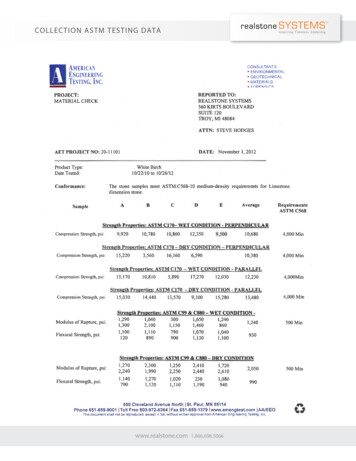
Transcription
Committee F02 onFlexible Barrier PackagingDistribution SimulationTestingWhat is the industry doing?ASTM F2 MeetingBarcelona, SpainSeptember 26, 2012
Distribution SimulationTestingWhat is the industry doing?
Outline IntroductionWhat Is Distribution Simulation?Purpose of Distribution SimulationBackground of Standard Writing Organizations(ASTM & ISTA)Identifying Test MethodologiesConsensus StandardsProblems in the utilization of some standardsSo what are people utilizing and why?Protocol DevelopmentFinal Test Report DevelopmentConclusionQuestions
Introduction Many medical device manufactures struggle on a daily basis with whatthey need to do in order to comply with ISO 11607 and whichprocedure to utilize for performance testing (ASTM or ISTA). Throughout this presentation, we are going to look at this situation froma different perspective. Basically, we are going to look at it from theoutside in. DDL works with MDM‟s on a daily basis by helping them executetransportation simulation using various test procedures. The primarilygoal is to have an effective shipping configuration that protects theproduct and package integrity during transit, and ultimately is incompliance with ISO 11607.
What is distribution simulation testing?Distribution simulation testing is a uniform andrepeatable way of evaluating packaging systems byutilizing laboratory equipment to subject thepackaging system to specific hazards that may occurwithin the anticipated distribution environment.
Purpose of Distribution SimulationTransportation simulation testing is simply a conditioning element. There isno specific or variable result derived from these tests. What testing you doafter „conditioning ‟identifies whether the package system passes or fails.The testing for package system validation needs to be established prior totesting.1.Evaluate Product/Package Interaction (Sterility Maintenance)2.Evaluate Product Functionality3.Regulatory Compliance
Distribution Simulation Standards?Where are distribution simulation standards developed? ASTM International (American Society of Testing Materials)D4169 D7386 ISTA2 Series “Partial Simulation Performance Tests” 3 Series “General Simulation Performance Tests” CorporationsOwn protocols Modified published standards.
Standard Writing Organizations ASTM-InternationalPublic Democratic Process Task Group development and approval Subcommittee review and approval Main Committee review and approval All comments and negative ballots must be resolvedbefore approval. Full ASTM membership reviews standardsprior to approval.
Standard Writing Organizations ISTA (International Safe Transit Association)Private industry association (Membership required to participate.) Board of Directors generates new ideas forstandards. Standards are reviewed and approved through “testseries groups” and the ISTA Technical Council. Finalapproval is by Board of Directors. No formal ballot process for ISTA members, outsideorganizations, or industry experts.
Identifying Test Methodologies(ASTM)One of the most prevalent test procedures utilized today is ASTMD4169.“Standard Practice for Performance Testing of Shipping Containers andSystems”First approved in 1982 and is most widely used distribution simulationstandard in the world.Ref. McKinlay, Alfred H. “Measuring Package Performance to AvoidShipping Damage” Standardization News (October 2004)
Identifying Test Methodologies(ASTM)ASTM D4169-05 DC 13“Air & Motor Freight, Local, Single Package Up to 100#‟s”- This single standard is used quite predominately forregulatory compliance.- Currently recognized by FDA as a consensus standard.(A) Manual Handling2. Schedule (C) Compression Testing3. Schedule (F) Loose-Load Vibration4. Schedule (I) Low-Pressure / High Altitude5. Schedule (E) Random Vibration (Truck & Air)6. Schedule (A) Manual TestingSchedue AManual HandlingSchedule CVehicle StackingSchedule FLoose-Load Vibration1. ScheduleSchedule ILow Pressure / High AltSchedule ERandom Vibration (Truck/Air)Schedue AManual Handling
Test Methodologies (ASTM)Schedule AManual HandlingJust Released ASTM D4169-08 (Significant Changes) from 05.Schedule CVehicle Stacking1.2.3.4.5.6.7.Schedule (A) Manual HandlingSchedule (C) Compression TestingSchedule (F) Loose-Load VibrationSchedule (I) Low-Pressure / High AltitudeSchedule (E) Random Vibration (Truck & Air)Schedule (J) Concentrated Impact ( 275# or 40 ECT)Schedule (A) Manual Testing (Bridge Impact)Schedule FLoose-Load VibrationSchedule ILow Pressure / High AltSchedule ERandom Vibration (Truck/Air)Schedule JConentrated Impact32" Drop on Box FacesSchedue AManual HandlingBridge Impact If Needed (12")Box Length 3x Width or Height
Test Methodologies (ASTM)- Newly Released ASTM D7386-08“Standard Practice for Performance Testing of Packages for SingleParcel Delivery Systems”- Generally developed for ALL types of packages moving through thesingle parcel shipping system (UPS, FedEx, etc.)- This standard is dependent upon what type of package you are trying toevaluate. Small Packaged-Product Bagged for Transport (TS-1) Large Flat Packaged Product (TS-2) Long Narrow Packaged Products (TS-3) All Other Packaged Product (TS-4) (Most Typical)
Identifying Test Methodologies(ASTM D7386-08)- Example Situation (Standard shipper, 12”x12”x12” Containing Single BarrierPoly/Tyvek Pouch)- This would follow into the classification of “TS-4”.TS-4 Test Sequence:1. A1. Manual Handling2. D1. Vibration Under Compressive Load3. Kc . High Altitude Testing (Not Needed) – Porous Package4. A2. Manual Handling5. D3. Vibration With Out Compressive Load6. A3. Manual Handling7. L. Concentrated Impacts (36”)This procedure can be strenuous for MDM‟s because of the vibration undercompressive load.
Test Methodologies (ASTM D7386-08)Sequence A1Manual HandlingEdge 3-4Edge 4-6Corner 2-3-5Edge 4-6Sequenc D1Vibration Under Compressive LoadFace 1 or 3 60 MinutesFace 2 or 4 30 MinutesFace 5 or 6 30 MinutesSequence A2Manual HandlingEdge 2-3Corner 2-3-6Edge 2-5Edge 3-5Corner 3-4-5Face 1Sequence KcHigh Altitude Testing(If Applicable)Sequenc D3Vibration WO Compressive LoadFace 1 or 3 30 MinutesSequence IConcentrated Impact36" Drop of all faces
Test Methodologies (ISTA)ISTA Standards (Procedures 1A – 7D) ISTA 1 Series: Non-Simulation Integrity Performance Tests.Challenge the strength and robustness of the product and package combination. Notdesigned to simulate environmental occurrences. Useful as screening tests, particularlywhen used as a consistent benchmark over time. ISTA 2 Series: Partial Simulation Performance Tests.Test with at least one element of a 3 Series type General Simulation Performance Test,Such as atmospheric conditioning or mode-shaped random vibration, in addition to basicelements of a 1 Series type Non-Simulation Integrity test. ISTA 3 Series: General Simulation Performance Tests.Designed to provide a laboratory simulation of the damage-producing motions, forces,conditions, and sequences of transport environments. Applicable across broad sets ofcircumstances, such as a variety of vehicle types and routes, or a varying number ofhandling exposures. Characteristics will include simple shaped random vibration, differentdrop heights applied to the sample package, and/or atmospheric conditioning such asRef: The ISTA 2009 RESOURCE BOOKtropical wet or winter/frozen.
Identifying Test Methodologies(ISTA)ISTA Standards (Procedure 1A) ISTA 1 Series: Non-Simulation Integrity Performance Tests. Challengethe strength and robustness of the product and package combination.Not designed to simulate environmental occurrences. Useful asscreening tests, particularly when used as a consistent benchmarkover time ISTA 1 Series: Non-Simulation Integrity Performance Tests.Many medical device manufactures, still try to utilize ISTA Procedure1A. This procedure was developed for a quick and easy way toevaluate a shipping configuration for drop testing and repetitive shockvibration only. For MDM‟s evaluating a sterile barrier system, this isNOT the procedure that you should be utilizing for dynamic evaluation.This procedure does not take into a account random vibration oratmospheric pre-conditioning and is not truly a „simulation‟. It is alsomeant strictly for domestic shipment.
Test Methodologies (ISTA)ISTA Standards (Procedure 2A) ISTA 2 Series: Partial Simulation Performance Tests. Test with at least oneelement of a 3 Series type General Simulation Performance Test, Such asatmospheric conditioning or mode-shaped random vibration, in addition to basicelements of a 1 Series type Non-Simulation Integrity test. The ISTA Project 2A procedure is a widely utilized test procedure to evaluate sterilebarrier system through dynamics.Pro‟s1. Comparable to ASTM D4169-052. Atmospheric Conditioning3. Fixed Displacement Vibration and or Random Vibration(Both are discussed)Con‟s1. Does not address effects of low pressure high altitude onnon-porous packaging.2. Alternative methods
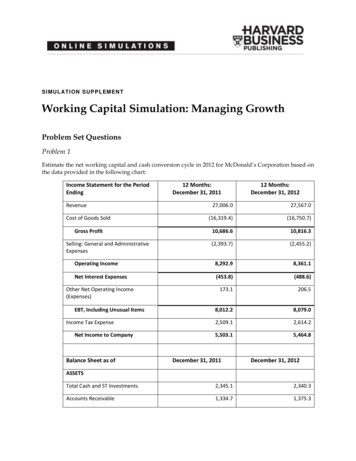
Test Methodologies(ISTA)Atm os pheric Pre-Conditioning6 Hrs . @ Laboratory ConditionsISTA - Procedure 2ATest Sequence*Could have many other sequencesdepending upon alternative methodschosen.Atm os pheric ConditioningUs er to Specify - Exp.-29C For 72 Hrs . - Extrem e Cold38C @ 85%rH For 72 Hrs . - Hot/Hum id then,60C @ 30%RH for 6 Hrs . - Extrem e Heat, DryCom pres s ion Tes tingVibration Tes ting(Fixed Dis placem ent or Random )Shock/Drop Tes tingVibration Tes ting(Fixed Dis placem ent or Random )
Test Methodologies (ISTA 3A)ISTA Standards (Procedure 3A)Test Procedure 3A is a general simulation test for individual packaged productsshipped through a parcel delivery system. The test is appropriate for 4 differentpackage types commonly distributed as individual packages, either by air orground.Types:- standard packages- small packages- flat packages- elongated packages
Test Methodologies (ISTA)Basic Requirements:- atmospheric pre-conditioning,- random vibration with and without top load- shock testingThis test procedure is used sparingly by Medical Device Manufactures as it issevere with the utilization of top load vibration. MDM’s may encounterDamage that does not happen in the normal distribution environment.This procedure is comparable to ASTM D7386-08.
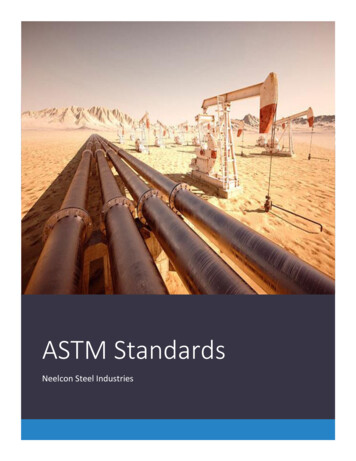
Test Methodologies(ISTA)ISTA - Procedure 3AStandard PackagedProduct TestAtm ospheric Pre-Conditioning6 Hrs. @ Laboratory ConditionsAtm ospheric ConditioningUser to Specify - Exp.-29C For 72 Hrs. - Extrem e Cold38C @ 85%rH For 72 Hrs. - Hot/Hum id then,60C @ 30%RH for 6 Hrs. - Extrem e Heat, DryDrop TestingVibration TestingWith and Without Top LoadRandom Vibration Under Vacuum(Optional)Drop Testing
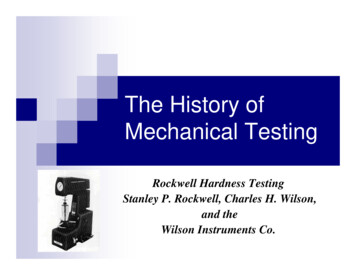
Testing Equipment PhotosRepetitive Shock / LooseLoad VibrationRandom VibrationCompression TestingDrop Testing
Identifying Test Methodologies(Environmental Conditioning)In the past, Medical Device Manufactures have only been primarily concerned withpackage/product interaction through dynamic testing. Dynamics play a key role inevaluating the efficacy of the shipping configuration, but most have failed to take intoaccount the physical environmental stresses that packaging materials are subjected to innormal everyday shipment.
Test Methodologies(Environmental Conditioning) Climatic extremes can have an effect on package material strength andresultant performance. By subjecting shipping units to temperature andhumidity extremes prior to physical dynamic conditioning any problematicsituations can be identified and corrected.ISO 11607-1:2006 - Section 6.3:Note: Stability testing and performance testing are separate entities.Performance testing evaluates the interaction between the packagingsystem and the product units in response to the stresses imposed by themanufacturing, sterilization processes and the handling, storage andshipping environment.
Test Methodologies(Environmental Conditioning) With the separation of performance testing andstability testing per ISO 11607, it is important totake environmental conditioning into considerationwhen setting up a performance test.
Test Methodologies(Environmental Conditioning)The three most popular standards that DDL utilizes forenvironmental conditioning are:1. Conditioning elements in ISTA Procedures (Theseprocedures detail a host of specific environmentalconditions that can be employed.2. ASTM D4332 (Standard Practice for ConditioningContainers, Packages, or Packaging Components forTesting.)3. ISO 2233 (Packaging – Complete, Filled TransportPackages and Unit Loads – Conditioning For Testing.)NOTE: ASTM Committee F2 ‘on Flexible Packaging’ is working on standard practice forenvironmental extremes conditioning.
Test Methodologies(Environmental Conditioning)ISTA StandardsAnticipated ConditionsTime in HrsTemperatureHumidity in %Extreme Cold,Uncontrolled RH72-29 C (-20 F)uncontrolled RHCold, Humid725 C (40 F)85%RH /-5ControlledConditions7223 C (73 F)50% RH /-5Hot, Humid7238 C (100 F)85%RH /-538 C (100F) then 60 C (140 F)85%RH /-5 then 30%RH /-57250 C (120 F)uncontrolled RHExtreme Heat, Dry7260ºC (140ºF)15% RH /- 5%Severe Cold,Uncontrolled RH72-18ºC (0ºF)uncontrolled RHUser Defined(High Limit)72Based upon known conditionsKnown conditionsUser Defined(Low Limit)72Based upon known conditionsKnown conditionsUser Defined Cycle72Based upon known conditionsKnown conditionsHot, Humid then Extreme Heat, ModerateRH:72 then 6Elevated Temperature, Uncontrolled RH
Test Methodologies(Environmental Conditioning)ASTM StandardsEnvironment (ISO 2233 Condition)Cryogenic (A)Temperature, C ( F) 55 C /-3 ( 67 F /-6)RH, %.Frozen food storage (C) 18 C /-2(0 F /-4)Refrigerated storage (D)5 C /-2(41 F /- 4)85%RH /-5Temperate high humidity (F)20 C /-2(68 F /-4)90%RH /-5Tropical (L)40 C /-2 (104 F /-4)90%RH /-5Desert60 C /-2 (140 F /- 4)15%RH /-5.
Test Methodologies(Environmental Conditioning)ISO 2233ConditionTemperatureRelative humidity C F K(RH) %1-55-67218Not specified2-35-31238Not specified3-180.4255Not 1390125013132830Specified conditions for a minimumperiod which shall be selected from 4 h,8 h, 16 h, 24 h, 48 h or 72 h or from1 week, 2 weeks, 3 weeks or 4 weeks.
FDA Consensus Standardshttp://www.fda.gov/cdrh/stdsprog.html
Currently Recognized Standards ForMedical Device Package Testing (as of Aug 2009)
Currently Recognized Standards ForMedical Device Package Testing (as of Aug 2009)
Problems in using standards with topload vibration sequencesASTM D7386, ISTA Project 3A Medical device packages are not typically designed for interiorpackaging or products to withstand compressive loads. Feedback from MDM customer‟s shows that actual field observationsdo not indicate a significant shipping box crushing problem. Test resultsdo not correlate to actual field observations. Top load weights may exceed anything that is applied in actualshipments. Other boxes designed to contribute interior and/or productcompressive strengths to the over-all shipping system compressionstrength may be able to pass this test more readily than medical devicepackages that only use the shipping box strength in designconsiderations.
What are companies using?
So what are companies using?The primary standard that is used by the majority of DDL‟scustomers is ASTM D4169.WHY? ASTM D4169 is recognized as a consensus standard by theFDA. ASTM D4169 is referenced as a standard that can be usedfor compliance to ISO 11607 (Annex B.) Work to be done: update to incorporate new published fielddata for drop and vibration test intensities.
Scott Levy M edicalFeasbility TestingPackage Type: Single Barrier Poly/Tyvek PouchProduct Name: Scott's Little Widget60 Pouch PackagesWith Product60 Pouches(10 Shippers)With ProductPOSTSTERILIZATIONISTA Project 2A (2008)Pre ShipmentConditioningOrPACKAGEINTEGRITY TESTING60 With ProductASTM D4332-01Pre ShipmentConditioningDISTRIBUTIONSIMULATIONASTM D4169DC 13, AL I10 SHIPPERS6 PKGS/SHIPPERFUNCTIONALITYTESTINGTest ReportOrISO 2223-2000Pre ShipmentConditioning
Protocol DevelopmentPrior to executing a protocol a few questions need to be answered?1. Do I have a specific shipping configuration for my product?2. How many sterile packages are there in my shippingconfiguration?3. How are my packages placed in a shipper (orientation)?4. What type of corrugated material (wall thickness) do I have?5. Will my sterile barrier systems be placed into the corrugatedshipper without SBS cartons?6. Will my sterile barrier systems be placed in an SBS box and thenloaded into the shipper?7. Am I folding the pouch materials to make them fit or give a falsesense of protection?8. Is my configuration robust enough to handle a stacked vibrationsituation?
Protocol DevelopmentDocumentation iskey therefore, aprotocol is essential toestablish the plan forthis phase of packagevalidation.
Protocol DevelopmentWhat Specifics are needed? Purpose Scope Reference Section Various Materials and Equipment Sample Description and Preparation Test Procedures (List and Identify) Acceptance Criteria Documentation General Test Plan (Flowcharts)
Final Test ReportAfter the testing iscompleted, a final testreport must begenerated todocument the testresults, correctiveactions, or otherissues found duringthe shippingvalidation.
Final Test ReportWhat Specificsare needed?
Final Test Report
Conclusion Understand the specific test procedure that you will use toevaluate your shipping configuration for validation.Perform feasibility testing prior to executing a full blownperformance test (shipping/environmental study).Use a test procedure that is going to best simulate yourdistribution environment.Understand the percent of defects that you are acquiringin shipping your sterile samples to the customer / enduser.Provide adequate time to perform a thorough validation.This is single biggest problem that I come across.
Questions?
ISTA 2 Series: Partial Simulation Performance Tests. Test with at least one element of a 3 Series type General Simulation Performance Test, Such as atmospheric conditioning or mode-shaped random vibration, in addition to basic elements of a 1