucks and dock equipment are discussed. This category includeselectric rider trucks, electric narrow aisle trucks, electric hand pallet trucks, cushion tire internalcombustion trucks, and pneumatic tire internal combustion trucks. These trucks are used for movingeither mixed or uniform loads intermittently over various paths. While these paths can be somewhatrandom at the discretion of the driver, the paths are restricted to suitable indoor or outdoor surfaces.Industrial trucks provide not only a means of transporting materials, but also provide a means of accuratelifting and stacking. Appropriate tooling for the truck permits users to lift not only pallets, but a widearray of specialized loads. For example, rolls of carpet are easily moved via industrial truck by replacingstandard forks with a single tube. The dock equipment discussed in this section includes dock levelersand truck restraining devices. Both of these equipment types support the use of industrial trucks forloading/unloading.Powered TrucksIndustrial electric motor trucks can be found in almost any manufacturing plant, loading dock, orwarehouse. Although they are made by a variety of manufacturers for diverse purposes, including somehighly specialized applications, they can be classified into five general groups using Industrial TruckAssociation guidelines: electric rider trucks, electric narrow aisle trucks, electric hand pallet trucks,cushion tire internal combustion trucks, and pneumatic tire internal combustion trucks. Electric ridertrucks are general purpose trucks and are used primarily indoors. These trucks can lift up to 6 tons and upto 18 feet in height. Electric narrow aisle trucks are used in narrow aisle applications. These trucks areused primarily for storage/retrieval in applications similar to AS/RS functions. They can easily lift loadsfrom 2,000 to 4,500 pounds to heights of 40 feet. Narrow aisle trucks can be further subdivided intostandard trucks, high lift straddle trucks, side loaders, swing mast trucks, and convertible turret/stockpickers. The names of these devices are indicative of their function. Electric hand pallet trucks aregenerally used for indoor applications and can handle loads up to 4 tons. These trucks are perfect forsituations in which material is to be moved from one location to another without the need for lifting morethan a few inches. For example, this type of truck is commonly used in grocery stores to move palletloads of cans or boxes to a display location within the store. An added convenience is that the operatorcan move among customers in the store safely and without obstructed views. Internal combustion trucksadd the advantage of outdoor use. They can lift 2,000 to 15,000 pounds with some specialty trucks liftingup to 50 tons. They can lift up to 20 feet in height and can operate on gasoline, LP-gas, or diesel fuel.Non-Powered TrucksIn this section, non-powered hand trucks and non-powered pallet trucks are discussed. These trucksprovide low cost material handling alternatives for some applications. They are best suited for movinglightweight loads over relatively short distances.Non-powered hand trucksNon-powered hand trucks are used in many situations. They are inexpensively manufactured for diverseand specific applications. Common construction materials include aluminum/magnesium, steel, andwood. Because these trucks are so inexpensive, it makes sense to design them for specific materialhandling functions. In this way, it is possible to increase the cube utilization within the truck for materialhandling optimization. Aluminum or magnesium trucks generally carry 300-500 pounds of material,while steel or wooden trucks can be used to carry approximately 1000 pounds to 2000 pounds,respectively. The trucks range in weight from as little as 20 pounds for aluminum trucks to as much as125 pounds for wooden trucks.7
Non-powered hand pallet trucksThese trucks are designed to carry unit loads on pallets from one location to another, generally in indoorsettings. Because unit loads can be quite heavy, the distances transported using this type of equipment isgenerally short. In many settings, hand pallet trucks are used to supplement motorized truck fleets. Theyare extremely efficient for transporting unit loads short distances when high lifting is not required. Theycan be used to position materials very precisely. Generally speaking, non-powered hand trucks cannot beused to lift more than 8,000-10,000 pounds and cannot lift a unit load to a height more than 8 inches. Forheavy duty applications, steel wheels are required while lighter duty applications require only nylon orpolyurethane construction. These trucks can range in weight from 200 to 400 pounds.Dock EquipmentIn this section, dock leveling equipment and truck restraining devices are discussed. Both are necessarycomponents to ensure safe and efficient use of industrial trucks.Dock LevelersIn this section, devices that equalize the height of the rear of a trailer to the dock’s height are discussed.Powered applications make use of electric or LP-gas motors and can have a load capacity from 2,000 to30,000 pounds. Non-powered dock levelers can be used when the difference between dock and trailerheight is less severe. If the difference between the dock and the trailer is less than approximately fourinches, non-powered dock levelers can be used with a wide variety of industrial truck types, includinghand pallet jacks. Even so, the length of the leveler would likely need to be approximately 12 feet inlength to produce an acceptable grade for hand trucks. Using gas or electric lift trucks, a leveler of lessthan 3 feet would be acceptable. Electric pallet jacks are feasible for height differentials up to 10 inches,electric lift trucks are feasible for height differentials up to 12 inches, and gas lift trucks are feasible fordifferentials up to 18 inches, provided that the leveler is of sufficient length, say 12 feet.Height differentials are not the only factors to be considered when selecting a leveler. Other less obviousconsiderations include truck tailgate differences, the degree of loading/unloading activity, the speed ofoperation required, and various personnel factors. Also of interest are environmental factors such as heat& cold retention and the corrosiveness of the applications. Certainly, designers should also decide aboutthe level of desirable investment given the status of the building in terms of leasing versus owning theproperty.Dock levelers are further subdivided into four types in order of decreasing loading rating: released,vertical, edge-of-dock, and front-of-dock. Released levelers can handle up to 40 tons while front-of-docklevelers generally handle 15,000-20,000 pounds. Front-of-dock levelers are generally hard to remove andare therefore not recommended for buildings with a short duration lease.Truck Restraining DevicesTruck restraining devices include wheel chocks, trailer constraints, and automatic chock devices. Theirfunction is to prevent the trailer from moving during loading or unloading, or to prevent the truck fromleaving the dock until authorized to do so from a safety viewpoint. Wheel chocks are very inexpensiveand very effective and they are OSHA approved safety devices. They are used in applications fromwarehousing to airports. In fact, wheel chocking is one of the first activities performed when an airplanearrives at a terminal building. Even for huge aircraft, chocking is a cost effective way to achievepassenger safety. Chocks are generally made of laminated or molded rubber or wood and are wedgedunder tires. Although cost effective, chocks can have some disadvantages. For example, they are easilyforgotten or lost, they require labor for correct placement, they reduce productivity of dock attendants byadding an extra step to vehicle arrivals and departures, and they can be ineffective in bad weather or onsome surfaces.8
Trailer restraints are permanent fixtures holding the trailer at the dock using the ICC (InterstateCommerce Commission) bar. Designs range from manual and low cost to automatic and high cost.Automatic chock devices perform the same function as trailer restraints, but do not rely on the trailer’sICC bar to secure the trailer to the dock. These devices are stored in the driveway and raise to hold thewheels in place. Both are extremely effective in terms of ensuring that the vehicle remains in place untilunsecured. Factors to consider when selecting any restraining device include the following. They shouldhave clearly visible hooking devices. They should provide constant engagement. They should supportclear communications and should be durable. Components should be designed for their environment interms of rust and corrosion and should be sealed against dirt. Furthermore, they should be easy tomaintain and should allow for integration opportunities with other systems such as alarm systems orproduction/shipment supervisory programs.Fixed Path ConveyingFixed path conveyances are advantageous for periodic and continuous transport of material betweenlocations in warehouses and factories. They are also used to accumulate goods, store packages, changeelevations, and provide a continuous work surface on which progressive assembly or processing can beperformed [25]. Consider the factors below when developing conveying systems:Conveying Systems Planning Criteria1. Product size and weight (or container characteristics if used)2. Distance3. Control requirements4. Flow rates5. Obstructions and facility limitations6. Human factors, including noise7. EnvironmentGravity ConveyorsThese conveyors are the simplest and usually least expensive. They are useful where material is movedfor short distances and movement requirements are simple. Three common types are chutes, skatewheels, and rollers. They are often used in conjunction with powered systems. Pros and cons are listedbelow [27].Gravity Conveyors1.2.3.4.5.6.7.AdvantagesExcellent for elevation dropsLow initial and operating costQuieter operation than powered conveyorsLow maintenanceLow profileEasier to manually move productsUnlimited configurations allow use for widerange of product weightDisadvantages1. Less control of products on long runs,including failure to move once stopped.2. Impractical for fragile products that aredamaged by bumping or crashing.3. Singulation and non-contact difficult.4. Tend to increase the work in progress.5. High pitch requirements6. May require manual assistanceThe literature yielded the following selection criteria2 for roller conveyors [34]Selection Criteria for Non-powered Roller ConveyorsMore costly than skate wheel conveyors.Load capacities ranges from 1 to 1600 lb/ft2Selection criteria were not found for: chute, skate wheel, and ball or wheel transfer tables.9
Selection Criteria for Non-powered Roller ConveyorsRoller width ranges from 12 to 50 in.Section length varies from 5 to 10 ft.Horizontal Powered ConveyorsThese are used to move material over moderate to long distances.Live RollerThis type of conveyor is used for a variety of applications, loads, and environments [34]; but they aretypically used for 30-50 lb.ft loads in warehouses. They can provide brief periods of productaccumulation or dwell points [27]. Live rollers can handle up to 10,000 lbs and can carry irregular shapedcontainers. Live rollers are classified by their drive method, listed below. Some disadvantages are:1.2.3.4.Higher cost due to construction materials.Product slippage on rollers requires frequent tracking updates and diverter timing.Products cannot negotiate inclines over 7 degrees without manual assistance.Power surges when accumulating on driving rollers; disrupting product spacing.Below are selection guidelines from the literature for powered roller conveyors [34]:CriteriaLoad Capacity(lb/ft)Roller Widths(in.)Typical Speed(fpm)Duty typeFlat Beltup to 2000Powered Roller Conveyor TypeV-BeltCableLine Shaft Chainup to 10010 to 6010 to 50up to 10,00010 to 3918-3618 to 3613 to 5165(200 lb/ft)All typeup to 15045 to 15030 to 25027 to 6410 to 40(100-2000 lb/ft)Light-Med Light-Med Light-Med HeavyLive Roller Accumulation Conveyors3These conveyors are used to regulate the flow of products into downstream operations by providing atemporary buffer for excess products. Selection criteria depends on specific applications. Proper productalignment is required when using accumulation conveyors. Various releases are available, depending onconveyor speed. Three types of powered accumulation conveyors are [29]:1. Zero-pressure. The line pressure (horizontal pressure between products) is eliminated.2. Non-contact. Products are always separated from each other.3. Minimum pressure. Some line pressure is allowed (2 to 3% of total net load).Slider Bed/Roller Bed Conveyors4The slider bed consists of a moving belt operated across a steel support bed. The roller bed is a beltsupported by rollers. The slider bed is the least expensive powered conveyor, but handles less loadingthan the roller bed. Roller beds require more power than live rollers. Belt conveyors offer stable support,are used for heavy loads, and can be operated at high speeds. The belt conveyors maintain productspacing to allow excellent material tracking. These conveyors are also used for inclines and declines ofup to 30 degrees (and can be combined in a single conveyor). Belt conveyors are not used to accumulate34General selection criteria were not found for accumulation conveyors.Selection criteria were not found for slider bed or belt on roller conveyors.10
products, but they can start and stop and they can be used to meter products at the exit of an accumulatorconveyor.Roller Curves and Belt Turn Conveyors5Curves and turns are used to change the direction of material flow. Roller curves are less expensive thanbelt curves and they are the most common. They can be self powered or slave driven. Belt curves areused to maintain product orientation and spacing. The flat surface also allows handling of smaller,irregular sized products.Sortation ConveyorsSortation conveyors are used to identify packages, present packages to sortation equipment, or sortpackages to multiple locations [132].Below are selection guidelines from the literature for sortation conveyors [132,133]:Type ofSortationEquipmentDeflectorMaximum Typical MinimumSorts per LoadDistanceMinuteRange BetweenSpurs15-251-75Pkg. Width 3 in20-40*1-503-5 ftPusher/Puller30-70ManualWheel Transfer 5-10Roller Transfer 15-20V-Belt Transfer 15-20(Belt & ChainTransfer)Roller Diverter dGentleLowestYesMedium to LowRough1-150 Pkg. Width Medium Low to6 inMedium10-150 1 ftGentle to Low toMedium Medium10-300 1 ftGentle to MediumMedium1-200 2-3 ftGentle to Medium toMedium HighLowNoLow toMediumLowNo10-500 4-5 ftMediumYesMediumMedium toHighMedium toHighHighYesYesLowestGentleMedium toHighGentleMediumGentleMedium toHighMedium to HighRoughGentle to HighMediumGentleHighWheel Diverter 65-150V-Belt Diverter 65-1203-3001-2504-5 ft4-5 ftTilt-Tray Sorter 65-2001-2501 ftTilt-Slat Sorter 65-2001-30012 ftSlat Diverter50-1501-2004-5 ftDiverter20-701-150Carton length Medium Low to 6 inMedium1 ftMedium to HighRoughPop-up Belt & 30-120Chain5Impact on RelativeLoadInitialCost1-250NoLow toNoMediumMedium to NoHighNoYesMedium to YesHighLow toNoMediumMedium to NoHighSelection criteria were not found for curves or turns.11
Type ofSortationEquipmentPop-up RollerMaximum Typical MinimumSorts per LoadDistanceMinuteRange BetweenSpurs50-15010-500 4-5 ftPop-up Wheel 60-150Sliding-Shoe50-200Slat Sorter* more recently 20-603-3001-2004-5 ft4-5 ftImpact on pairCostPackageOrientationMaintainedMedium to Medium YesHighMedium Medium YesHighMedium to YesHighPowered Overhead ConveyorsPowered overhead conveyors are used when system flexibility is desired or floor space is congested [24]because material flow paths are easily established and altered
This document provides an overview of different material handling equipment. It is intended to familiarize readers with the various material handling technologies and provide some general guidelines for selecting a particular technology for a particular application. Thus, its role is primarily informational