Transcription
Prospects and Challenges for theIndustrial Use of Electron BeamAcceleratorsTony Berejka, Ionicorp Huntington, New York, USAIAEA/ANS AccApp ’09Vienna, Austria5 May 2009
Industrial Electron Beam LMOTHERTIRES 1400 high current EB manufacturing installations
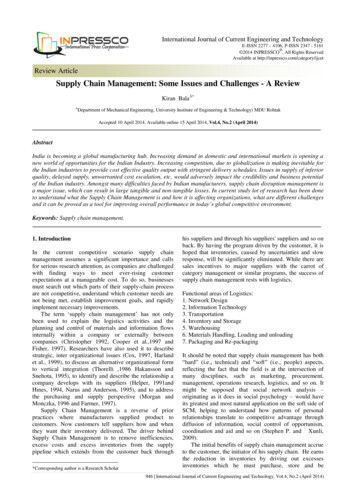
EB Market SegmentsRequire Different EnergiesMarketSegmentSurface CuringShrink FilmWire & 80 – 300 keV300 – 800 keV0.4 – 3 MeV3 –10 MeV0.4 mm2 mm5 mm38 mm
Industrial EB ProcessingDemands Beam Currentk x currentDose line speedk proportionality factorProduct through-put dependent upon beam current
EB Equipment DevelopmentCoolidge (GE) – 1920sWestendorp (GE) – 1940sVan de Graaff andEmanuelson (HVE) – 1960sCleland (RDI/IBA) – 1960sJongen and Abs (IBA) – 1990s
Low-energy EBEquipment DevelopmentQuintal and Nablo (ESI) – 1970sFarrell (RPC/PCT) – 1970sAvnery (AEB) – 1990s
EB Equipment DevelopmentCoolidge’s Electron Tube with Foil WindowFirst External Beam Electron Accelerator
EB Equipment DevelopmentRaychem 1957 Use of GE Resonant Transformer
EB Equipment DevelopmentLow-energy ESI Unit
EB Processing in IndustryArthur Charlesby
EB Processing in IndustryPaul Cook establishes Raytherm (1957) and thenthe Raychem Corporation (1960) now TycoElectronics greatest kW EB capacity, usedfor wire and heat shrinkable products.Bill Baird visits Cook and then develops theCryovac process for manufacture of heatshrinkable food packaging films (1958) greatest number of EB units in production.
EB Processing in IndustryPaul Cook – July 2007
Heat Shinkable TubingUsed to cover/protect wire and cable splices
EB Processing in IndustryCryovac 500 keV Self-shielded Unit
Heat Shrinkable Food Packaging10 EB units in one factory used to crosslink heat shrinkable film
EB Processing in IndustryLow-energy ApplicationsBill Burlant at Ford uses low-energy EB tocure automotive coatings (1960s). FordEB curing decorative coatings on plasticparts at 107 pieces/year in early 1970s.Dan Carlick at Sun Chemical pioneersUV/EB curable inks (1970s).
EB Processing in IndustryRDI Low-energy Cable Connected Dynacote EBMultiple Scanned Beams
EB Economic andEnvironmental Impact Many diverse, profitable end-use applications Efficient manufacturing adds product value EB is a very efficient means of energy transfer Elimination of volatile organic compounds(VOCs) enhances air quality and reducesgreenhouse gas emissions
EB Pollution PreventionLow-energy ApplicationsSystem:Coating solids:Dried coating, g/m2:VOCs/m2, grams:(0.9 density solvent)SolventEB Curable60%20 g12 g100%20 g0gCO2 from solvent/fuel: 37 g/m2(solvent incineration)none
EB Energy EfficiencyLow-energy ApplicationsSystem:Coating solids:Energy to dry, kJ/m2:(solvent 27.3 kJ/g;EB output 70% input;dose 30 kGy)Energy, watt-hoursper square meter:SolventEB Curable60%328 kJ100%0.86 kJ91 w-h0.24 w-h
Equipment Trends Down-sizing of low-energy EB accelerators Development of high-power EB acceleratorsmaking X-ray conversion practical
Low-energy EB DownsizingAdvanced Electron BeamsApplication Development Unit
Low-energy EB DownsizingAdvanced Electron BeamsTwo-module Pilot Line Beams
Low-energy EB DownsizingEnergy Sciences IncorporatedEZ-Cure III Accelerator
Low-energy EB DownsizingPCT Engineered SystemsBroadbeam LE Series
Low-energy EB DownsizingGetinge Linac STERSTAR System
Low-energy EB DownsizingGetinge Linac STERSTAR System Schematic
Low-energy EB DownsizingMajor New End-use Application Surface decontamination ofsubstrate materials beforeentering aseptic packagingConcerns:Determination of bioburdenLow-energy dosimetry
Mid-energy EB DownsizingIBA Industrial Incorporated Easy-e-Beam 800 keV, 100 ma
Development of High-power EBIBA Industrial Incorporated5 MeV, 300 kW7 MeV, 700 kWDynamitron Rhodotron
High-power EB X-ray Conversion
High-power EB X-ray Conversion5 and 7 MeV Rhodotron EB SourcedX-ray Targets – Operational since 20022m
Market Prospects – 1979 ViewSRI International Study
Market Prospects – 1987 ViewIMRP 6 Panel
Market Prospects – 1987 ViewIMRP 6 Panel Input
Market Prospects – 1987 Summary
Market Prospects – 22 Years HencePositive Developments Low-energy EB continues to grow at afast pace with the downsizing ofequipment making EB more affordable. Mid-energy EB remains the mainstay ofthe entire industry but in historic markets. Very high-power EB accelerators havemade X-ray processing practical.
Market Prospects – 22 Years HenceAreas Hindered by Lack of Demand Large-scale environmental applicationshave yet not generated market demand. Conversion of sterilization from gamma toEB is gradually improving. Food irradiation has not developed.Non-technical societal and market barrierscurtail areas of technical accomplishment.
Market Challenges in 20091. The need to address the market in acoherent manner. The EB market isinherently diverse in equipment and inapplications.The metrology used in EB processing,dosimetry, lacks coherence and a unifiedapproach to measurement.
Market Challenges in 20092. The need to be more selective in the choiceof areas for applications development.Considerable technical resources have beendevoted to areas, which, while proven to befeasible and appealing in themselves, facenon-technical societal barriers.
Market Challenges in 2009Include Risk Assessment for Societal Benefits
Market Challenges in 20093. The need to emphasize energy efficiency.Energy transfer efficiency is inherent in thepractical use of ionizing radiation. Whencompared to EB, all thermal processes arevery energy inefficient.
Market Challenges in 20094. The need to develop trained professionals.Trained personnel are needed to explore newareas. This can be achieved by greater use ofindustry-academia partnerships, throughfostering, but with industry guidance, ofacademic endeavors involving EB processing.
Market Challenges in 2009Timeline for Technology Introduction
Market Challenges in 20095. The need for enhanced industry widecommunication.Out-reach complemented by closercommunications within the industry isneeded. Such out-reach should beextended to developing economies whichhave not yet invested in the moreeffective EB technologies.
Challenges in 2009Challenges facing the EB processing industry: to address the market in a coherent manner to be more astute in the selection of areas forapplications development to emphasize energy efficiency to develop trained professionals to enhance industry wide communication
Farrell (RPC/PCT) –1970s Avnery (AEB) –1990s. EB Equipment Development Coolidge’s Electron Tube with Foil Window First External Beam Electron Accelerator. EB Equipment Development Raychem 1957 Use of GE Resonant Transformer.