Transcription
Stencil Design Guidelines forElectronics Assembly TechnologiesStudent professional contest The 22nd Edition, Brasov,24th-27th April 2013BUDAPEST UNIVERSITY OF TECHNOLOGY AND ECONOMICSDEPARTMENT OF ELECTRONICS TECHNOLOGY
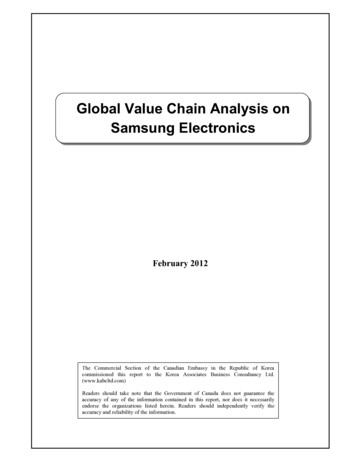
REFLOW SOLDERING - MATERIALSolder paste is a combination of pre-alloyed spherical metal powder andflux medium.Solder pastehttp://engw es.jpg Senj uSolder pastePacking of solder pastes: jar and syringeO. Krammer: Stencil manufacturing and design2/44
REFLOW SOLDERING TECHNOLOGYThe reflow solderingconsists of three steps:technologybasically1. deposition of the solder pasteby dispensing (topic 1.2)or by stencil printing2. placement of the componentspick&place, collect&place,3. remelting the solder alloy in the solder paste –usually in an oven.Surface mounted resistorO. Krammer: Stencil manufacturing and design3/44
REFLOW SOLDERING TECHNOLOGYThe reflow solderingconsists of three steps:technologybasically1. deposition of the solder pasteby dispensing (topic 1.2)or by stencil printing2. placement of the componentspick&place, collect&place,3. remelting the solder alloy in the solder paste –usually in an oven.Surface mounted resistorO. Krammer: Stencil manufacturing and design4/44
REFLOW SOLDERING TECHNOLOGYThe reflow solderingconsists of three steps:technologybasically1. deposition of the solder pasteby dispensing (topic 1.2)or by stencil printing2. placement of the componentspick&place, collect&place,3. remelting the solder alloy in the solder paste –usually in an oven.Surface mounted resistorO. Krammer: Stencil manufacturing and design5/44
THE STENCIL PRINTINGThe stencil applied for depositing the solder paste is a thin, 75–200 µmthick metal foil, on which apertures are formed according to the solderpads on the printed circuit board. Stencil printing provides a fast, masssolder paste deposition process; relatively expensive, appropriate andrecommended for mass production.squeegeestencil foil stencil framesolder pastestencil aperture circuit boardsoldering padO. Krammer: Stencil manufacturing and design6/44
PROCESS OF STENCIL PRINTINGThe stencil applied for depositing the solder paste is a thin, 75–200 µmthick metal foil, on which apertures are formed according to the solderpads on the printed circuit board. Stencil printing provides a fast, masssolder paste deposition process; relatively expensive, appropriate andrecommended for mass production.1. Aligning board to the stencilsqueegeestencilfoilstencil framesolder pastestencil apertureO. Krammer: Stencil manufacturing and design7/44
PROCESS OF STENCIL PRINTINGThe stencil applied for depositing the solder paste is a thin, 75–200 µmthick metal foil, on which apertures are formed according to the solderpads on the printed circuit board. Stencil printing provides a fast, masssolder paste deposition process; relatively expensive, appropriate andrecommended for mass production.2. Moving squeegee on thestencil – filling aperturesF- forcev - speedrolling of pasteO. Krammer: Stencil manufacturing and design8/44
PROCESS OF STENCIL PRINTINGThe stencil applied for depositing the solder paste is a thin, 75–200 µmthick metal foil, on which apertures are formed according to the solderpads on the printed circuit board. Stencil printing provides a fast, masssolder paste deposition process; relatively expensive, appropriate andrecommended for mass production.3. Separating stencil fromthe boardO. Krammer: Stencil manufacturing and design9/44
BUILD-UP OF STENCILS (TERMS)The stencil foil is tensioned and fixed to the frame by a metal mesh.The tension of stencil foil is around 50 N/cm.Aluminium frameMetal mesh(stainless steel)Stencil foil- stainless steel- or nickelLayout,aperturesAlignment mark(fiducial mark)stencilO. Krammer: Stencil manufacturing and design10/44
STENCIL MANUFACTURINGTECHNOLOGIESThe main stencil manufacturing technologies are: chemical etching, lasercutting, electroforming.Stencils are mainly characterized by the quality of the aperture wall (theroughness of the wall.O. Krammer: Stencil manufacturing and design11/44
CHEMICAL ETCHED STENCILS Subtractive technology, low price 40 EUR; the price is determined by thesize of the stencil foil Hour-glass shape aperture, material: brass or bronze Appropriate for pitch size: 0.63 mmO. Krammer: Stencil manufacturing and design12/44
STEPS OF CHEMICAL ETCHINGChemically cleanedsurfacePhoto sensitive coatingapplied to top and bottomDeveloping solvedphoto-resistRinsing off photoresistEtching of metalComplete etchedproductO. Krammer: Stencil manufacturing and design13/44
CROSS-SECTION OF CHEMICALETCHED STENCIL APERTURESSingle-side etching – highdegree of undercuttingSingle-side etching –formation of „knife-edge”Double-side etching – „hourglass” cross-sectionMisalignment of phototoolsbetween the two sidesO. Krammer: Stencil manufacturing and design14/44
LASERCUT STENCILS Subtractive technology, the price is determined by the amount of apertures: 300 EURTrapezoidal apertureMaterial: nickel or stainless steelAppropriate for pitch size: 0.4 mm.O. Krammer: Stencil manufacturing and design15/44
LASERCUT STENCILSA trapezoidal aperture enhances the solder paste release. Theaperture openings actually are cut from the contact side of the stencil.The stencil then is flipped and mounted with the squeegee side up.O. Krammer: Stencil manufacturing and design16/44
ELECTROFORMED STENCILS Additive technology, the price is determined by the thickness of the stencilfoil: 1200 EURTrapezoidal apertureMaterial: nickelAppropriate for pitch size up to: 0.2 mmO. Krammer: Stencil manufacturing and design17/44
ELECTROFORMED STENCILSMetal substrate, cleanedand degreasedPhoto-sensitivecoating appliedDeveloping and rinsingoff solved photo-resistElectro deposition ofmetalSeparation of stencilComplete stencilO. Krammer: Stencil manufacturing and design18/44
STENCIL DESIGNTop (Cu) layer – positiveSolder paste layer – negativeSolder mask layer – negativeFR4 board with copper padsO. Krammer: Stencil manufacturing and design19/44
STENCIL DESIGNTop (Cu) layer – positiveSolder paste layer – negativeSolder mask layer – negativeCopper pads and solder maskO. Krammer: Stencil manufacturing and design20/44
STENCIL DESIGNTop (Cu) layer – positiveSolder paste layer – negativeSolder mask layer – negativeCopper pads with aligned stencilO. Krammer: Stencil manufacturing and design21/44
BASIC STENCIL DESIGN GUIDELINESFOR SMD COMPONENTSNi/Au – 10% reductionImAg – 10% reduction LF HASL – 10% reductionThe possibility of aperturereduction depends on thesolder alloyLeaded alloy: reduction isalways possibleLead-free alloy: reduction ispossible only in case of PCBfinishes with good wettabilityImSn – no reductionOSP – no reductionO. Krammer: Stencil manufacturing and design22/44
STENCIL DESIGN FOR PASSIVE SMDCOMPONENTSHome-plateInverse home-plateRounded inverseO. Krammer: Stencil manufacturing and design home-plate23/44
STENCIL DESIGN FOR PASSIVE SMDCOMPONENTSHome-plateInverse home-plateRounded inverseO. Krammer: Stencil manufacturing and design home-plate24/44
STENCIL DESIGN FOR PASSIVE SMDCOMPONENTSHome-plateInverse home-plateRounded inverseO. Krammer: Stencil manufacturing and design home-plate25/44
EXPERIMENTAL ON SOLDER �Rounded inverse„home-plate”Stencil manufacturer’s recommendation – no solder mask bridge betweenthe solder pads- Lower solder balling- No decrease in joint strengthO. Krammer: Stencil manufacturing and design26/44
RESULTS OF THE ��homeplate”Roundedinverse„home-plate”No bridge onsolder mask6031203050O. Krammer: Stencil manufacturing and design27/44
STENCIL DESIGN FOR FINE-PITCHCOMPONENTS Transfer efficiency: ratio between the volume of the deposited paste and thevolume of the aperture. It is determined by three main factors from theviewpoint of the stencil itself:Manufacturing technology of the stencilAspect ratio (AS): length of aperture’s shorter side divided by the thicknessof the foil. Should be greater than 1.5Area ratio (AR): the ratio between the area and the wall surface of theaperture. Should be greater than 0.66TE Applied paste volumeAperture volumePad areaW LAR Aperture wall area 2 (W L) TAS Aperture widthW Stencil foil thickness TO. Krammer: Stencil manufacturing and design28/44
BGA PACKAGES – PBGA, CBGA -PBGA – Plastic Ball Grid ArrayAlloy of the solder bump is eutectic (Sn63Pb37, SAC305, SAC387)Material of the package is epoxyInterposer is FR4 or BT (Bismaleimide Triazin)Higher CTE mismatch to silicon, lower reliability (FR4, BT CTE 14-18 ppm/ C) -CBGA – Ceramic Ball Grid ArrayAlloy of the solder bump generally is non-eutectic(Sn10Pb90 – 302 C , Sn80Au20 – 280 C)Material of the package is ceramic or aluminaLower CTE mismatch, higher reliability (alumina CTE 6 ppm/ C)-underfillsilvernon-eutectic solderSi die alumina capglassadhesivealuminabumpeutectic solderO. Krammer: Stencil manufacturing and design29/44
STENCIL DESIGN FOR BGA PACKAGESPBGA package- Square aperture with side lengthequal to the diameter of pads- Foil thickness considerations asbelowCBGA package - overprinting- Min. width of bridge betweenapertures: 1.2·foil thickness- CSP – take care of particlediameter in pasteAR T W L 0 . 662 (W L) TW L2 ( W L ) 0 . 66padTypeType 3Type 4Type 5Type 6solder maskstencil (b 1,2·t)Diameter of solder particles 90% 1% greater than:45 µm 25 µm45 µm38 µm 20 µm38 µm25 µm 15 µm25 µm15 µm 5 µm15 µmO. Krammer: Stencil manufacturing and design30/44
STEPS OF THE „PIN IN PASTE”TECHNOLOGY0. Startingapertures for throughhole componentscircuit boardstencilplated through-holesaperture for surfacemounted componentssolder resist maskO. Krammer: Stencil manufacturing and design31/44
STEPS OF THE „PIN IN PASTE”TECHNOLOGY1. Stencil printingsolder pastestencilsolder paste fills the holesin a certain extentO. Krammer: Stencil manufacturing and design32/44
STEPS OF THE „PIN IN PASTE”TECHNOLOGY2. Component placementthrough-hole leadsurface mounted componentlead pushes the solder pasteto the other sideO. Krammer: Stencil manufacturing and design33/44
STEPS OF THE „PIN IN PASTE”TECHNOLOGY3. Solderingthrough-hole leadsolder jointsolder jointssolder resist maskO. Krammer: Stencil manufacturing and design34/44
SOLDER PASTE VOLUME NECESSARYFOR „PIN IN PASTE” TECHNOLOGYcircuit boarddholeS – solder paste shrinkagefactor, 0,5Vsolder in hole Vhole Vcomp lead(π rhole 2 Acomp lead ) hboardrmenhboardAmen 0, 215rmen 2A50% A50%0, 2234rmensolderjointa XcomponentleadrmenX 0, 2234 rmen aVmen Amen K menK men 2π X0, 215 r 2 2π (0, 2234 rmen a )V p (1 / S ) ( π rhole 2 Acomp lead ) hboard 2 ( 0, 215 rmen 2 2π ( 0, 2234rmen a ) ) O. Krammer: Stencil manufacturing and design35/44
REQUIRED DEGREE OF SOLDER PASTEHOLE-FILLINGIf d 2 , than V can be too high.1pfBoundary condition of the fusion:hVpf ?hθγ LGdV paste (1/ S )(Vhole Vcomp lead 2Vmeniscus )Vaperture w l tV pf V paste VapertureIf d 1 , then Vpf can be too low.h 2 Overprinting Step stencils Two-print stencils Preform solders Fgrav ρVg Fsurf . tens . 2π r γ LG cos θCross aperturesO. Krammer: Stencil manufacturing and design36/44
OVERPRINTINGLimitsDesirableHole diameter0.63 1.6 mm0.75 1.25 mmLead diameterHole diameterminus 75 µmHole diameterminus 125 µmAperture diameterMaximum 6.35 mmMaximum 4 mmStencil thickness0.125 0.635 mm0.150 0.2 mmaperture for through-hole comp.circuit boardplated holestencil foilapertures for SM componentsolder resist masksolder pad for SM comp.O. Krammer: Stencil manufacturing and design37/44
STEP STENCILSPrepared using additive technology by electroplating, or subtractiveprocess by chemical etching.Design rules: Step height is maximum 75 µm. K1: distance between step and nearest aperture for SM component;should be at least 36 x step height. K2: should be at least 0,65 mm.K2circuit boardplated holeK1solder resist masksolder pad for SM componentO. Krammer: Stencil manufacturing and design38/44
TWO-PRINT STENCILS First printing is performed by a thin stencil foil according to the finepitch SM components on the circuit (125 175 µm). Second printing is carried out by a thick foil according to throughhole components (400 760 µm), relief etch is formed on thecontact side of the stencil at the locations of SM components toavoid solder paste smearing. Depth of relief etch should be at least200 µm.stencil aperturecircuit boardplated holecontact side relief etchsolder resist masksolder pastesolder pad for SM comp.O. Krammer: Stencil manufacturing and design39/44
INVESTINGATING STENCILDEFORMATION DURING PRINTINGThickness of solder mask: 25 µmstenciltraceThickness of solder mask: 50 µmaperturepadsubstrate?solder maskO. Krammer: Stencil manufacturing and design40/44
THE TESTBOARDBase thickness:contour and solder padsProtruding areas; thickenedwith electroplatingO. Krammer: Stencil manufacturing and design41/44
AREA OF DEPOSITED PASTELeft:ID. 1– no step nearbyRight:ID. 6 – 0,5 mmstep distancePaste area (µm2 )500000σr 12.1%400000σr 5.7%300000200000σr 8.8%Aperture area (500x500 µm)σr 2.6%00 - no stepID1. - 27 µmID5. - 55 µmID6. - 92 µmStep-pad (difference in height)O. Krammer: Stencil manufacturing and design42/44
PARAMETERS OF THE FINITE ELEMENTMODELLING- Squeegee length 30 cm- Squeegee force 92 N- Squeegee thickness 200 µm- Squeegee angle 60 - Highest level difference 90 µm- Simulated foil thicknesses: 75 175 µm, in 25 µm steps- Size of stencil foil 50x50 cmO. Krammer: Stencil manufacturing and design43/44
NECESSARY DISTANCE FORCOMPLETE STENCIL BEND-DOWNO. Krammer: Stencil manufacturing and design44/44
SUMMARYBasic stencil design:- For surface mounted passive components aperture reductionrules apply- For SM perimeter styles components (QFPs, QFNs) aperturereduction rules apply; foil thickness calculation is necessary- For common plastic BGA packages (pitch 1.27 mm) roundaperture is recommended with reduction considerations- For fine-pitch plastic BGAs (pitch 1.27) square aperturerecommended, aperture reduction rules do not applyStep stencils for Pin-in-Paste technology:- For squeegee side steps, technological distance to the nearestsurface mounted component is 36·step thickness- For contact side steps, recommended technological distance tothenearestsurfacemountedcomponentis1.6·step thickness·foil thicknessO. Krammer: Stencil manufacturing and design
O. Krammer: Stencil manufacturing and design 28/44. BGA PACKAGES – PBGA, CBGA PBGA – Plastic Ball Grid Array - Alloy of the solder bump is eutectic (Sn63Pb37, SAC305, SAC387) - Material of the package