Transcription
The Essential Guide to Materials,Tools and Techniquesmachining plasticsMachining Plastics:
machining plasticsTable of ContentsTriStar Delivers Plastics Machining Expertise . 5Plastic is not metal . 6Machining Plastic has Unique Challenges . and Rewards. 6Material Selection: Thermoset vs. Thermoplastic. 9Thermoset plastics. 9Thermoplastics. 9Why machine plastics?. 11Machining Plastics 101: Limit Heat!. 11Drilling Operations. 12How do I reduce heat while machining plastics?. 12Drilling tips to maintain heat levels. 13Turning operations and heat levels. 14Turning tips for form or plunge cutting. 14Threading and Tapping . 15Threading and tapping tips. 15Milling and Cutting. 16Tips for milling with adhesive tapes. 16Beware of burrs. 17To remove burrs, consider . 172
machining plasticsSawing Operations. 18Sawing tips. 18The Coolant Connection. 19Machining Materials: Case Studies. 20Machining UHMW. 20Common applications of UHMW. 20The TriStar Advantage for Machining UHMW: Burr elimination forsmooth finish. 21Machining Nylon . 22Common applications of nylon. 22The TriStar Advantage for Machining Nylon: Reduced scrap and lowerlabor costs. 23Machining Acrylic. 24Common applications of acrylic. 24The TriStar Advantage for Machining Acrylic: Plasma pretreatment. 25Machining PTFE. 26Common applications of PTFE/Rulon. 26The TriStar Advantage for Rulon/PTFE: Noise reduction, improvedwear and performance . 273
machining plasticsMachining PEEK. 28Common applications of PEEK. 28The TriStar Advantage for Machining PEEK: Reduced part distortion forhigher production . 29Machining Composites. 30The TriStar Advantage for Machining Composites: Turnkey solutionreduces delivery time. 31Machining Plastics: Consider the benefits of outsourcing. 32TriStar’s machine shop features. 33TriStar’s equipment inventory includes. 33CNC Swiss Screw Machines. 33CNC Milling. 33CNC Turning. 334
machining plasticsTriStar Delivers Plastics Machining ExpertiseTriStar Plastics offers complete plastic manufacturing, machining, surfacemodification and distribution — we are your source for one-stop-shopping ofengineered plastics. With the latest CNC machining, turning and milling equipment,we can guarantee your parts will meet design specs and are fully inspected andcertified. We can also help you save on component costs by suggesting alternateTriStar offers the latestmaterials, or providing machining tips to help you reduce scrap; we’ve built a solidmachining equipmentreputation in over 70 industries. And since we do it all in-house, we’ll help youstaffed by experiencedreduce fabrication delivery time so that you can meet your production deadlines.operators trained in the latestIn addition to the one-on-one support we offer, we have a number of onlineresources at tristar.com you can take advantage of. They include: Our interactive Material Database Design Worksheets Instructional video library Technical email updates Monthly technical briefs Direct support from TriStar engineers via our Ask the Expert ufnPrototypesEducationact u ri n gMaterials5Sciencetechniques to help you makethe most of your materialinvestment.
machining plasticsPlastic is not metal.This is the first lesson many fabricators discover when attempting tomachine plastics for the first time. While both materials are technically“machinable,” the similarities end there.Metals are generally pure materials, while plastics are a hybrid of different components.Whereas metals retain their shape and have a predictable melting point, plasticscan expand to five (or more) times their original dimension and offer varying heattolerances. Machining metals follows a predictable pattern with minimal creep. Whenmachining plastics, quick adjustments must be made to accommodate substantial creep— not to mention that the material has a strong propensity for chipping and meltingduring machining.Plastic materials areSimply stated, the basic principles of machining metals do not apply when machiningchallenging to machineplastics.given substantial creep,varying heat tolerances anda propensity for chipping andMachining Plastic has Unique Challenges . and RewardsWith the right material selection, proven handling techniques, plus the proper toolsand coolants, machining plastic parts is not only attainable, but achievable by manymachine shops.The goal of this technical guide is to demystify the art of machining plastics. We’llexplore plastic properties, selection criteria, price points, expansion rates, tolerances,and nuances of material and tool selection and review machining techniques. Becausewhen you fully understand the significant differences between machining plasticsvs. machining metals, you can improve your design and, ultimately, the quality andperformance of your product.6melting.
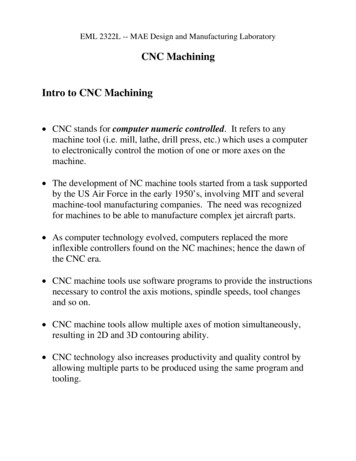
machining plasticsMaterial Selection: Cost vs. performanceHow do you select the ideal material for your application? There’s still awidespread belief that “traditional” metals outperform plastics, when actuallythe opposite is true. Plastics are an excellent replacement for bronze, stainlesssteel, and cast iron, and they excel in high-temperature and extreme workingenvironments.But this high level of performance comes at a cost. Plastics are not “the cheapstuff,” and some high-performance formulas are substantially more expensive thanPlastic materials are ametal. For example, Polybenzimidazole (PBI-Celazole) is 25x the price of cold-superior replacement forrolled steel, and 15x more costly than Type 303 stainless steel. Given these pricetraditional metals, bronze,points, it is critical to employ expert machining techniques to use costly materialsstainless steel and cast iron.efficiently and reduce scrap.Ultimately, the decision of material type should come down to an investment inperformance. Choosing a higher-quality material will yield a higher-quality part.And higher-quality parts can save you from in-field failures or costly recalls downthe line. Better to invest up-front and avoid these hazards.When should you choose plastic over metal materials? Consider the advantages ofplastic machined parts, they have the ability to: Reduce component weight Eliminate corrosion Lower noise level Improve wear performance Extend service life Insulate and isolate (thermally and electrically)7
machining plasticsRelative Cost of Plastic MaterialsPVC0.5UHMC0.6NYLON 1.8NORYL2.2STEEL2.3POLYSULFONE3.7BRONZE4.4ULTEM PEI4.8POLYETHERSULFONE5.4STAINLESS STEEL6.7TEFLON PTFE7.1KYNAR PVDF9.1Consider the cost vs.performance when choosingmaterials to make the most ofyour investment.RULON LR 16.9TECHTRON PPS 17.8PEEK 25.1RULON J 25.7TORLON PAI 30.5POLYIMIDE 79.5CELOZOLE PBI 101.40204086080100120
machining plasticsMaterial Selection: Thermoset vs. ThermoplasticNow that we’ve established the costs associated with plastic materials, the questionthen becomes which category of plastics should you choose?Thermoset plastics retain their solid state indefinitely and include just a fewtrade names. Thermoplastics can be melted more than once to form new shapesand comprise the largest group of plastics. They are also the type best suited tomachining. Don’t be fooled by similar-sounding names; as each “thermo” categoryboasts unique characteristics.Thermoset plastics: Do not melt since they chemically change in molding Are usually brittle and chip easily Often incorporate fillers as part of a composite Common formulas:àà Phenolicàà Epoxyàà PTFEàà Micartasàà MelaminesThermoplastics: Largest class of plastics Melt and reform without changing chemically Include a diverse list of trade and generic names including:àà Acetal, Acetal, ABS, Nylon, Polyethelene, PVC, Teflon Filler options include:àà Glass fibers, Carbon fibers, Graphite, Carbon, Molybdenum disulfide,PTFE9
machining plasticsIn an industry where brand name recognition can lead to an automatic materialorder, beware of the plastic material “name game” — where each processor names“their” material for what is essentially a trade product. For instance, the materialAcetal is a generic material, yet there are several different market names for it.DuPont calls its version Delrin . Hoechst uses the name Hostaform . Celcon is the Celeanse trade name, and Quadrant calls certain Acetal versions Acetron ,while Ensinger-Hyde uses the name Hydex . That marks five different names for asingle product — no wonder there is confusion in the marketplace!To learn more about the hazards of unknowingly purchasing counterfeit materials,check out our free companion paper, Rulon Bearings: How to Recognize GenuineWhile cost is important,and Avoid Counterfeit.ultimately, materials shouldbe selected based on theirapplication performance andtrue trade name.10
machining plasticsWhy machine plastics?Once you’ve selected the proper plastic material, the next question becomes oneof machining vs. injection molding. Most plastic components are produced viainjection molding, which is the most cost-effective method. But machining is thebetter fit based on: Low initial costs – molding equipment requires a large initial investment intooling equipment. Machining is more economical for lower volumes andprototypes. With plastics, alwaysTight tolerances – machining allows for much tighter dimensional tolerancesconsider heat tolerances andthan can be achieved with injection molding.keep in mind that drillingPhysical property limitations – some materials such as PTFE and UHMWare impossible to mold and require machining. Stress factors – injection molded parts are subjected to more stress thanextruded rod, tube, and sheet. Machining will produce more consistentresults.Typical applications for machining plastics include semiconductor processingcomponents, heavy equipment wear parts, and food processing components.Machining Plastics 101: Limit Heat!The most important consideration in machining is to limit the amount of heatbuildup, as the very act of machining generates friction, and thus, heat. Be awarethat anytime you machine plastics, your cutting tool can instead become a “meltingtool.” Heat also presents dimensional challenges, so you must be aware that as apart expands it becomes more difficult to hold tolerances.11generates more heat than anyother machining technique.
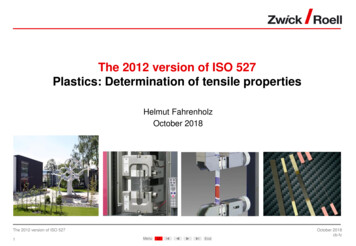
machining plasticsDrilling OperationsHeat-related changes are more prevalent with some plastics than others. Many ofthe plastics with high-expansion rates have low-melt temperatures. For instance,UHMW, has an expansion rate 20x that of steel and a melt temperature of 266 F.Fillers add another new level to expansion rates. Unfilled PEEK expands 26 X 10’6in/in/OF while 30% carbon fiber filled PEEK is 10. In contrast, adding PTFE only toPEEK raises the expansion rate to about 30, yet none of these fillers change the melttemperature.DrillingDrill PointAngleGroundReliefMORE HEAT IS GENERATED IN DRILLINGTHAN IN ANY OTHER OPERATIONTwist drills with twist angles between12 and 18 degrees- Large flute area assists inchip removalCutting lip should be ground so one edgeis .005” to .010” longer than the otherUse blunt angles (115 to 130 degrees) forthinly walled pieces to prevent expandingHelix Anglethe ODHow do I reduce heat while machining plastics?Intolerance to heat can appear as surface finishes that go from smooth to veryrough. Or you may notice small balls of melted plastic on the surface of yourcomponent. To reduce the impact of friction-induced heat, consider the followingpotential causes: Cutting speeds & feed rates Tool designs Cutting tool materials Use of coolants Sharpness of cutting tools12
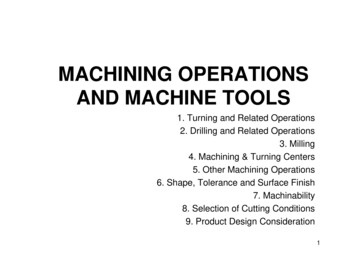
machining plasticsDrilling tips to maintain heat levels: Drills with twist angles of 12 -18 and with large flute areas will helpremove chips and heat from the drilling hole. Grinding relief onto the drill will also reduce friction. Angles will vary bymaterial, but 20 -50 is a good starting point. For softer materials, high-speed steel drills are adequate, but highly-abrasiveplastics (filled materials), require carbide (Titanium Nitrite/TiN/AlTiN), CVD(chemical vapor deposition) diamond, or PCD ( polycrystaline diamond)tooling. Remove the drill from the hole (pecking) frequently to remove chips andgive the material a chance to cool slightly. Slower RPMs than technically called for can be beneficial depending on thematerial and other conditions. Never use any tool that has already drilled metal, as it is too dull and willimpact tolerances and surface finishes.Drill Size Vs RPMDrill SizeRPMNo. 60 thru 335,000No. 32 thru 173,000No. 16 thru 3/81,3007/161,0001/21,000A thru D2,500E thru M1,700N thru Z1,30013
machining plasticsTurning operations and heat levelsThe number one challenge in turning — just as in general machining — ismaintaining proper heat levels. Turning operations require inserts with positivegeometries and ground peripheries. Ground peripheries and polished-top surfacesgenerally reduce material build-up on the insert, which can improve the finalsurface finish. A finely-grained C-2 carbide or PCD is generally the best option forturning operations. Try to mill the slot across the outer diameter to break up chips.Plunge cutting or peck (interrupted cut) drilling is a good way to remove materialand to provide dimensional repeatability, but there are a few rules to follow.Turning tips for form or plunge cutting: Insert the tool width at less than the minimum diameter of the component Consider feed rates, which are dependent on the stiffness of the stock (butgenerally 0.004 TO 0.010“/REV) Surface finish at the bottom of the cut is best controlled by approachingthe bottom of the cut slowly, reaching the bottom, and clearing the toolimmediately. Use the smallest width possible to turn across. Do not dwell at termination, or you may experience drag that alters thesurface finish. When turning (lathing), use single-point or partial threading inserts. Thisresults in cleaner threads and provides ample room for chips. For milling, use single-form thread milling cutters for soft materials; multiform for harder materials.14
machining plasticsThreading and TappingAll plastics are notch sensitive, meaning that small sharp “V” threads can causeproblems such as tearing. By putting a chamfers on the rod ends or into the holesbefore a threading operation, you can reduce the tendency of the initial thread totear. We often recommend the use of coolants when threading and tapping. Andremember that any instrument that has tapped metal is not sharp enough to tapplastics.Threading and tapping tips: Threading is best achieved with a single point using a carbide insert andtaking four to five 0.001” passes at the end. Use H-3 for smaller diameters, H-5 for larger. There are .003”/.005” oversized taps available that can achieve a qualifiedthread size with softer materials. Many soft materials will expand out, thenclose back in when tapped. Thread-milling gives you better size controlwhen the size and depth is friendly for the feature. Two flute taps with enlarged flutes will help remove chips and keep the tapsclear. If the tapped area must withstand heavy stresses or continued insertion andremoval of connectors, the use of metal threaded inserts is preferred over atapped plastic piece. Inserts can be pressed into place, ultrasonically inserted, or threaded into theplastic using self-tapping features. Ultimately, the structural integrity of the material (hard or brittle) willdetermine the best insert type.15
machining plasticsMilling and CuttingWhen it comes to milling plastics, climb milling is recommended over conventionalmilling. And the most difficult challenge is in keeping the component from movingor vibrating during operation, which can result in chatter marks on the components.To maintain control, we often employ vacuum systems (which require a flatsurface) or fixture clamps (which seem to always get in the way). But be awarethat these methods are acceptable as long as they do not stress or distort the piece.For best results, we often recommend double-sided adhesive tape to prevent partsfrom moving.Other work-holding methods include building holding tools from excess material,making drill-through holes for top clamps and nuts, board mounts, and vacuumchucks (these are often built into CNC routers).Tips for milling with adhesive tapes: Completely clean both the machine surface and the work component beforebeginning. Make sure the surface of the work piece is completely covered in tape. Place the piece onto the machine surface as quickly as possible afterremoving the protective layer. Tap the piece with a rubber mallet to insure it is securely seated To remove the completed piece it may be necessary to dissolve the adhesivewith alcohol and pry apart carefully.16
machining plasticsBeware of burrsA common hazard of milling is burrs, which are created when a tool reaches atravel end and the plastic piece is not supported. To eliminate burrs, you can bringin a second material to the edge of the work piece so that the cutting tool continuesinto this secondary material (which also reduces chipping). This will allow a cleancut right to the edge.Increasing the amount of chamfering used on the piece (within reason) lets themachine do much of the work.To remove burrs, consider: Tumbling parts against each other Tumbling parts in media Sanding Polishing wheels Removing burrs by hand with specialized toolsThe same concept for burring also applies to milled surfaces in general. If you mustmill a slot across a cylindrical part, it may save you money to cut the slot in twoinside-out cuts rather than one straight-across cut. The time saved in deburring maypay for the longer machining cycle.Ultimately, the best solution to remove burrs is to avoid them in the first place, sinceyou can reduce secondary finishing time and associated costs.17
machining plasticsSawing OperationsSawing is employed in many machining applications. Band sawing is ideal forstraight, continuous and irregular cuts. Table sawing is also convenient for straightcuts of multiple thicknesses or thicker cross sections. Saw blades should be selectedbased on material thickness and desired surface finish. Choose carbide tippedblades for the best results.Sawing tips: For general sawing, plastic-rated rip and combination blades with a 0 toothrake and 3 -10 tooth set are best to reduce frictional heat. Hollow ground circular saw blades without set will yield smooth cuts up to3/4” thickness. Tungsten carbide blades wear well and provide optimal surface finishes.PCD blades also work very well.18
machining plasticsThe Coolant ConnectionTo maintain heat temperatures, coolants are often recommended and employedduring machining. However, we’ve found that in many instances, it is best to avoidwater-based coolants in order to achieve a premium surface finish. Petroleumbased fluids are another commonly-used coolant, yet they often contribute to stressfractures in amorphous plastics. Materials such as polyimide and nylon can absorbup to 8% moisture, which can cause extreme swelling of parts.For the closest tolerance and optimal finish, our machining team is moving awayfrom liquid coolants when possible. Instead, we are employing air-line air blowing,cold air guns, and vacuum suction to assist with chip removal and control thefinish. Vacuum offers the advantage of keeping tools cool, plus helping to maintaina dust and odor-free machining environment. Vacuuming is also an essential toolfor chip evacuation.19
machining plasticsMachining Materials: Case StudiesNow that we’ve covered the nuances of different machining techniques, we’d liketo demonstrate their benefits in real-world applications. Read on to explore howTriStar has solved machining challenges by delivering custom-machined parts in avariety of plastic materials.Machining UHMWUltra-high molecular weight polyethylene (UMHW) is one of the most-commonlymachined materials in the plastics family. It is known for supplying superiorwear resistance and service life in both wet and dry environments. As withall polyethylene materials, UHMW has a low melting point (270 ) and a highcoefficient of thermal expansion (120 x10” IN/IN/ÜF).UMHW is the most commonly machined member of the polyethylene family. Thebasic material is relatively soft and cuts readily but because the material meltseasily, it is especially important that we limit heat build-up. Sharp tools, theapplication of chips in the work area, and proper tool shape design are particularlyimportant when machining UMHW.Sawing UHMWCutting Speed3,000 to 13,000 ft./minFeed0.0009 to 0.0040 in/toothRake Angle0 to 5 HS, 3 to 8 HSSClearance Angle10 to 15 HS, 30 to 40 HSSPitch Setting0.020 to 0.040 in0.030 to 0.040 inCommon applications of UHMW: Food processing and packaging bearings Medical materials Coal and quarry bushings Hot-oil drills20
machining plasticsThe TriStar Advantage for Machining UHMW: Burr elimination for smooth finishChallenge:Our partner is a major producer of microwave synthesis equipmentused in medical applications. They were experiencing a problem withmachining their UHMW manifold components, which consisted ofmany intersecting holes. As they machined holes into the material, theycaused a large accumulation of burrs, which impacted the surface finishand performance of the final part.Solution:TriStar examined the manifold components and how they weremachined. They noted that each time a new hole was drilled, burrs would immediately rise tothe surface. To reduce this hazard, we recommended adding a sacrificial rod as a back supportwhen drilling the cross holes. This technique allowed for a cleaner component profile andbetter product performance. Since adding the support rods, our client has completely avoidedburrs and also improved the flow of air and liquids through the manifold holes.Our client also notes they are able to machine components faster, which has resulted in betteroverall production rates.21
machining plasticsMachining NylonNylon is considered an affordable, long-lasting, high-strength alternative to metalthat is also easy to machine. Nylon materials can be extruded or cast (filled orunfilled) and easily resist chemicals and corrosion. Common forms are Nylon 66(extruded) and Nylon 6 (usually cast into large blanks to be machined into parts).Machining nylon requires carbide tooling, and since nylon is the most hygroscopicof the plastics, care must be taken when using coolants. Part swelling andsubsequent drying can cause dimensional problems.When nylon is used in a wet application, it is important to match the same wetenvironment during machining to hold sizes.Nylons are available lubricated or unlubricated. General dimensions are limited to6” rod and 3” plate, cast into rods to 38”, discs to 80”, sheet to 4” thick. Commonfillers include glass or carbon fibers.Common applications of nylon: Bushings, bearings and nozzles Pistons and valves Manifolds Food contact parts Electrical and pump components Wear pads and strips22
machining plasticsThe TriStar Advantage for Machining Nylon: Reduced scrap and lower labor costsChallenge:Our partner manufacturers vacuum hose and handle componentswhich are designed of glass-reinforced and unfilled nylon. The hose/handle combination consists of 20 parts, which became time-consumingand costly to assemble on the manufacturing floor. Our client wantedto reduce the chance of assembly error and save on labor costs byexploring alternative machining techniques.Solution:Working with the manufacturer, we integrated components such asthe contact and slip rings into a single part. This approach significantly reduced the chance oferrors on the assembly line, and has contributed to a better aesthetic of the finished part.More importantly, this machining technique reduced scrap and lowered production costs.23
machining plasticsMachining AcrylicAcrylic, also known as PMMA or the trade name Plexiglass, provides outstandingoptical properties and excellent resistance to abrasion and scratching. The materialhas a high tensile strength and can easily deflect high temperatures.Acrylic is an excellent material to form and bend, and is a good candidate formelting and remelting to improve properties. But special attention must be paid tomachining temperatures, as the excess heat generated from machining can causemethyl methacrylate (NIMA) to be released. Strong ventilation is required whenworking with acrylic.Drilling acrylic requires a drill with a tip ground to 60 -90 included angle, andbacking of the material with another work piece to prevent chipping as the drillbreaks through.When sawing, a carbide-tipped blade with a triple-chip grind is best. Teeth shouldhave a clearance of 100 -150 and a rake angle of l0 -50 . With the right bladeangle, material will scrape away rather than chipping. Recommended coolant iswater to produce a smooth wall geometry.Turning - AcrylicDepth of CutDrilling - AcrylicSpeed (ft/min)Feed ole DiameterFace Milling - AcrylicDepth of CutSpeed (ft/min)Feed Common applications of acrylic: Optical lenses Display cases Lighting fixtures Liquid manifolds Consumer goods24Feed (in/rev)3/4.015/.0251.020/.0501 1/2.020/.050 2.020/.050
machining plasticsThe TriStar Advantage for Machining Acrylic: Plasma pretreatmentChallenge:Manufacturers of specialized retail cases often require screen printingof their display cases to promote their goods in a retail setting. Acrylic(or PMMA) is a pliable material that can easily bond to itself, but toincrease the bond strength of inks or other coatings, manufacturerslook to TriStar to increase adhesion properties as part of the machiningprocess.Solution:TriStar incorporated plasma surface modification to increase acrylicbond strength. The acrylic/PMMA is subjected to plasma gas mixture to induce an adherentsurface to a structural epoxy. Results of treated vs. untreated acrylic bonding strength appearbelow:PMMA - Untreated vs Plasma TreatedUntreated PMMAPlasma Treated PMMAPlasma Treated PMMAProcess 1Process 214 degreesContact Angle80 degrees20 degreesPull Strength189.6 psi523.1 psi447.4 psiExtension0.064”0.139”0.148”Failure ModeAdhesionSubstrateSubstrateOnce treated, the material can be heated to form desired shapes. The heating time is dependenton the thickness of the sheet. TriStar offers full material surface modification as part of ourmachining services.25
machining plasticsMachining PTFEPTFE began as the brand name Teflon , but filled versions are commonly referred toas Rulon ; a group of over 300 unique formulas. Rulon PTFE materials cover nearlyevery material type and industrial application, some formulas are abrasive, othersoffer NSA, FDA, and USP Class VI compliance, some ser
challenging to machine given substantial creep, varying heat tolerances and a propensity for chipping and melting. Plastic is not metal. This is the first lesson many fabricators discover when attempting to machine plastics for the first time. While both materials