Transcription
Welding ofStainless Steels1
2
PREFACEStainless steel are considered as an important groupof materials for engineering industries and numerousother applications including consumer items due totheir superior material characteristics and versatility.These steels can be easily fabricated by differentfabrication processes. Bulk of the requirements ofstainless steels for fabrication are in form of hot andcold rolled sheets, coils and plates. Indian plantshave established to produce quality stainless steelconforming to international specifications.There is a very high potential for use of stainlesssteel flat products in India, particularly in industrialsector. To tap this potential, it is necessary to stepup developmental activities and assist customers indeveloping fabrication practices for promoting newapplicationsWelding is the most commonly used fabricationprocess for the manufacture of components fromstainless steel flat products. Different weldingprocesses are available with specific advantages andlimitations.This manual has been prepared with a view torender technical assistance to customers on basicinformation in welding of stainless steel includingmetallurgical fundamentals, selection of appropriatewelding process, parameters and filler materials,common weld defects, their causes and precautions,inspection and testing of weld joints. Also, a glossaryof common welding terms has been provided foreasy reference.It is hoped that the manual will serve the purpose forwhich is intended.3
CONTENTS4PageA. Introduction3B. Metallurgical fundamentals of stainless steels4C. Welding characteristics of stainless steels9D. Welding processes for stainless steel12E. Selection of welding process19F. Filler materials and their compositions21G. Common welding defects and process problems24H. Precautions28I. Typical data for various welding processes29J. Inspection and testing of welds38K. Glossary of common welding terms42
A. INTRODUCTIONStainless steels are extensively used in manufactureof industrial equipment and components, householdappliances, building and construction, architecturaland a variety of other applications due to their superiorcorrosion resistance, material characteristics, surfacelustre and excellent performance in service condition.These steels can be fabricated easily to componentsby commonly available fabrication processeswithout sacrificing appreciably their basic materialcharacteristics. Though apparently they are costly,their performance, durability and utility far outweighinitial investment on them. In addition, a judiciousselection from a wide variety of stainless steels canfurther cut down the initial cost and enhance theperformance in actual application.Most of these steels can be easily welded byappropriate welding techniques to fabricate requiredcomponents. It is, however, necessary to choosecarefully specific welding process, equipment andtake required precautions in welding of differentgrades of stainless steels, keeping in view their basicmaterial characteristics, the changes they undergoon welding and their duty requirements in actualservice.5
B. METALLURGICAL FUNDAMENTALS OF STAINLESS STEELSStainless steels are iron based alloys containing aminimum of 10.5% Cr with or without other alloyingelements such as nickel, manganese, molybdenum,silicon, niobium, titanium, aluminium, boron, cobalt,copper, nitrogen, etc. Addition of chromium improvesthe corrosion and oxidation resistance of steels. Thepresence of chromium leads to formation of a thinprotective passive film of chromium oxide whichreduces susceptibility to corrosion resistance, mostof the grades of stainless steels contain much higherlevels of chromium.Classification of stainless steelsStainless steels are conventionally classified intodifferent types depending on their metallurgicalstructures in the condition of their actual application.Accordingly, these are broadly categorized asaustenitic, ferritic, martensitic and duplex types ofstainless steels. Normally, the austenitic stainlesssteels containnickel and chromium whereas theferritic and martensitic stainless steels are nickelfree. The duplex stainless steels contain nickel andchromium in suitable proportions to give a mixedstructure of ferrite and austenite.Effect of alloying elementsAddition of chromium to iron tends to stabilise the ferritephase. Consequently, iron chromium alloys with morethan 13% Cr are ferritic at all temperatures upto theirmeeting range. Alloys with lower chromium content,however, form austinite in certain ranges of temperaturewhich transforms to martensite on quenching.Addition of nickel to iron chromium alloys extends thelimits of austenitic phase. Nickel also decreases thetemperature at which austenitic phase transforms toferrite upon cooling. Alloys with high nickel content,therefore, exhibit austenitic structure at ambienttemperature. Even alloys with lower nickel contentsuch as 18-8 type of steels are austenitic on normalrate of cooling.Since chromium and nickel promote theformation of ferrite and austenite respectively, for6certaincomposition ranges, both ferrite and austenitephases can be present in the stainless steels at roomtemperature. Such steels fall in the category of duplexstainless steels.A number of other elements are added in smallamounts in stainless steels to modify certainproperties and fabrication characteristics. Forexample molybdenum increases resistance to pittingcorrosion and general resistance to corrosion incertain media, Sulphur or selenium increases freemachining characteristics and silicon improves heatresistance. Titanium and niobium are added toprevent sensitization.Austenitic stainless steelsThese steels are characterized by face-centered cubiccrystal structure. These steels are Cr-Ni, Cr-Mn, Cr-NiMn stainless steels with or without addition of otheralloying elements. Usually steels in this categoryhave more than 17% Cr and 7% Ni. The primary roleof chromium is to provide a self forming protectivefilm for corrosion resistance and nickel stabilizes theaustenitic structure. Low nickel or nickel-free austeniticstainless steel are, however, also available whereaustenitic phase is retained at room temperature withthe help of nitrogen, manganese or copper.Austenitic stainless steels are basically non-magneticin nature. These steels are not hardenable bycommon heat treatment practices. However, thesesteels harden at a rapid rate by cold working whichalso makes them slightly magnetic. Austenitic gradesexhibit excellent corrosion resistance. The presenceof nickel in austenitic stainless steels enhances thecorrosion resistance which can be further improvedby an increase in chromium content or addition ofother alloying elements. They also exhibit muchhigher ductility and toughness as compared to plaincarbon steels and other categories of stainless steels.Austenitic stainless steels are available in manygrades, depending on their composition.On account of good corrosion resistance and formability,
austenitic stainless steels find wide application inchemical, fertilizer, textile, pharmaceutical, paper,sugar and otherindustries. These are also used formedical appliances, surgical instruments, kitchenware,decorative items and numerous other applicationsrequiring high strength and toughness at cryogenic,ambient and elevated temperatures.addition of alloying elements in small quantities. Highhardness and strength are specific characteristicsof these steels in heat-treated condition. Hardnessof these stainless steels is strongly dependent oncarbon content and different grades of this type ofsteels are available in different carbon contents uptoa maximum of 1.2%.Ferritic stainless steelsThese steels are characterized by body-centered cubicstructure and exhibit ferro-magnetic behavior belowthe Curie temperature. The ferritic grades of stainlesssteel contain chromium ranging from 12 to 30% andsometimes even higher with alloying additions likemolybdenum, aluminium, titanium or niobium etc.Compared to austenitic stainless steels, the ductilityand formability of these steels are inferior. Thesesteels are susceptible to three types of embrittlementphenomena viz. embrittlement due to grain growthat very high temperature, formation of sigma phaseat intermediate temperature and embrittlement inservice at 475 C. The greatest advantage of ferriticstainless steels is their low cost as basically these areFe-Cr alloys without any expensive alloying elementssuch as nickel. The corrosion resistance of ferriticstainless steels is moderate. By increasing chromiumcontent, the corrosion resistance can be increasedbut forming becomes more difficult for such steelsdue to reduced ductility.Low carbon martensitic stainless steels are usedturbine blades, nuclear reactor components andfractional distillation towers. Addition of 1.5% to2.5% nickel to martensitic grades improves theirhardenability while their martensitic structure is stillretained. Such alloys are used for springs, aircraftfittings and those machine parts where higherstrength are advantageous. Martensitic gradeswith higher carbon content are used for surgicalinstruments, knives, cutlery and other wear-resistingparts. A modified version of high carbon grade with12 to 14% Cr is extensively used for the manufactureof stainless steel razor blades.Thermal conductivity of ferriticstainless steels isnearly 20% higher than the most common austeniticstainless steels. In addition, co-efficients of thermalexpansion are also significantly lower for suchsteels. These characteristics make them suitablefor heat exchangers, furnace equipments and glasssealing. Also, ferritic stainless steels can be widelyused for decoration of buildings, welded tubes forfurniture, equipment for domestic appliances, dishesand flatwares, automobile components and othercommon applications.Matensitic stainless steelsThese steels are Fe-Cr-C alloys with or withoutDue to their limited corrosion resistance, these steelsare not recommended for applications in severecorrosive media.Duplex stainless steelsBy adjusting the proportion of ferrite formingelements (Cr, Si and Mo) and austenite formingelements (C, N, Ni and Mn), duplex stainless steelscan be produced with both ferrite and austenitephases in the structure. Such steels are characterizedby high tensile strength and good stress corrosionresistance. These steels can be welded with muchless risk of cracking than fully austenitic grades.Application of modern duplexstainless steels is mostlyin plate form and as tubes for heat exchangers. Theseare also used in pumps and valves for chemicalindustries and marine engineering applications.Chemical composition, physical characteristics andmechanical properties of important grades of stainlesssteels are given in tables 1, 2 and 3 respectively.7
Table 1: Important stainless steel grade and their chemical al Composition Wt%SiMnPSNiMaxMax Max1.00 5.50-7.50 0.060 0.0303.50-5.501.00 7.50-10.00 0.060 0.0304.00-6.001.0 2.00 max 0.045 0.030 8.00-10.001.00 2.00 max 0.045 0.030 8.00-10.001.00 2.00 max .001.001.001.501.501.001.001.001.001.001.002.00 max2.00 max2.00 max2.00 max2.00 max2.00 max2.00 max2.00 max2.00 max2.00 max2.00 max2.00 max2.00 max2.00 max2.00 94054090.100.080.081.001.001.002.00 max1.00 max1.00 001.001.001.00 max1.00 max1.00 max0.0400.0400.0400.0300.0300.0300.60 *0.0201.000.501.001.001.001.50 max1.00 max1.00 max1.00 max1.00 -14.0015.00-17.00N 0.25 maxN 0.25 maxMo 0.60 max(opetional)Se 0.15 minMo 2.00-3.00Mo 2.00-3.00Mo 3.00-4.00Mo 3.00-4.00Ti 5XC minNb Ta10XC minMo 1.00-2.00Al 0.10-0.30Ti 6X6 minBut 0.75 maxMo 0.751.125N 0.25 max-446MARTENSITIC 403410420431*S : 0.150 min **C : 0.15 min8
Table 2:Physical Properties (in annealed condition)Stainlesssteel GradeDesignationAISIDensityGm/cm3Specific Electrical Specific HeatResistance at 200C (0-1000Cmicro-Ohm cmJoules/gm0CThermalconductivity at1000CCoeff. Of ThermalExpansion(per 0C x 16.3317.3304 94207.8550.625.1210.39
Table 3: Mechanical Properties (in annealed condition)Stainless steel GradeDesignation AISIU.T.S.N/m2 min% Elongation on50 ml GL MinHardness 20% min. for thickness 1.25 mm100.2% Proof StressN/m2 min
C. WELDING CHARACTERISTICS OF STAINLESS STEELSThe welding characteristics of different types ofstainless steels are given below:Austenitic stainless steelsAustenitic stainless steels are the easiest to weldand produce weld joints which are characterizedby a high degree of toughness even in as weldedcondition due to their face-centered cubicstructure. Exceptions are the free machininggrades (AISI 303 or 303Se) which contain sulphur orselenium. These elements make the stainless steelssusceptible to hot-short cracking. The weldabilityand performance of these steels during service,however, depend to a great extent on their carboncontents. During welding, when the heat-affectedzone passes through the temperature range of425 to 900 C, carbon combines with chromiumresulting in chromium carbide precipitation alongthe grain boundaries. This phenomenon is called‘Sensitization’ which results in poor resistance tointergranular corrosion due to chromium depletionin the vicinity of precipitated carbides. Higher isthe carbon content more is the susceptibility forsensitization.The problem of carbide precipitation in heataffected zone can be overcome by following threemethods:i. For grades like 302, 304, 316 and 317sensitization can be removed by solutionheat treatment. Carbides are put back intosolution by this heat treatment and thenormal corrosion resistance is restored. Butthe drawback of this treatment is that thetemperature at which this is to be carriedout is very high (1050 to 1100 C). At suchhigh temperature, oxidation is likely to occurunless it is protected from atmosphere. Also,the components may sag or get severelydistorted during rapid cooling.For such applications, it is preferable to uselow carbon or stabilized grades of stainlesssteels.ii. Grades like 304L, 316L and 317L whichcontain very low carbon are less susceptibleto carbide precipitation in the sensitizationrange of temperatures. These steels areweldable without causing loss of corrosionresistance in the heat affected zone.However, if they are held at this temperaturefor prolonged periods, sensitization mayoccur. Therefore, they are normally used attemperatures below 425 C.iii. Grades like 321 and 347 which are stabilizedby adding titanium or columbium can be usedat the sensitization range of temperatures.These stainless steels have higher strengthsat elevated temperatures and they do notform intergranular chromium carbides whenheated in the sensitization temperaturerange. Titanium or columbium form strongcarbides in the matrix. These carbides do notgo into solution during rapid heating causedby welding.Another major problem that is encounteredduring welding of austenitic stainless steels ismicrofissure. Microfissure is the intergranularcrack that occurs in the weld metal or inthe heat-affected zone. Weld metal thatis wholly austenitic is more susceptible tomicrofissuring than that which containssome delta ferrite. The composition of the11
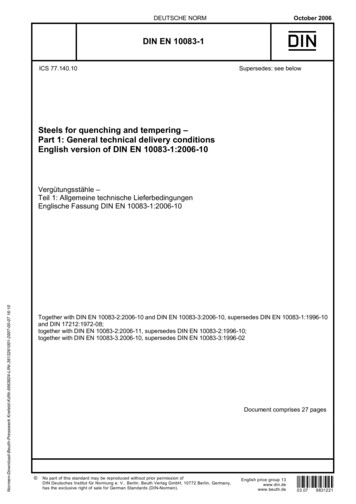
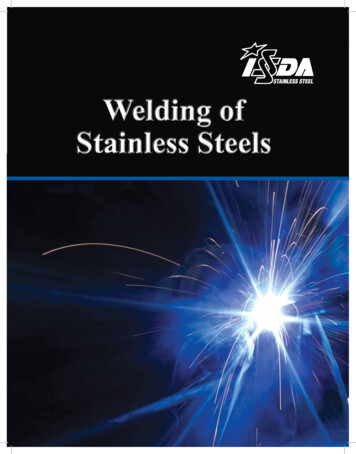
FIG.1 SCHAEFFLER CONSTITUTION DIAGRAM FOR STAINLESS STEEL WELD METALFIG.2 DELONG CONSTITUTION DIAGRAM FOR STAINLESS STEEL WELD METAL12
weld metal is therefore very important,which determines the susceptibility of thematerial for microfissuring. Thus, the fillermaterial must be of a suitable composition toproduce a controlled amount of delta ferrite.3 to 5% delta ferrite in the weld is the desiredamount for most applications to preventmicrofissuring.Schaeffler diagram (Fig.1) and Delongdiagram (Fig.2) can be used to determine theamount of ferrite present in a weld of givenchemical composition.Ferritic stainless steelsAs compared to austenitic stainless steels, ferriticstainless steels are difficult to weld. Although,the composition of these steels lead to a ferriticstructure at room temperature, a slight variationor segregation in the normal chemical compositionmay cause formation of small amount of martensitealong the grain boundaries in the heat-affectedzone. In addition, ferritic stainless steels are proneto rapid grain coarsening on heating above 950 C.These factors have deleterious effect on ductility,toughness and corrosion resistance.The detrimental effect of martensite can berectified by post welding annealing. Post weldingannealing transforms material to ferrite andalso relieves internal stresses. Thus, it results ina completely ferritic structure and restores thecorrosion resistance and mechanical properties.In case, post weld heat treatment is not possible,a low carbon ferritic stainless steel (eg. AISI 405,409) with strong ferrite formers (like Ti, Al, Nb) ispreferable.Martensitic stainless steelsMartensitic stainless steels are more difficult toweld than austenitic and even ferritic stainlesssteels due to the phase change from austeniteto martensite that occurs during cooling afterwelding. This results in change in volume, increasein hardness and accompanying loss of ductilitygiving rise to cracks. To prevent this, preheatingbefore welding and post weld heat treatment arerequired.Preheating of these steels to 200-300 C beforewelding is essential to avoid cracking. Carboncontent is the most important factor to decidewhether preheating is necessary. Steels with 0.10%C or less may not require preheating but with steelswith carbon content greater than 0.10% preheatingis required to avoid cracking.Post welding annealing is also required formartensitic stainless steels to regain uniformhardness in the welded area and to improve theductility of the base metal in the heat affectedzone.Martensite structure makes the stainless steelhard and brittle. As a practice, these steels arealways welded in annealed condition since thermalstresses imposed on martensitic structure due towelding result in cracking.Post weld heat treatment is required to restoremartensitic structure for actual application. Thisconsists of heating the weld to a temperaturehigh enough to form austenite and then rapidlyquenching to room temperature. Enough careshould be taken to prevent and distortion duringquenching.13
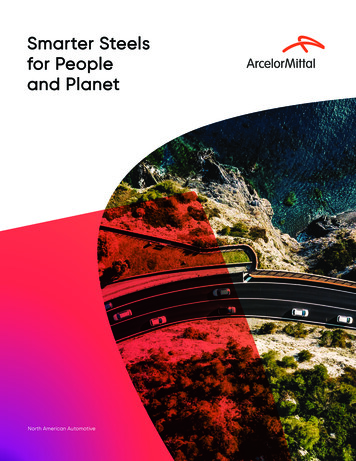
D. WELDING PROCESSES FOR STAINLESS STEELSFusion welding and resistance welding are mostcommonly used processes for joining stainlesssteels. In fusion welding, heat is produced with thehelp of an electric arc struck between an electrodeand base metal. In resistance welding, joining isdone by the combined effect of heat and pressure.Heat is generated by the resistance to the flow ofelectric current through the parts to be welded andpressure is applied by the electrodes.The fusion welding processes include:Shielded Metal Arc Welding (SMAW)Gas Tungsten Arc Welding (GTAW)Submerged Arc Welding (SAW)Plasma Arc Welding (PAW)Electron Beam Welding (EBW)Laser Beam Welding (LBW)The resistance welding may be either of spot orseam welding type.Typical welding parameters and data for variouswelding processes are given in Section IShielded Metal Arc Welding (SMAW)This manual process of welding is a common andversatile method used for joining shapes thatcannot be easily setup for automatic weldingmethods. In this method, a solid electrode withan extruded baked-on coating material is used. Atypical diagram for Shielded Metal Arc Welding isgiven in Figure 3.The coating of the electrode has got severalfunctions:- Electrode material burns off faster than thecoating flux that forms a “Crucible and thisshields the arc from the atmosphere.14FIG.3 Shielded Metal Arc Welding Process- Flux removes the impurities from the moltenmetal- A gaseous envelope developed by thedecomposition of the ingredients of theflux covers the molten weld pool, therebyprotecting it from atmospheric contact.- During cooling, the slag formed on the topof the weld metal acts as a protective coveragainst contamination by the atmosphere.- It provides alloy additions to the weld metal.While the equipment is less expensive and easyto operate in different locations, its operating costis high due to excessive loss of electrode flux andunused stub-ends.
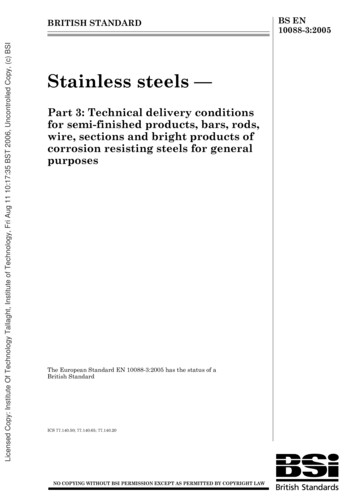
Gas Tungsten Arc Welding (GTAW)This process is commonly known as Tungsten InertGas (TIG) welding. Gas tungsten arc welding usesthe heat of an electric arc between a tungstenelectrode and the base metal. Typical compositionsfor tungsten electrodes are given Table 4.Table4: Non-consumable electrodes used in TIGweldingNonChemical compositionconsumableelectrode (AWS)EWP99.5% minimum tungstenEWZr99.2% tungsten 0.15 to 0.40%zirconiumEWTh-398.95% tungsten 0.35 to 0.55% thoriaEWTh-297.5% tungsten 1.7 to 2.2% thoriaEWTh-198.5% tungsten 0.8 to 1.2% thoriaThe preferred types of electrodes for weldingstainless steels are the thoriated electrodescontaining 1.7% to 2.2% thoria.A separate welding filler rod is fed into the moltenbase metal if needed. A shielding gas flows aroundthe arc to keep away air and dirt.Figure 4 illustrates a typical diagram for gastungsten arc welding. An AC-DC welding machinemay be used with a regulated flow of shielding gas,such as argon or helium. The shielding gas flowsfrom a cylinder through a regulator, flow meter anda hose to the workpiece.Heating characteristics of the arc may be controlledby changing current and arc length. Diameter oftungsten electrode, thickness and kind of basemetal will determine welding amperage.FIG.4 GAS-TUNGSTEN-ARC WELDING PROCESS15
GTAW easily welds all types of stainless steels and isparticularly suited for welding stainless steel pipes.It is also extensively used for joining tubes in heatexchanger. Generally, the filler metal is fed manuallyby the welder, but this method is slow, especiallyfor thick components. To achieve higher depositionrates, the process can be automated and the fillerwire is heated by resistance heating. The process iscalled hot wire GTAW and it can result even upto100% increase in welding speed. Another variationof GTAW is pulsed arc. In this process, the pulsingarc provides control of the molten weld puddle toincrease penetration and to minimize porosity.Gas Metal Arc Welding (GMAW)This process is commonly known as Metal Inert Gas(MIG) welding. In gas metal arc welding, an electricarc between a continuously fed metal electrodeand the base metal produces heat. The arc isshielded by a gas like argon or helium. For stainlesssteel welding, an inert gas mixture of 98% argonand 2% oxygen is recommended. Power sourceis DC welding current. A shielding gas cylinder, aregulator and a hose provide a flow of shielding gasto the arc. Figure 5 illustrates typical diagram forGMAW.FIG.5 GAS-METAL-ARC WELDING PROCESS16
There are three basic variations of GMAW process,depending on the method of transfer of metal. Theseare spray type transfer, short-circuiting transferand pulsed type transfer. The spray type of transferwas the first to be developed and is characterizedby a relatively hot arc and fluid puddle. Shortcircuiting transfer utilizes small diameter wire andis particularly effective for welding thin material.This increase the utility of basis GMAW, particularlyin industries where thin gauge stainless steels arefabricated. The more recent variation of the gasmetal arc process is pulsed-arc welding. This processis characterized by a controlled free-flight metaldrop rate of 60 drops per second at a lower currentdensity than conventional spray-arc welding.The advantages of MIG process are high efficiency,high deposition rate and ease in continuousmonitoring of the arc.GMAW is about four time faster than GTAW.Selection of inert gas for GMAW and GTAWArgon, helium and carbon dioxide are generallyused as shielding gases for GMAW and GTAWthough carbon dioxide is not preferred for stainlesssteels Argon with 2 to 5% oxygen or 5 to 20%nitrogen is suitable for welding of stainless steelflat products in thinner gauges. Helium is preferredfor welding of stainless steel in thicker gauges.Submerged Arc Welding (SAW)Submerged arc welding is a method in which the heatrequired to fuse the metal is generated by an electriccurrent passing between the welding wire and theworkpiece. The tip of the welding wire, the arc andthe weld area are covered by a layer or granularflux. A hopper and feeding mechanism are used toprovide a flow of flux over the joint being welded.Figure 6 illustrates a typical diagram for SAW.FIG.6 SUBMERGED ARC WELDING PROCESS17
The intense heat evolved by the passage of electriccurrent through the welding zone melts the end ofthe wire and the adjacent edges of the workpieces,creating a puddle of molten metal. The puddle isin a highly liquid state and is turbulent. For thesereasons, any slag or gas bubbles are quickly sweptto the surface. The flux completely shields thewelding zone from contact with the atmosphere.The difference between submerged arc weldingand other processes used for welding stainlesssteel is that SAW can use much higher heat inputthan other processes and has slower solidificationand cooling characteristic Also, the silicon contactwill be much higher in submerged arc weldingthat with other methods. If care is not exercised inselecting proper flux material.is provide through an outer gas cup on the torch.Figure 7 illustrates a typical diagram of plasma arcwelding.The main difference between PAW and GTAWprocesses is the “Keyhole” effect that is observedwith plasma arc welding when performing squarebutt joints in the thickness range of 2 to 6 mm. Akeyhole is formed at the leading edge of the weldmetal where the forces of the plasma het displacethe molten metal of permit the arc t pass completelythrough the work piece. The keyhole is an indicationof complete penetration and sound weld.In case of multipass plasma arc welding, a keyholeroot pass is followed by one or more non-keyholeweld passes the filler metal.Submerged arc welding is not recommended wherea weld deposit is needed to be fully austenitic or iscontrolled to alow delta ferrite content (below 4%).However, high quality welds may be produced forapplications in which more that 4% delta ferrite inweld deposits is allowable SAW is used for weldingof material in higher gauges.Plasma Arc Welding (PAW)Plasma arc welding is an inert gas, non-consumableelectrode welding method utilizing a transferred,constricted arc. As the office gas passes through thetorch to the work, it is heated by the arc, ionizedand passes through the arc-constricting nozzle atant accelerated rate. Since too powerful a jet wouldcause turbulence in the molten puddle, the jetwould cause turbulence in the molten puddle, thehet effect on the work is softened by limiting gasflow rates through the nozzle. Since this flow aloneis not adequate to protect the molten puddle fromatmospheric contamination, auxiliary shielding gas18Fig.7 Plasma arc Welding process
Continuously formed stainless steel tubesare preferably welded without filter metal byplasma arc welding process. This process has theadvantage over gas tungsten arc welding processdue to its higher speed of welding particularly forthicker tubes. The welding speed in the process isapproximately twice as compared to gas tungstenarc welding process for same tube thickness.Election Beam Welding (EBW)Electron Beam Welding uses energy from afocused stream of electrons for heating and fusingmetals. It is a very convenient process for weldingheavy components when the distance betweenthe two pieces to be weld is small. But, since theequipment is large and expensive, it is used onlywhere conventional welding techniques cannot beused.The machine uses an electronic tube which emitselectrons. The streams of electrons are controlledby electro-magnets called magnetic lens andfocussed to the weld area. Conventional weldingtechniques tend to melt only the surface of stainlesssteels so that penetration essentially comes byheat conduction. By contrast, EBW is capable ofsuch intense local heating that is instantaneouslyvaporizes the metal so that a hole is formedthrough the entire thickness of the workpiece. Thisis similar to the keyhole in PAW.EBW has hot significant advantages over otherjoining methods, It is a rapid and precise processwhich produces exceptionally high quality weldwhile minimizing distortion and other adverseeffects on the workpiece.Laser Beam Welding (LBW)A LASE BEAM IS
D. Welding processes for stainless steel 12 E. Selection of welding process 19 F. Filler materials and their compositions 21 G. Common welding defects and process problems 24 H. Precautions 28 I. Typical data for various welding processes 29 J. Inspection and testing of welds 38 K. Glossary of common welding terms 42