Transcription
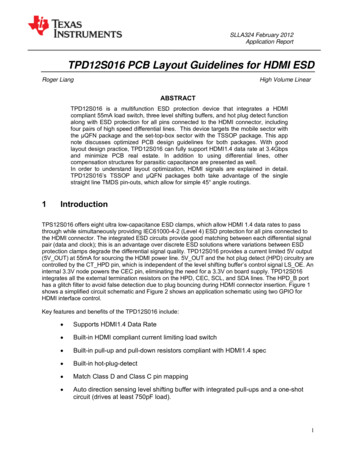
Feature ArticleFred Tenzer and Gene Felder, Desco Industries, Inc.ESD Control Program PeriodicVerificationSome practical advice for implementing ESD controlperiodic checksproperties of the technicalrequirements that are incorporatedinto the ESD program plan.”Wwww.conformity.comant to accomplish somethingimportant? A familiar formulais write a plan, select thespecifications, and then periodicallytest to verify that the plan is beingimplemented according to the testresults. This is basically therequirements of an ESD controlprogram, per the ESD Associationstandard, ANSI/ESD S20.20. Thisimportant standard, entitledDevelopment of an ElectrostaticDischarge Control Program, covers therequirements necessary to design,establish, implement, and maintain anESD control program to protectelectrical or electronic parts, assembliesand equipment susceptible to ESDdamage.S20.20 is a process document, andprovides ESD control plan guidance;one of its requirements is having a“compliance verification plan” as acomponent of the ESD control plan.Per S20.20, paragraph 6.1.3.,Compliance Verification Plan:“A Compliance Verification Planshall be established to ensure theorganization’s compliance with therequirements of the Plan. Formalaudits or certifications shall beconducted in accordance with aCompliance Verification Plan thatidentifies the requirements to beverified, and the frequency at whichthose verifications must occur. Testequipment shall be selected to makemeasurements of appropriate20S20.20, paragraph 6.1.3.2., ComplianceVerification Plan Guidance, states:“In addition to internal audits,external audits (organization andsupplier of ESDS items) should beperformed to ensure compliancewith planned requirements.Verifications should include routinechecks of the TechnicalRequirements in the Plan. Thefrequency of verification checksshould be based on the control itemusage, its durability and associatedrisk of failure”The purpose of this article is to addpractical advice on dealing withverification checks, otherwise referredto as periodic testing. Technicalrequirements and frequency of periodictesting will depend upon the value ofthe ESD sensitive product, probabilityof failure, and the potential cost of anESD induced failure. We will assumeadoption of Table 1 in S20.20, listingthe minimum recommended technicalrequirements of ANSI/ESD S20.20,and note typical periodic testfrequencies that are currently beingpracticed in the field. Our advice usessystem tests that will provide overallinformation making periodic testingmore effective and productive.CONFORMITY MARCH 2004ESD Handbook TR 20.20S20.20 has an accompanying ESDHandbook, TR 20.20, which offers acomprehensive list of questions (Ref:paragraph 4.3.3, Checklists). However,only general periodic testing frequencyadvice is offered, as follows:Worksurface: “Periodic testing ofworksurfaces is necessary toevaluate functionality. While notcovered specifically in ESD STM4.1, resistance to groundmeasurements verify that the path tothe equipment grounding conductoris intact. Surface to groundablepoint [RTG] or point to pointresistance [RTT] measurementsacross the surface are recommendedperiodically to ensure that excessivewear, dirt, or coatings do notinterfere with worksurface function.The frequency of periodic testing isnormally specified in corporateoperating procedures. However, acommon guide would be to conductthese measurements at leastquarterly.”Wrist Strap: “Wrist straps should betested periodically. The frequency oftesting, however, is driven by theamount of risk exposure that canoccur between tests. Because wriststraps have a finite life, it isimportant to develop a test frequencythat will guarantee integrity of thesystem. Typical test programsrecommend that wrist straps that areused daily should be tested daily.”
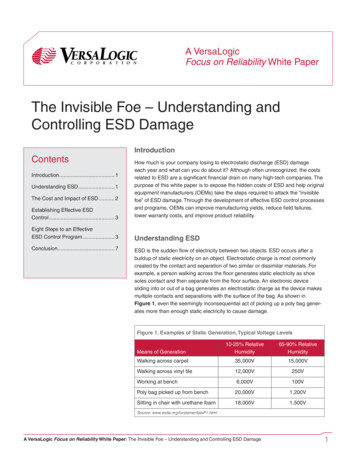
Feature Articlewww.conformity.comFootwear: “Once products arefound to meet the existing standards,a system test of the footwear incombination with the existing orproposed floor materials in the plantshould be made to ensure that thecriteria for the facility are met.Incoming inspection on a lotsampling basis should be performedfor all static control footwear. In thecase of shoes, when the wearer isfitted, the shoe should be tested asworn at the point of acceptance. Thisis typically done by a resistancetest.”Floor: “Another consideration is themonitoring requirement to assurethat the floor material is stillfunctioning within specifications.Tests*The types of monitoring and type ofequipment are considerations. Insome cases, a simple electricalresistance test with a megohmmetermay suffice. In others, a staticcharge generation test may berequired.”Seating: “The recommendedelectrical resistance range forFrequencyESD Protective ItemDailyEPA access controlled“Access limited to trained or escortedpersonnel”VisualANSI/ESD S20.20WeeklyESD protective versions of Check areas for presence of non-essential “All nonessential insulators .must beInsulatorsitems, particularly insulatorsremoved”Measure charge or RTG of ESD protectiveproduct versionsVisualStatic Field MeterANSI/ESD S20.20QuarterlySignsEPA has sufficient identification signageEPA boundary marked with aisle tapeWorkstations have identification signage“Posted and clearly visible topersonnel prior to entry”VisualANSI/ESD S20.20Quarterly-For personnel safety, verify that GFCI areinstalled & personal grounding items notused if exposure to over 250 VAC ispossible“Ground fault circuit interruptersshould be considered whereverpersonnel might come into contactwith electrical sources.”VisualANSI/ESD S20.20QuarterlyElectrical GroundVerify correct wiring of 3-wire electricaloutlet“Receptacle wiring should be checked AC Outlet Analyzerto verify correct wiring configuration” TR 20.20QuarterlyWorksurfaceMeasure RTG to equipment ground10E6 to 10E8 ohmsMegohmmeter Test KitESD S4.1 (Work Surfaces)QuarterlySeatingMeasure RTG to equipment groundLess than 1 x 10E9 ohmsMegohmmeter Test Kit ESD-STM12.1(Seating)QuarterlyShelves(Mobile or Stationary)Measure RTG to equipment groundLess than 1 x 10E9 ohmsMegohmmeter Test KitANSI/ESD S20.20 (Table 1)QuarterlyFlooring-Footwear System Measure RTG through ESD footwear &person to equipment groundLess than 3.5E7 ohmsMegohmmeter Test Kit ESD STM 97.1(Resistance Measurement inCombination with a Person)QuarterlyFlooring-Footwear System Approximate voltage on person wearingESD footwear walking on ESD floorLess than 100 voltsCharged Plate AnalyzerESD STM 97.1 (Floor Materials andFootwear-Voltage Measurement inCombination with a Person)QuarterlyGarmentCheck for ESD Protective SymbolMeasure Sleeve to Sleeve RTT10E5 to 10E10 ohmsVisualMegohmmeter Test Kit ESD STM2.1(Garments)QuarterlyIonizersMeasure Offset Voltage (Balance)Measure Charge Decay TimeLess than /- 50 volts1,000 to 100 volts ( 6 seconds istypically used)Ionization Test KitESD SP3.3 (Periodic Verificationof Air Ionizers)Semi-AnnualWrist StrapMeasure Breakaway Force (Para. 5.4)Measure Resistance Interior Cuff to plugRun Cord Bending Life Test (Para. 5.7) 1 5 pounds0.8E6 to 1.2E6 ohms 16,000 cyclesForce Gage & FixturesESD S1.1 (Wrist Straps)Semi-AnnualContinuous MonitorFollow manufacturer’s instructions“Constant monitoring devices shouldbe functionally checked periodically toensure that they are operating asdesigned.”Manufacturer Calibration or VerificationUnitANSI/ESD S20.20Verify that control procedures are beingfollowedSpecification* Using modified test methods in accordance with concepts outlined in ESD Association standardsTable 1: Typical ESD control plan document22CONFORMITY MARCH 2004Tool/Reference*
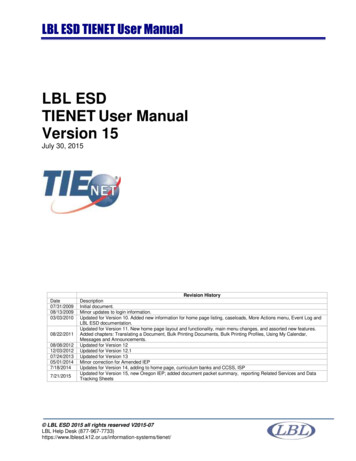
seating is less than 1 x 10E9 ohms astested in accordance with ESD STM12.1. This value should be duringacceptance testing, installation andperiodically thereafter.”Garments: “To maintain processcontrol, it is imperative that thegarment be tested per ESD STM 2.1.The point to point and sleeve tosleeve resistance test should bemade.”GoalsVerification checks or periodic testingshould be done with the goal that theESD control system is functioningproperly, so as to provide the companywith improved productivity, quality, andcustomer satisfaction. Keenly importantto the ESD coordinator is that thesedaily, weekly, monthly, quarterly, andsemi-annual checks will ensure that theannual ESD audit will be passed withflying colors. This is particularlyimportant if a major customer’s contractis dependent upon passing the annualaudit, and the consequences of failingsuch an audit can be drastic.Typical Periodic Testing PracticeDepending upon the situation, one mighttest each item or conduct nonrandomsampling looking for worst caseconditions. Where a variety of ESDprotective products are being used, theuser should measure at least one productrepresentative of each type.Many companies claim that the majorbenefit to an ESD control program isimproving discipline on the shop floor.See our Daily Check Form (Table 2),which can be used to remind workers tocontrol their area and check access,ground at their ESD protectedworkstation, removal of non-essentialitems particularly insulators, ESDprotective worksurface, ionizers,handling of ESD sensitive part handling, packaging, and that products are usedproducts properly. These checks are inaddition to at least daily testing of wriststraps and ESD footwear while worn.Go to www.conformity.com/INFODIRECTInput #13MARCH 2004 CONFORMITY 23www.conformity.comTable 2: Daily ESD check form
Feature ArticleTesting is typically performed using awrist strap/ ESD footwear combo testerlocated at the entrance to the ESDProtected Area, and results should belogged.ESD Control PrerequisitesThe prerequisites of ESD control are:1) identifying the ESD Protected Area;2) identifying all ESD sensitive items;and 3) providing ESD control training.www.conformity.comSignsA typical periodictesting programwould include aquarterly check thatthe ESD ProtectedArea is clearlyidentified using signs(see Figure 1) & aisletape. (Ref: S20.20,Paragraph 6.2.3.1)Figure 1: ESDprotected areawarning signESD Susceptible Items Clearly IdentifiedESD Susceptible Items should beclearly identified and handled only inan ESD ProtectedArea. The ESDsusceptibility symbol(see Figure 2) exists todo this (Ref: S20.20,Paragraphs 6.2.3.1 &6.2.5.1). However,Figure 2: The ESDmany companies find susceptibilitythat it is more costsymboleffective to considerall electronic components andsub-assemblies containing electroniccomponents as ESD sensitive, requiringthat ESD precautions be followed whenhandling. In addition, employees are tobe grounded and follow all ESDcontrol procedures while working at anESD-protected workstation, regardlessof what they are working on (even nuts& bolts!). If running different systemsdependent upon identifying ESD susceptible items, then periodic verificationof this should occur at least quarterly.Protected Area.” This is oftenaccomplished by equipping theentrance to an ESD Protected Areawith a wrist strap / ESD footwearcombo tester, where test results arelogged (Ref: S20.20, paragraph6.2.2.2). This daily visual verificationcheck should verify that controlledaccess procedures are being followed.ESD Control BasicsThe basics of ESD control are: Ground all conductors Remove all non-essential insulators,or convert to ESD protective versions,& neutralize essential insulators withionizers if the electrostatic charge isconsidered a threat Use low charging and dissipativepackaging including static dischargeshielding property to store ortransport ESD susceptible itemsoutside the ESD protected areaGroundingEquipment GroundThe most important element of ESDcontrol is to ground all conductors,including people. Personal groundingdevices used to ground human beingsshould be checked daily while beingworn. In addition, there are ESDprotective product dissipative orconductive versions of commonproduction supplies such as mats,flooring, garments, gloves, chairs,packaging, etc. For example,dissipative loose-leaf binders ordocument holders can have chargesremoved from them when handled bygrounded personnel or when in contactwith a properly grounded ESDworksurface. Since “the third wire(green) AC equipment ground is thepreferred choice for ground,” theControlled Access to An ESD ProtectedAreaAccess to an ESD Protected Area is tobe controlled. Per S20.20, Paragraph6.2.3.1, “access to the Protected Areashall be limited to personnel who havecompleted appropriate ESD training.Trained personnel shall escortuntrained individuals while in a24CONFORMITY MARCH 2004Figure 3: Data loggergrounding system is dependent uponthe electrical outlets being wiredproperly. This can be easily checkedwith an AC outlet analyzer. A typicalcompany would verify their electricalreceptacles quarterly.Figure 4: ESD workstationWorksurface / Floors / Seating /ShelvesThe ESD Association standards,primarily used for test lab qualificationtesting, details RTT and RTG testswhere the RTG test is to the mat’sgroundable snap. Steve Halperin ofStephen Halperin & Associates advisesusing a three-wire extension cord andmeasuring RTG to equipment ground.The electrical outlet and the extensioncord should be checked to ensure thatthey are properly wired. Using asurface resistance megohmmeter withone 5# electrode, the sensing lead canbe plugged into the extension cord(equipment ground), and then one canmove the 5# electrode on manysurfaces and quickly take manymeasurements. We refer to this test asusing modified test methods inaccordance with concepts outlined inESD S4.1.Figure 5: Surface resistance meter
Feature ArticlePeriodic testing would typically not beperformed on every item. Non-randomsampling should be used, for example,particularly with worn or dirtyworksurfaces, and at least one each ofdifferent types should be tested. If thefollowing elements are part of the ESDcontrol program, measuring RTG toequipment ground would include: Worksurfaces 1 x 10E6 –less than 1 x 10E9 ohms Floors – less than 1 x 10E9 ohms Chairs – less than 1 x 10E9 ohms Shelves – less than 1 x 10E9 ohms Carts – less than 1 x 10E9 ohmsIf the measurement is high,troubleshooting would includemeasuring each component separatelyto determine which item is out of spec.The first troubleshooting measurementwould typically be RTT of the surface,which can measure high if dirty (as dirtis typically insulative), or coated withsilicone from non-ESD cleaners. Ifsurface RTT measures high, it shouldbe re-tested after cleaning with an ESDcleaner and letting the surface drycompletely. Ground snaps, commonpoint grounds, and ground cords can bechecked for less than 1 ohm resistanceusing a multimeter. If the ground cordincludes a 1 Megohm resistor, themeasurement should be 1E6 ohms.Flooring-Footwear System Resistancein Combination with a PersonThe above noted RTG to equipmentIdeally, particularly if unpackaged ESDsensitive items are placed upon thesurface, it should be dissipative withRTG of 1 x 10E6 to less than 1 x 10E9ohms. Per ESD S4.1, paragraph 8,Resistance Guidelines, “Resistance-togroundable point 1 x 10E6 to 1 x 10E9ohms. These guidelines represent arange of resistance that has generallybeen proven to provide protection inthe manufacturing environment.”ESD Handbook, TR20.20, paragraph5.3.1.7, Electrical Considerations,states:“[RTG is] the most importantfunctional consideration forworksurfaces. This establishes theresistance of the primary path toground for items, placed on thesurface. When worksurface materialsare being selected, considerationshould be given to possible ChargedDevice Model (CDM) damage toESD sensitive products. If CDMdamage is a concern then setting alower resistance limit for theworksurface should be considered.Typically, the lower limit for thesetypes of worksurfaces is 1 X10E6ohms.”Go to www.conformity.com/INFODIRECTInput #14MARCH 2004 CONFORMITY 25www.conformity.comResistance TroubleshootingIf the overall resistance RTG toequipment ground measurement isgood, this system method provides theinformation that all the components aregood: RTT of the surface material Snap or other conductor connectionsto surface material Ground cord or other path-to-ground
Feature Articleground systems test provides overall information, makingperiodic testing more effective and productive. Instead oftesting program components, it verifies that they are workingtogether properly. Another such systems test is in accordancewith ESD STM 97.1, Floor Materials and Footwear Resistance Measurement in Combination with a Person,which measured the path-to-ground of the ESD floor andESD footwear and the person together not separately.Per S20.20, paragraph 6.2.2.2, Personnel GroundingGuidance, “ESD protective flooring, used with approvedfootwear, may be used as an alternative to the wrist strapsystem for standing operations.” That is, both ESD floor andESD footwear need to be used together. Personnel will likelybe testing their ESD footwear daily, but doing so standing ona metal plate. As part of a quarterly periodic verification plan,we suggest using a Megohmmeter with one lead attached toequipment ground and electrode held by person wearing ESDfootwear standing on factory’s ESD protective floor measuredat 10 volts. RTG should be less than 3.5E7 ohms.Flooring-Footwear System Voltage Measurement inCombination with a PersonAlternatively, the proper functioning of the flooring-footwearsystem can be verified by measuring less than 100 Volts onthe person in accordance with ESD STM 97.2, where voltageon the person is measured using a charged plate analyzer. Awalking pattern is suggested Figure 1 in the standard.However, per Appendix A, “the user of this test methodshould choose a step pattern typical of the majority of theworkers.” This test can be approximated using a charged plateanalyzer where the electrostatic charge on the person istransferred to the conductive plate clipping worn wrist strapcord to the plate. The charged plate analyzer will measure thecharge on a person wearing ESD footwear walking upon ESDFloor taking a few normal steps.ESD Protective Product Version of InsulatorsESD workstations should be checked to verify that all nonessential insulators are removed. Ideally, all ESD protectiveitems are marked or identified. A grounded static field metershould be used to measure the ability of questionable items togenerate a charge. Per S20.20, “all nonessential insulators,such as those made of plastics and paper (e.g. coffee cups,food wrappers and personal items) must be removed from theworkstation.” Instead of removing them altogether, manyinsulative items are replaced with ESD protective versionswhich will be low charging, conductive/dissipative, or both.These include ESD protective packaging, material handlingcontainers, tape, document holders, loose leaf binders, etc.The worksurface RTG test can be repeated with the 5#electrode placed upon the dissipative ESD protective item,verifying a path-to-ground.Per ESD Handbook, TR 20.20, paragraph 2.4:“It should be understood that any object, item, material orperson could be a source of static electricity in the workenvironment. Removal of unnecessary nonconductors,replacing nonconductive materials with dissipative orconductive materials and grounding all conductors are theprinciple methods of controlling static electricity in theworkplace, regardless of the activity.”www.conformity.comGarmentsESD garments are not required by S20.20, but can be aneffective means of complying with Paragraph 6.2.3.2,Protected Areas Guidance. “All process essential insulatorsthat have electrostatic fields that exceed 2,000 volts should bekept at a minimum distance of 12 inches from ESDS items,”since worker clothing may charge to that level and beyond.An ESD garment is manufactured from a number of panels,which must have electrical continuity. Garments whoseelectrical continuity wears out over time can do more harmthan good. Per ESD Handbook, TR 20.20, paragraph5.3.13.2.6, Proper Use, “the garment should be electricallybonded to the grounding system of the wearer so as not to
ESD control program to protect electrical or electronic parts, assemblies and equipment susceptible to ESD damage. S20.20 is a process document, and provides ESD control plan guidance; one of its requirements is having a “compliance verification plan” as a component of the ESD c