Transcription
Weld QualityWeldingQualification&Certification. . --- ----------- --------------.ecture 14--------- -- ---------------------- . -------p1
Lecture 3cope( Need for welding qualification Codes & standards requirements- Welding procedure specifications- Welding procedure qualification- Welding operator qualification Company certification. . .---- .-- - . - - - - - .- .-.l--- - . - - - - - - - .---- .p2
Need IFor Weld Qualification Many variables influence weld quality, related tothe parts to be joined, the welding process andwelding operator skill The purpose of qualification is to demonstratethat welding procedures and personnel areadequately controlled and are capable ofacceptable results Such tests cannot foretell performance inproduc::tion. Quality of the production weldsshould be determined by inspection during andafter the actual welding.LLecture 14
Codes & Standards( Application codes & standards that specifyqualification requirements for weldinginclude:- ASME Boiler and Pressure Vessel Code 11 : : i:e Codeill . lft- API 1104 Standard for Welding Pipelines and RelatedFacilities- eSA W59 Standard for Welded Steel Construction Standards for weld qualification- AWS B2.1 Wt lding Procedure and PerformanceQualification-------------14p4
Codes & Standards Requirements A common approach to qualify weldingprocedures is by preparation and testing ofstandard test pieces. The qualification testsneed not be repeated unless the weldingprocedure specification is changed. Some' pressure vessel standards require testplates to be welded at the same time as thevessel seams and subsequently tested. Other standards accept certain weldingprocedures as "prequalified"lecture 14pSi
Welding I)rocedure Specification( Standards normally require the contractor toprepare and qualify Welding ProcedureSpecifications (WPS) A WPS should define the welding variables insufficient detail to ensure that the requiredquality is met Standards differ with respect to the generalityor specificity of WPS- Some standards are very specific in defining the contentof a WPS e.g. ASME Section IX. Other standards aremore general-- --- ---------------------- -----e14---------p6
r------ ----Welding Procedure Specifications-Typical VVPS Contents scope Base metal to simplify qualifications,standards often group basemetals by similar composition orstreng1h levels Welding processFiller metalType of current and rangeArc voltageTravel speedHeat input Joint preparationWelding detailsWelding positionsPreheat & interpasstemperatures Post weld heat treatmentand finishing-- . --------------- ----------- . ------------------------ lecture 14p7
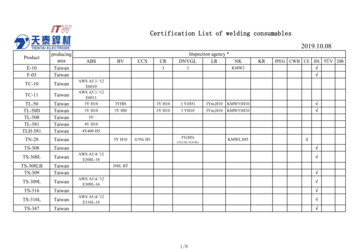
ASME Salmple WPS,14(p8)
1992 SECI10N IXQW-482QW Z SUGGI5STED FORMAT FOR WELDING PROCEDURE SPECIFICATIONS (wPSI(See ClW.zOO.1, Section IX. ASME Boller end P. V Code'NopmzNo.,.- .fJ. .,r------&11 . si?fii :1' . "Q"INt: .Ol . (fj.to::!1wk- v- l.fl.OOViE.----- -- .::.:.--.::r----""11I,'-- t;!l,--- "'""':-:- ,. :!Il- - :--i.n- 24bifJ .if. POR .w Pi1R 01230MANOAI.(AllMh . I . . .tl- 1'. . - . . 10 ONuc .o Noe.,.-ue 0 OCher. "'Oducdon-lW" t' . .101M . . . . . IN . . . . . . . oflAo . o l. .,. MltIlllMd'BASE METAUI '.IOft.1forD(Pdue:.w . .,be.fIIOIdl.-.,. --.!'-- ,SAOftIe 'flwdoli type"".lpecifiwdo" tYPe-. Wri--.;;:,;, :.r.:::;l -;:l'----' -" aL-"fL-. - ''.J-. --.P------- .- ,--,. ,Gtoc"'---T GnIa., .J:I.!do ---,-,------- --.-,;'FILLER METAU.-l. No.lSFAIAM No. (CloooIc'",, , 0A.6 --!0I? 'A. Ii -::.::;;.;;: ;.,. : "M ",::;;:"-. -2.N o. -----.- --- --- '1'-------- 4------- olF,---.-:::::: \ AuI -.:I.L.2- r --"'RJcM -'"'lI' \ N:. ib E P.:::.:.- -A::"' I - .: f!ff - - - - - f - - - - - - - - - - - - - - - - - - - - - - - - -1f - - - - - - - - - - - - - - - -F. T. , . . .,-. '-IEOOOOII . Onhr Dept. ASME. 22 Uw OrIN. . . 2300. FakfWd. NJ 07007·2300174'
NONMANQA AI'Pl!NDIX AQW-4812 ee.tcl5 ,.cOn. oPOSTWELD HEAT TREATME POSITIONS I IC o. a- -- 'iJ"'1.J.werding PwOQiellion:PoII.ionCllof FilletQW-482 Up,---,Xc-ro.I-. 071"'or-Il"""EEo: .------N .t:ALT.-l1------------.---------1 GAS lOW.Percent Compolit'onG al{Mixture'Ftow RIlleShtefdingTr.UingBackingELECTRICAL CHARACTERISTICS fO tem.nt ACo DC "- Rc .U) "ily fRMtel.Val. (R.tIAmpf Hd voIli range Ihoufd be hlCOrdMl for MCh "ect:rode ,il.,PQIitioft. lind thick. nc. ,",it tnf,Jtmltion INY be . in -. gb. form 1kniI. to ttult shown belo-.IT.E J . T. W7U-'L {fhJS .IIPu,. T.-.layet'(slT'Wi'0 GMAW N -'A:. :.' - -'",fAFiU., MetalCurrentOl" le.g., .Remarks. Comments. Hot WireAddition. Techntque.Ty. .o .,.TOtc" Angle. Etc.!lo-,S;.1-ut-'2.ll-l 175""N( .(
WPS Clualification The pu rpose of qualification is to show thatweldin! in accordance with the WPS willproduce sound welds with adequateproper1 ies. The WPS qualification requirements arespecifil:!d by the applicable standard. Qualification may be achieved by:1. Use of prequalified welding procedures2. Qualification tests3. Mock-up testsLLecture 14p9
-------------WPS Qualification( Prequalified welding procedures- The concept of prequalification is based on the reliabilityof certain provl n procedures as defined by the code orstandard (e.g. GSA W59, AWS 01.1)- The contractor is nevertheless required to prepare WPSdocuments and to accept responsibility for their use.- Any deviation from the standard negates the prequalifiedstatus( ------------------ e 14-------------------------------- ---P 10
WPS Clualification- Prequalified weldinq procedures Qualification tests- Qualifk ation tests are intended to demonstrate that theweldin! procedure results in sound welds with acceptablemechanical properties- Tests need not simulate the actual conditions for a givenjob. They usually consist of conventional butt joints onplates or pipes- Base 2lnd filler materials, welding variables and heattreatml nts must follow production plans within specifiedranges.- However, other variables such as joint geometry orweldin! position might not be considered as qualificationvariabl·eslecture 14P 11
1------------- -------------------,WPS QUcllification( Prequalified welding procedures Qualification tests Mock-up te:sts- Mock-up tests are intended to simulate actual productionor field conditions.- Codes and standards do not require preparation ofwelded mock-ups- However, mc,ck-ups can help to anticipate or avoidproblems in production. They are also useful when difficultaccess or other practical considerations may influenceresults in-situ, such as repair welding of nuclear plants.--------- ----- --------------------------- - ---P 12
ITests elf Qualification Welds Specimens are removed from the samplewelds for examination and testing The type and number of tests depend on therequire!ments of the particular standard Commonly specified tests include:- tensile tests- guided bend tests- Charpy notch toughness tests, or other fracturetoughness tests such as drop weight tests- macro-etch tests- non-de,structive examinationLLec:ture 14-------lp13
Mechanic:al Test Specimens(LONGITUDINAL ECIMEN MINATURE ROUNDSPECIMENS DEPENDING ON T------------ ---------------- ---!14-----------------P 14
1---. .- ------------------,----- --.---Face8 Root Bend TestsFACE BEND ROOT BENDSIDE BENDWELD JOINTLecture 14P 15
Guided Bend Test Jigs(. .,.-.:rt:rsHClULDEflS ORS-t.:t tA. n·IR. ·.ROU. 2l ,\.Itt Imlt2A lfT-I/" lnJI1Jij r PEQMEN THICKNESST SPECIMEN THIQ(NESS(I) WnII11-ArouM' - I TeIt JigI- -- --- -- .--- - - ----- - - - ------ . - . --- -e 14--------------P 16
ICharp:v Impact Specimen C--/.\.-.- - . ----11 I-- 1.0112 in. :::::.JI (27.1; mm) II--2.165 in. (55 mm)--I I I D rII.L0.394 in.0.394 in.(10 mml r--i0.079 In. (10)12 mm)mm : 0.010 in.IO.2M mm)eI - ---- .------------- .Lecture 14--- ----------p17
,-----Recordin! Test Results( The we1dinn conditions and the test results areentered on a Procedure Qualification Record(PQR) If the test re sults meet the requirements of thestandard, the PQR is certified by the contractorand the third-party inspector The WPS may then be issued for production(--------314P 18
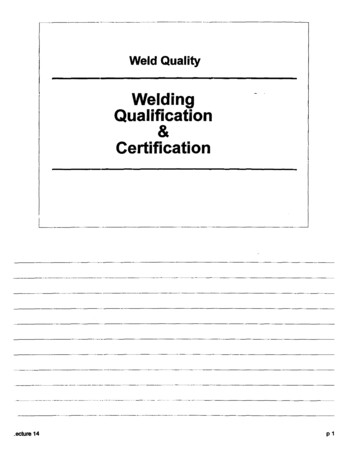
,----IASME Sample PQRLecture 14P 19
1992 SEC110N IXQW-483QW-483 SUGGESTED F(IRMAT FOR PROCEQU"E Ql.IAUFlc;ATlON RECORD WQR)(SH QW-200.2. flection IX. ASME BciIIer end P , . V. COde)R-.d Ac:tue1 Conditions UMd to Weld Teat Coupon.A e. c- .1,-.1 L"""'-'''''''" . . . . . . OuaIoficot R. No." " No."InlT CMAu .-d-j----n.-.- - - - B: )12 A !i.l!.119W IOC. .D.I9J 2. '3.-- t./.:- (uV"'-"'-'5 .!1c-(!.(\1AwI--MI'l .s. .uLenJL---JOINTS tQW-4021G,oow Desl!lft ofCFor comb,,,allOf'l qu.I. bons. the depo"led weld melal ttlBASE METALS IOW.031u.Spec.TG .s Aed IOf e* h ftUer metalOfptoe:eu uwdJI () bt!\R. B'.No.,n.". ofTntCoupooo l).hOiMwttro'TnICoupon --.-'1-----ItoJPIPE"'. -------------------'(Pet'cenl CompositionG.slft)AR trQNl:BtfAoi'JFILLER METALS IOW.c04tSFA IcMcifM:.lton -:T.,.,.-::71.---- f-.,., '"".-AWS a.a'icot"", : .'-'"'f 'k- -I ., :';:.:'O'-','-'g LtFiller Metal F.No.IL.Pcnt.1Oft of G'oowtn0,U.p-'-.,,. '" ,\.-r--"""'Temp.-- 'Y'-V7 .T.0IU.I.5 '-Weld .es.eon IUph.II. OowMIIII ·. .PREHEAT IOW-4Q6)l . ---''''-.: ; ;.,.,-------0-P,ehe ElECTRICAL C,.AR.I'CTERISTICS 1QW-4lIl1' - "CU,. Dc c.e. IDC. ;: Pot.lty.l-'-' s. 6-""---'--"4: "'IW1"""--"-I\{ N \\"Q",.1'osmON IOW- OS'1-1 rlcrJ!: Ll ('1t,.). -------;;r;:-r-.-- VolU-:,.-- -,TE." s;,. lllJl'H-2.3. 11M------------t-------M.Flow Rate.,1----------------------\""",We'd Metal Analysis A-No. - -.,.,- - 1 --; """L-,-----:.,., SiH of Filler Melal "-"' --".J.l. L I-.3.o.;:-::.oL.'."--!CM"'":M:.L.Dt.fMixturel't04 O'c.M.'flj(ThIs form CEOCOO7) y be obIelned fTom Ih. 0n:Ier DePt. ASME. 22 Law Drive. 8oJl23oo. F.lrfield. NJ 07007·2300176Ii
NONMANDATORY APPENDIX AQW-483QW-483 (Back)------- -------------- .;:'L I -Splc'menT-No.T.T--.oerat Ex-.'-,MilsNoM.-ll.--.OtherT.NI'IAT ofT. - .:::.J. 1:01-0Ihe. IIr:.S'btJc; I LLL rlJiW 1f.i{.Manufacturer .:.Dote6t., . I f). I.ByCOeIaiI of reccHd of . illustrMive only and fNy be modified to conform to the177iype andnumber of tescs required by the Code.'
Changes in a qualified WPS( If a WPS is to be revised or modified beyondthe qualified ranges of the "essential variables"it is necessary to do additional qualificationtests If the changE s are within the qualified ranges ofessential variables, then a revised WPS can beissued without requalification A PQR may support several WPS Since the PQR is a certified record of aqualification test, it should not be revised.( 14p20
Welder Performance Qualification WeJder or welding operator qualification testsare per1formed to determine the ability of thepersons tested to produce acceptable welds. . -- . - ------ ------------- . - . . --- . .-Lecture 14--- . . .p21
Performance Qualification Req'ts( Most standards require each welder or weldingoperator to make one or more test welds inplate or pipe Variables that affect the ability of welders tomake sound welds are considered qualificationvariables. These include:-welding proc:essfiller metalwelding positionjoint detailplate thicknElsswelding tech nique--e14------------'--- ------------------ . --P 22
,------------------------------- Standard Welding Positions - PlatesTe,st Position 1GTe!;t Position 3GTest Position 2GTest Position 4G ------------------- - - - - - - - - - -------- - - - - - - - - - - - - - - - - - - - - - - -----------------------Lecture 14p23
,--------------Welding Positions-Pipes( .-t;2J.J-.l16.Tellt Position 1GTest Position 2GTest Position 6G'-------- - . --- . - . ----- . ------------- . ----------------p24- - - - - -
Perforrnance Qualification Tests- Test spl 3cimens may be groove welds or filletwelds- groove weld qualification usually qualifies the operator toweld bClth groove and fillet welds- fillet weld qualification limits the welder to fillet welds inonly thEI position qualified or less difficult positions Tests consist of either bend tests, macro-etchtests or radiography The we Ider who prepares a test plate for aprocedure qualification is usually qualifiedwithin the variables in the WPS.--------lecture 14p25
Performan ::eQualification Records( Responsibility for performance qualificationrecords lies with the employer After succe8sful qualification of a welder theemployer and third party inspector certify theperformancE qualification record. Most codes limit the duration of qualification tothree to six months inactivity For most codes qualification may be extendedindefinitely provided the welder performssatisfactory work within the stated period'------------ - - - - -- -------'(----------- -------- . ----114p26
---------------------------------,CompClny Certification Some standards extend qualification to thecompany's organisational practices- ASME Boiler and Pressure Vessel Code requirE audit by ASME of a company's quality control programbefore issuing a code symbol stamp for construction ofcompcnents Sectiol1 III for nuclear components requires a quality assuranceprogram-CSA WS9/W47.1 requims employment of designated welding engineers andwelding supervisors, and preparation of welding standards andWPS uudited by Canadian Welding Bureau-ISO 9000 generalized quality assurance programLecture 14p27
-AWS B2.1 Wt lding Procedure and Performance Qualification (-----14 p4. lecture 14 Codes & Standards Requirements A common approach to qualify welding procedures is by preparation and testingof standard test pieces. The qualification tests need notbe repeated unless the welding procedure specification is changed. Some' pressure vessel standards require test plates to be welded atthe .