Transcription
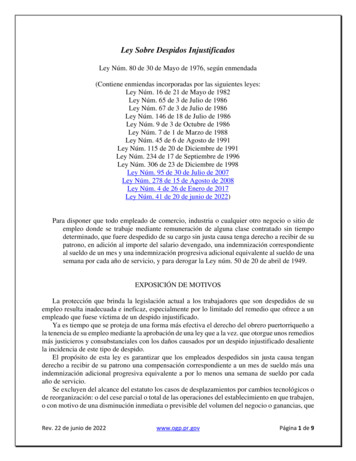
CFAC: Introdução ao CNC - II2012@FEUP/DEMec-SDIIntrodução ao ControloNumérico Computorizado – IIReferenciais e TrajectóriasJoão Manuel R. S. TavaresJoaquim Oliveira FonsecaEixos de coordenadas em CNIntroduçãoAs ferramentas de uma máquina CNC podem realizar certos movimentosconforme o tipo de máquina.Num torno, estes movimentos compõem-se em movimento (paralelo àárvore) longitudinal (Z) e movimento transversal (X – raio/diâmetro).Numa fresadora, existe outro movimento adicionado a esses movimentosfundamentais, chamado movimento transversal secundário (Y).Para controlar a ferramenta de forma precisa durante estes movimentos,todos os pontos dentro da área de trabalho da máquina devem permitiruma definição clara e universalmente compreensível.Os sistemas de coordenadas usam-se com este propósito,proporcionando uma referenciação ao programador durante odesenvolvimento dos seus programas.2012@JST/JOFJST/JOFCFAC: Introdução ao CNC - II21
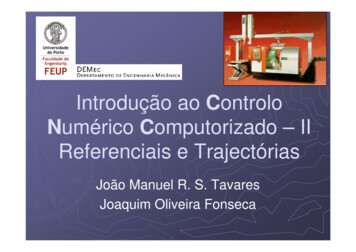
CFAC: Introdução ao CNC - II2012@FEUP/DEMec-SDIEixos de coordenadas em CNIntroduçãoMov. verticalMov. transversalMovimento longitudinalMov. logitudinalMovimentotransversalMovimentos associados aotorneamento.2012@JST/JOFMovimentos associados àfresagem.CFAC: Introdução ao CNC - II3Eixos de coordenadas em CNSistemas de coordenadas de dois eixosUm sistema de coordenadas com dois eixos permite umadescrição/definição precisa de todos os pontos (vértices,centros de círculos, etc.) no desenho de uma peça nesse plano.Normalmente, a geometria de uma peça descreve-se demaneira precisa mediante o seu desenho e as suas dimensões.Se localizarmos a peça de forma criteriosa,num sistema de coordenadas, a forma dapeça fica descrita determinando a posiçãodos pontos em que há alteração datrajetória.2012@JST/JOFJST/JOFCFAC: Introdução ao CNC - II42
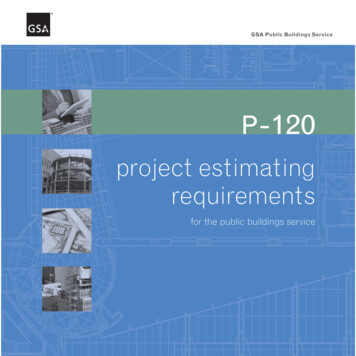
CFAC: Introdução ao CNC - II2012@FEUP/DEMec-SDIEixos de coordenadas em CNSistemas de coordenadas de três eixosPara ser possível representar “peças 3-D” énecessário um sistema de coordenadas com trêseixos.Os eixos de coordenadas sãodesignados pela “regra da mãodireita” (referencial direto).2012@JST/JOFCFAC: Introdução ao CNC - II5Eixos de coordenadas em CNSistema de coordenadas máquinaA maquinagem de uma peça mediante um programa de CNrequer a aplicação de um sistema de coordenadas à máquinaferramenta.Quando se programa, deve-se assumir que a peça estáestacionária e que a ferramenta se move no sistema decoordenadas. Tal possibilita que o controlo da ferramenta detrabalho seja claro e universalmente aceite, fixando ascoordenadas correspondentes.2012@JST/JOFJST/JOFCFAC: Introdução ao CNC - II63
CFAC: Introdução ao CNC - II2012@FEUP/DEMec-SDIEixos de coordenadas em CNÂngulo de rotação e coordenadas polaresAlgumas operações de maquinagem requerem a programaçãode ângulos de rotação sobre um ou vários eixos coordenados.A rotação sobre os eixos de coordenadas identifica-se pelosângulos de rotação de endereço A, B e C.A direção de rotação será negativa (-) quando a rotação é nosentido horário, observada do ladopositivo do eixo que não está no planode interpolação (ou aplicar a regra damão direita).2012@JST/JOFCFAC: Introdução ao CNC - II7Eixos de coordenadas em CNÂngulo de rotação e coordenadas polaresOs ângulos de rotação podem ser utilizados, porexemplo, para programar em coordenadas polares.Os ângulos das coordenadas polares identificam-sepor A, B e C; esta designação deriva da “regra damão direita”.2012@JST/JOFJST/JOFCFAC: Introdução ao CNC - II84
CFAC: Introdução ao CNC - II2012@FEUP/DEMec-SDIEixos de coordenadas em CNPontos significativos na programação de CNNas máquinas-ferramenta CNC, as trajetórias estãocontroladas mediante sistemas de coordenadas. Asposições precisas das ferramentas e das peças,dentro da máquina-ferramenta, estabelecem-se apartir dos pontos de origem (máquina/peça).Além destas origens de coordenadas, as máquinasferramenta CNC dispõem de um certo número depontos de referência de tal forma que possibilitam ofuncionamento e a programação dos movimentosentre todos eles.2012@JST/JOFCFAC: Introdução ao CNC - II9Eixos de coordenadas em CNPontos significativos na programação de CNPontos de origem: Origem da Máquina – M; Origem da peça – W.Pontos de referência: Ponto de Referência da máquina – R; Pontosde referência da ferramenta – E e N.2012@JST/JOFJST/JOFCFAC: Introdução ao CNC - II105
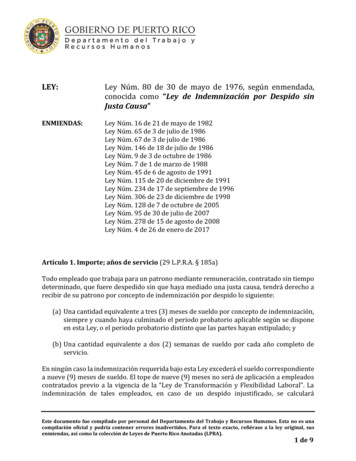
CFAC: Introdução ao CNC - II2012@FEUP/DEMec-SDIEixos de coordenadas em CNOrigem máquinaO ponto zero da máquina M está estabelecido pelo fabricanteda mesma. É a origem do sistema de coordenadas damáquina e é o ponto de início para todos os outros sistemasde coordenadas e pontos de referência da máquina.Posição da origem máquina em tornos de CN (nestecaso, o Z 0 coincide com um ponto da bucha).2012@JST/JOFCFAC: Introdução ao CNC - II11Eixos de coordenadas em CNOrigem máquinaorigemmáquinaFRESADORATORNO VERTICALFRESADORAA posição da origem em máquinas de CN varia defabricante para fabricante e do tipo de máquina.2012@JST/JOFJST/JOFCFAC: Introdução ao CNC - II126
CFAC: Introdução ao CNC - II2012@FEUP/DEMec-SDIEixos de coordenadas em CNPontos de referênciaO ponto de referência de máquina R, serve para calibrar e paracontrolar o sistema de medição dos deslocamentos das mesas/carros eos cursos das ferramentas.A posição do ponto de referência R está predeterminada, com precisão, emcada um dos eixos de deslocamento. Desta forma, as coordenadas desteponto de referência são sempre as mesmas e o seu valor numérico,relativamente ao zero máquina é, também, conhecido com precisão.Importante: Depois de inicializar o sistema de controlo é semprenecessário levar a máquina ao ponto de referência R, em todos os seuseixos, com o intuito de calibrar o sistema de medição dos deslocamentos.Se os dados de posição das mesas/carros e das ferramentas são perdidos,por exemplo, devido a uma falha elétrica, a máquina-ferramenta tem quevoltar a posicionar-se neste ponto de referência para voltar a estabeleceros valores corretos da posição.2012@JST/JOFCFAC: Introdução ao CNC - II13Eixos de coordenadas em CNPontos de referência (exemplos)ZPonto dereferência RYXPonto dereferência RPonto de referência num torno.Ponto de referência numa fresadora.2012@JST/JOFJST/JOFCFAC: Introdução ao CNC - II147
CFAC: Introdução ao CNC - II2012@FEUP/DEMec-SDIEixos de coordenadas em CNOrigem peçaO ponto de origem peçaW, determina a posição dosistema de coordenadasda peça em relação àorigem máquina.A origem de coordenadasda peça é escolhido pelooperador e introduz-se nosistema CNC na fase depreparação da máquinapara o trabalho.2012@JST/JOForigem peçaorigem peçaTornoTornoFresadoraorigem peçaorigem máquinaExemplo da origem peça para torno epara fresadora.CFAC: Introdução ao CNC - II15Eixos de coordenadas em CNOrigem peçaA posição do zero peça pode ser livremente escolhidapelo programador dentro do espaço de trabalho damáquina. Não obstante, é conveniente situá-lo de formaque as dimensões da peça (por exemplo, do desenho)possam ser facilmente transformadas em valores dascoordenadas na máquina.Por vezes, o zero peça também é designado por pontozero de programação.2012@JST/JOFJST/JOFCFAC: Introdução ao CNC - II168
CFAC: Introdução ao CNC - II2012@FEUP/DEMec-SDIEixos de coordenadas em CNDimensões da ferramenta/porta-ferramentaAo maquinar uma peça, é essencial poder controlar de formaprecisa o ponto de ferramenta ou os fios decorte da mesma em relação aos contornos dapeça durante as passagens da maquinagem.ÁrvoreDado que as ferramentas têm diferentes formas e dimensões,asdimensões precisas da ferramenta têm queser estabelecidas antes de se realizar amaquinagem e introduzidas no sistema decontrolo.Nota: Os pontos de referência dasferramentas são importantes para o seuposicionamento (coordenadas). Ainformação/dados da ferramenta têm que serintroduzidos na memória do controlador antesde serem operadas.2012@JST/JOFCFAC: Introdução ao CNC - II17Eixos de coordenadas em CNDeslocamentosPara as operações de maquinagem que se efetuam nas peças,as ferramentas têm que percorrer, de forma precisa, as trajetóriascorrespondentes a cada tipo de operação. As trajetóriaspossíveis da ferramenta, dependem de cada tipo de máquina edas capacidades dos sistemas de controlo.O tipo de máquina fixa os possíveis tipos deslocamentos aolongo dos eixos.O tipo de configuração do controlo, por exemplo, controladeslocamentos retos, contornos 2D, etc., determina como podecoordenar-se os deslocamentos entre os eixos.É esta “coordenação”, que permite controlar os movimentos daferramenta pelo sistema de controlo com a ajuda de cálculosinternos, conhecida por “interpolação”.2012@JST/JOFJST/JOFCFAC: Introdução ao CNC - II189
CFAC: Introdução ao CNC - II2012@FEUP/DEMec-SDIEixos de coordenadas em olinearMovimentoa um eixoExemplos de deslocamentosda ferramenta.2012@JST/JOFCFAC: Introdução ao CNC - II19Eixos de coordenadas em CNDeslocamentos linearesQuando a ferramenta se desloca desde um pontoinicial (atual) até um ponto objetivo ou destinodado e, este deslocamento se realiza ao longo deuma reta, tem-se uma interpolação linear.No caso de sistemas de controlo de 2 eixos, istoimplica que as velocidades em cada umdos eixos, operem de forma sincronizada,para se obter uma trajetória reta daferramenta.Ponto destinoPonto inicial2012@JST/JOFJST/JOFCFAC: Introdução ao CNC - II2010
CFAC: Introdução ao CNC - II2012@FEUP/DEMec-SDIEixos de coordenadas em CNDeslocamentos linearesPara sistemas de controlo de 3 eixos existem duaspossibilidades diferentes:Programação de retas em um ou vários planos fixos:Neste caso, a ferramenta desloca-se numa única direçãoaxial (normalmente eixo de rotação de corte) e nos outrosdois eixos tem lugar a interpolação linear. 2012@JST/JOFCFAC: Introdução ao CNC - II21Eixos de coordenadas em CNDeslocamentos lineares Programação de retas arbitrárias no “espaço”: Aferramenta pode ser deslocada ao longo de uma reta atéqualquer ponto no espaço em que a interpolação lineardá-se nos três eixos em simultâneo.Em certos controladores a interpolação linearapenas é possível à velocidade de trabalhoou avanço.O movimento rápido utiliza-se apenas paraalcançar posições, começando por se deslocartodos os eixos à velocidade máxima até seobter cada uma das suas coordenadas (sequencial parcial).2012@JST/JOFJST/JOFCFAC: Introdução ao CNC - II2211
CFAC: Introdução ao CNC - II2012@FEUP/DEMec-SDIEixos de coordenadas em CNDeslocamentos circularesSe a ferramenta se desloca de um ponto inicial até um pontofinal dado, mediante uma trajetória circular, está-se perante oque se designa por interpolação circular.Os arcos de circunferência podem ser percorridos no sentidohorário ou no sentido anti-horário (retrógrado ou direto).Se o sistema de controlo tem mais de 2eixos, é necessária a definição do plano noqual se descreve o arco de circunferência:plano XY, YZ ou XZ.G18G19G172012@JST/JOFCFAC: Introdução ao CNC - II23Eixos de coordenadas em CNDeslocamentos circularesUma vez elegido o plano do arco, a maquinagem pode-serealizar em várias passagens alterando a profundidade.Normalmente, não é possível a interpolação circular àvelocidade rápida.2012@JST/JOFJST/JOFCFAC: Introdução ao CNC - II2412
CFAC: Introdução ao CNC - II2012@FEUP/DEMec-SDIEixos de coordenadas em CNCompensação automática da ferramentaAté agora falou-se das trajetórias das ferramentas semmencionar as dimensões das mesmas, quando estas afetamo contorno.Compensação do raio da ferramentaPara assegurar que o contorno é garantido, o centro da fresadeve-se deslocar deste,ao longo de uma “trajetóriaequidistante”: segue ocontorno a uma distânciauniforme que depende doraio da ferramenta.2012@JST/JOFCFAC: Introdução ao CNC - II25Eixos de coordenadas em CNCompensação da ferramentaNa maioria dos sistemas CNC modernos, a trajetóriaequidistante calcula-se automaticamente mediante acompensação do raio da ferramenta. Estacompensação requer a entrada no programa de CN dosseguintes dados: A dimensão do raio da fresa;De que lado (G42 - à direita ou G41 - à esquerda)do contorno final programado se situa a ferramenta.2012@JST/JOFJST/JOFCFAC: Introdução ao CNC - II2613
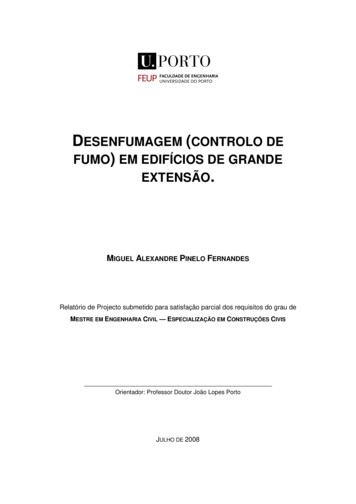
CFAC: Introdução ao CNC - II2012@FEUP/DEMec-SDIEixos de coordenadas em CNCompensação da ferramentaG41G42G40 – anula correcçãoNo torneamento, o raio da fresa é substituído pelo raio daponta radial da pastilha da ferramenta de tornear.2012@JST/JOFCFAC: Introdução ao CNC - II27Eixos de coordenadas em CNCompensação da ferramentaDurante a programação do contorno do torneamento assumese que a ponta da ferramenta é um ponto agudo emcontacto com a peça.Na realidade, a ponta da ferramenta está arredondada e, ocontrolador deve compensar o espaço entre a ponta teórica daferramenta e o fio cortante da mesma, calculando a trajetóriaequidistante apropriada.Para assegurar que esta trajetória equidistante é sempredefinida do lado correto do contorno é necessário introduzir nocontrolador o “quadrante” correto. Tal informação determina adireção pela qual a ponta da ferramenta segue o contorno.2012@JST/JOFJST/JOFCFAC: Introdução ao CNC - II2814
CFAC: Introdução ao CNC - II2012@FEUP/DEMec-SDIEixos de coordenadas em CNCompensação da ferramentaAlteração da formana inclinaçãoEfeito da ponta redonda da ferramenta nosquadrantes de torneamento.2012@JST/JOFCFAC: Introdução ao CNC - II29Eixos de coordenadas em CNCoordenadas absolutas e incrementaisA informação dimensional no plano da peça pode basicamenteestabelecer-se no sistema de cotagem absoluto ou incremental.Os dados na cotagem absoluta fazem sempre referência a umponto de referência fixo no plano. As cotas absolutas também sãodesignadas por “cotas de referência” – G90.Ao usar cotas incrementais, cada medida faz referência à posiçãoanterior; as cotas incrementais são distâncias entre pontosadjacentes. Estas distâncias convertem-se em coordenadasincrementais ao tomar as coordenadas do último ponto como aorigem de coordenadas para o ponto seguinte. As cotasincrementais também se designam por “cotas relativas” ou por“cotas em cadeia/série” – G91.2012@JST/JOFJST/JOFCFAC: Introdução ao CNC - II3015
CFAC: Introdução ao CNC - II2012@FEUP/DEMec-SDIEixos de coordenadas em CNEleição da origem peçaO ponto zero peça é o ponto no qualse localiza a origem de coordenadasdurante a programação.Fundamentalmente, este ponto podedefinir-se livremente, apesar de que,por razões práticas, deverá coincidircom o ponto de referência para ascotas absolutas ou com o pontoinicial para as cotas incrementais.2012@JST/JOFCFAC: Introdução ao CNC - II31Eixos de coordenadas em CNEleição da origem peçaO programador deverá considerar os planos da peça de formaque se simplifique a conversão de cotas em coordenadas.Dever-se-á prestar especial atenção ao tipo de cotagem, e àcorrespondente definição do zero peça, de forma a causar amínima necessidade de cálculos. Frequentemente aconversão de cotas em coordenadas provoca erros deprogramação.2012@JST/JOFJST/JOFCFAC: Introdução ao CNC - II3216
CFAC: Introdução ao CNC - II2012@FEUP/DEMec-SDIEixos de coordenadas em CNDefinição de retas e círculosPara programar um elemento de contorno linear ésuficiente estabelecer o ponto final do deslocamento (oponto inicial é a posição da ferramenta no momento).O ponto final pode-se estabelecer em dimensõesabsolutas ou incrementais, e em certos controladorestambém mediante oestabelecimento doângulo da reta e deuma coordenada.2012@JST/JOFCFAC: Introdução ao CNC - II33Eixos de coordenadas em CNDefinição de retas e círculosExistem duas possibilidades de programação dearcos de circunferência: Programação do raio: além do ponto final, estaopção apenas requer a entrada do raio. Ocontrolador calcula o centro da circunferência deforma que o arco se situa entre os pontos iniciale final (o raio pode ser ou - [ 180º]),Programação do centro da circunferência:Além do ponto final, devem ser definidas ascoordenadas do centro da circunferência. Ocontrolador calcula o raio.2012@JST/JOFJST/JOFCFAC: Introdução ao CNC - IIRaioCentro3417
2012@JST/JOF CFAC: Introdução ao CNC - II 2 Eixos de coordenadas em CN Introdução As ferramentas de uma máquina CNC podem realizar certos movimentos conforme o tipo de máquina. Num torno, estes movimentos compõem-se em movimento (paralelo à árvore) longitudinal (Z) e movimento transversal (X - raio/diâmetro).